Навигация
Расчет нагрева «тонких» изделий в печах периодического действия
20398
знаков
0
таблиц
5
изображений
2. Расчет нагрева «тонких» изделий в печах периодического действия
Переменная температура печи при постоянном расходе тепла
С целью максимального использования установленной мощности электрической печи ее величину уменьшают по сравнению с рассчитанной по формуле (25). Это обеспечивает работу печи во время нагрева изделий в основном без отключения. Уменьшение установленной мощности приводит к снижению температуры в рабочей камере печи после загрузки холодных изделий. По мере нагрева изделий температура печи повышается, при этом мощность печи остается постоянной. Так будет продолжаться до тех пор, пока температура печи не достигнет заданной величины. После этого необходимо уменьшать мощность печи (или расход энергии), чтобы сохранить постоянной температуру в рабочей камере.
Таким образом, процесс нагрева изделий в электрической печи периодического действия можно разбить на два этапа: нагрев при постоянной мощности, но переменной температуре печи и нагрев при переменной мощности (при переменном расходе энергии), но постоянной температуре печи. Расчет продолжительности второго этапа выполняется по рассмотренным ранее формулам. Определим продолжительность первого этапа. Для первого этапа нагрева изделий справедливо равенство:
![]() (30)
(30)
где Nп - полезная мощность печи, расходуемая на нагрев изделий, кВт.
Связь между Nп и Ny следующая:

Исходя из равенства (30), тепловой баланс изделия может быть выражен уравнением
![]() (31)
(31)
где Gс - масса садки изделий в печи, кг.
В начальный момент времени температура изделий равна t2н конце первого этапа нагрева на основании выражения (30) она равна:
 (32)
(32)
где t1y- установленная температура печи.
Интегрируя уравнение (31) в данных пределах, получим следующее выражение, определяющее продолжительность первого этапа нагрева изделий:
 (33)
(33)
На основании формул (27) и (32) можно определить продолжительность второго этапа нагрева τ2:
 (34)
(34)
Следовательно, полное время нагрева изделий в печи с уменьшенной установленной мощностью определяется следующим образом:
 (35)
(35)
Чтобы во время нагрева изделий печь работала в основном без отключения или переключения на меньшую мощность, необходимо в течение первого этапа обеспечить нагрев изделий до температуры, близкой к конечной температуре нагрева, т. е:
 (36)
(36)
где k - коэффициент, учитывающий соотношение между температурой нагрева изделий в течение первого этапа и их конечной температурой (k = 0,85…0,95).
Из равенства (36) можно определить количество изделий n, которое необходимо загрузить в печь, чтобы максимально использовать ее установленную мощность:
 (37)
(37)
Рассчитав по формуле (37) количество изделий, необходимо сравнить получающуюся при этом продолжительность нагрева изделий [по формуле (35)] с допустимой по технологии.
3. Особенности нагрева длинномерных изделий в электрических конвекционных печах периодического действия
Большое количество различных длинномерных полуфабрикатов (профили, трубы, листы и т. д.) изготавