Навигация
Агрегаты и механизмы для порезки проката
22615
знаков
0
таблиц
0
изображений
2.2 Агрегаты и механизмы для порезки проката.
Ножницы с параллельными ножами. Для порезки готового проката на мерные длины и обрезки концов устанавливают ножницы для горячей и холодной резки с параллельными ножами. Ножницы могут иметь нижний или верхний рез. Ножницы с верхним резом имеют простую конструкцию. В процессе резания нижний нож неподвижен, а верхний, укрепленный в суппорте, с помощью гидравлического или кривошипного привода движется вниз и разрезает металл. Чтобы воспрепятствовать повороту полосы при резе, устанавливают специальный прижим, опускающийся на полосу с верхним ножом. Ножницы с нижним резом получили более широкое применение. Перед началом разрезания ножницы раскрыты и металл проходит между ними по рольгангу: нижний нож при этом находится ниже роликов рольганга и не мешает движению металла. Затем металл останавливается при помощи передвижного упора и суппорт верхнего ножа отпускается до соприкосновения с металлом. Дальнейшее продвижение верхнего суппорта прекращается и начинает двигаться суппорт нижнего ножа, при этом осуществляется резание металла.
Ножницы с наклонными ножами. Ножницы этого типа называются гильотинными. Конструктивно они бывают двух типов: открытого и закрытого. Ножницы открытого типа имеют короткие ножи и одну станину с боковым просветом, через который подается разрезаемый металл. Этот тип ножниц применяют для порезки сутунки и сортового проката в холодном состоянии. В последнем случае форма ножей соответствует профилю сечения разрезаемого металла. Верхний подвижной нож имеет угол наклона 2 – 50. ножницы закрытого типа имеют две станины, соединенные снизу траверсой. В просвете между станинами перемещается суппорт с ножом. Эти ножницы применяют для поперечной резки широких полос и листов в холодном, полуостывшем или горячем состоянии.
Летучие ножницы. Для резки металла при движении его с большой скоростью используются летучие ножницы. В прокатных цехах эксплуатируются ножницы различных конструкций: барабанные, рычажно-кривошипные, планетарные и маятниковые и др.
Барабанные летучие ножницы. Ножницы этого типа получили широкое применение для резки широких полос толщиной до 30 мм, холодной резки полос толщиной до 3мм и горячей резки мелких сортовых профилей. На барабанах ножниц закреплены по одному или по нескольку ножей. Полоса движется непрерывно и подается к ножницам подающими роликами с постоянной скоростью. При встрече ножей верхнего и нижнего барабанов происходит резание полосы. Ножницы просты по конструкции, надежны в эксплуатации и позволяют резать металл со скоростью более 15 м/с.
Рычажно-кривошипные летучие ножницы. При порезке толстых полос применяют рычажно-кривошипные летучие ножницы с поступательно движущимися ножами. Ножи совершают сложную эллипсовидную траекторию, а на участке реза эта траектория совпадает с горизонтальным движением полосы, сближаясь по вертикали.
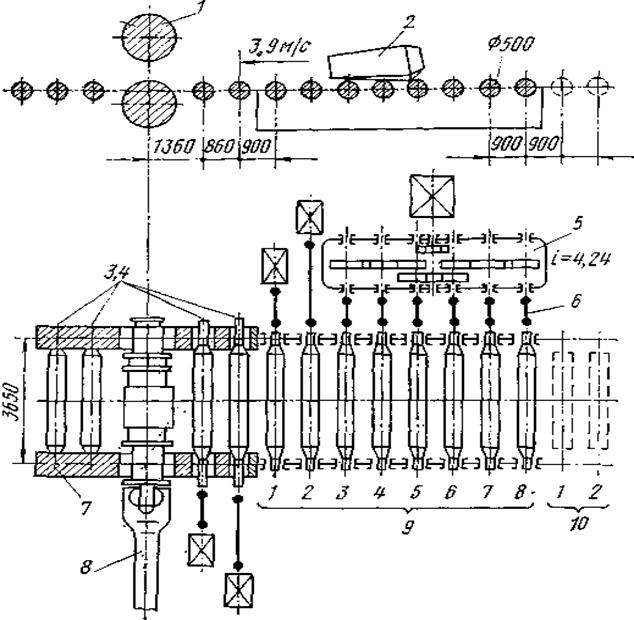
Планетарные летучие ножницы. Для порезки заготовок и сортовых профилей применяются планетарные летучие ножницы. Они предназначены для порезки на ходу заготовок сечением 80 х 80 и 120 х 120 со скоростью 7,0 и 3,1 м/с соответственно, а также плоских заготовок сечением 100 х 120 – 100 х 150 мм и круглых заготовок диаметром 100–140 мм. Ножницы могут работать в режиме без пропуска реза и с пропуском реза. При работе с пропуском реза кривошип приводится во вращение от редуктора пропуска реза с угловой скоростью, в два раза меньшей угловой скорости барабанов. В конце первого оборота барабанов солнечные и планетарные шестерни при помощи шарнирно-рычажной системы повернутся в противоположных направлениях, обеспечивая возможность свободного прохода заготовки между раздвинутыми ножами. В конце второго оборота барабанов произойдет резание заготовки на двойные длины.
Дисковые ножницы применяют для обрезки кромок полосы и резки широких полос в продольном направлении на несколько более узких полос.
Дисковые пилы. Для порезки профильного проката применяются дисковые пилы с целью повышения качества реза. Дисковые пилы разделяются на две группы: для горячего резания (зубчатые диски) и для холодного резания (гладкие диски). У пил с гладкими дисками резание происходит вследствие расплавления металла при трении быстровращающегося диска.
2.3 Правильные агрегаты.
В прокатных цехах применяют правку металла изгибом, растяжением и прокаткой с небольшим обжатием. Правку производят как в горячем, так и в холодном состоянии на правильных и в роликовых правильных машинах.
Правильные прессы бывают горизонтальные и вертикальные. На вертикальных прессах профиль устанавливают на двух роликовых опорах, расположенных на неподвижном столе. Правку осуществляют приложением усилия посредине между опорами путем перемещения верхнего ползуна в вертикальной плоскости. На горизонтальных прессах схема правки аналогична, но ползун, передающий усилие правки, расположен горизонтально и перемещение его осуществляется в горизонтальной плоскости.
Листоправильные машины разделяются на две группы: с параллельным расположением роликов и наклонным. На машинах с параллельным расположением роликов правят толстые листы (свыше 12 мм). На машинах с наклонным расположением роликов правят тонкие листы и полосы (до 4 мм).
Сортоправильные машины с профилированными роликами бывают двух типов: с открытым консольным расположением роликов и с закрытым расположением роликов на валах между двумя опорами последних. Правильные машины с консольными однородными роликами более удобны в эксплуатации, поэтому их применяют не только для правки мелких и средних, но и крупных профилей, например, рельсов.
2.4 Механизмы для сматывания и разматывания металла.
Для сматывания прокатанного металла в рулоны (полоса, лента, штрипс) и бунты (катанка, мелкосортные профили) применяют моталки. По назначению и конструкции их разделяют на: ролико-барабаные моталки для горячей полосы; барабанные моталки для холодной полосы: свертывающие машины для горячей полосы – штрипса: моталки для сматывания в бунты горячих мелкосортных профилей (круг, квадрат) и катанки. Для приема и центрирования рулонов, отгибания переднего конца рулона с целью направления полосы в прокатный стан (или агрегат резки, отжига, покрытия и т.д.) и создания натяжения полосы при разматывании рулона предназначены разматыватели.
Моталки. Для сматывания горячих полос применяются роликовые барабанные моталки. Полоса подается от стана по рольгангу к подающим роликам, которые направляют полосу между формирующими роликами и барабаном моталки. При сматывании тонкой полосы (1-4 мм) после образования 2-3 первых витков формирующие ролики отводятся от рулона и дальнейшее сматывание осуществляется с натяжением полосы барабаном моталки. При сматывание более толстой полосы после захвата переднего конца полосы барабаном формирующие ролики остаются плотно прижатыми к полосы.
Барабанные моталки применяют для сматывания холодной полосы, одновременно сообщая полосе натяжение. Барабанные моталки применяются на реверсивных и нереверсивных станах.
Свертывающие машины используют для горячего и холодного свертывания широких полос в рулоны. В машинах этого типа полосу свертывают не на барабан, а путем изгиба в роликах. Свертывающие машины устанавливают в потоке стана, скорость сматывания остается постоянной и не зависит от диаметра рулона.
Моталки для сматывания в бунты катанки диаметром от 6 до 10 мм и круглой стали диаметром до 40 мм. Применяют барабанные моталки двух видов: с вращающимся бунтом и с неподвижным бунтом. Моталки первого типа применяются для сматывания катанки при скоростях только до 10 м/с. Их преимущество состоит в том, что, кроме катанки и круглой стали, на них можно сматывать и мелкие профили квадратного сечения. При сматывании катанки применяются также моталки с неподвижным бунтом, преимуществом которых является отсутствие вращения бунта и сматывания металла при любой скорости его подачи, достигающей 20 м/с и более.
Разматыватели широко применяют при холодной прокатке листовой стали. Они входят в состав агрегатов непрерывного травления, отжига, лужения рулонов и др. в состав разматывателя входят: устройства для установки рулона в положение для разматывания и приспособление для отгибания переднего конца рулона и задачи его в подающие ролики.
2.5 Агрегаты отделки проката.
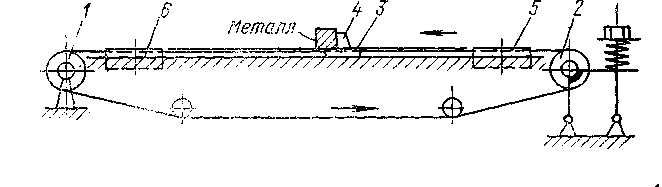
Получение готового проката высокого качества возможно только тогда, когда на всех стадиях технологического процесса в прокатном цехе осуществляется контроль качества металла, устранение дефектов и отделка проката в механизированных поточных линиях. При производстве готового проката в настоящее время в прокатных цехах эксплуатируется агрегаты отделки проката. Слябы подаются на подъемно – опускающийся стол, сталкиваются сталкивателем на рольганг, выравнивается направляющими линейками и поступают на транспортер, который транспортирует их через группу шлифовально – обдирочных станков. За один проход через станки с верхней поверхности слябов снимается слой металла толщиной 0,5 мм. Затем сляба кантуется на 1800 кантователем и зачищается другая сторона слябы.
2.6 Агрегаты термической обработки и охлаждения проката.
Термическая обработка готового проката приводит к существенному повышению его механических свойств. На металлургических заводах для термического упрочнения применяются агрегаты и линии для термической обработки листов, устройства и линии для термического упрочнения арматурной стали и мелких фасонных профилей в потоке станов и д. р.
Список литературы.
1. ″Технология горячей обработки материалов″ Под ред. Н.М. Челнокова, М, 1972г.
2. ″Прокатное производство.″ Полухин П.И., Федосов Н.М., Королев А.А., Матвеев Ю.М. М., 1982г.
3. ″Общая металлургия″ Бурдаков Д.Д., Бурдаков Ю.Д., Володин С.А., Жилкин Н.К., 1971г.
4. ″Производство проката″ Зотов В.Ф., 2000г.
Похожие работы
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... . Таким образом, учитывая выход годных изделий и коэффициент использования стана, практическая часовая производительность при прокатке может быть найдена по такой формуле: A = (3600/T) G R1 R2 Любой прокатный стан в течение определенного времени прокатывает разные профили, поэтому его производительность не может быть подсчитана по одному профилю. Для каждого профиля стан имеет свою ...



... по категориям, профессиям, квалификации и образованию, перейдем к анализу использования рабочего времени и уровня производительности труда в цехе и его оплате. 2.4 Анализ результатов использования трудовых ресурсов цеха 2.4.1 Анализ использования рабочего времени Наиболее универсальным показателем использования трудовых ресурсов на предприятии является рабочее время, т. е. количество ...

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
0 комментариев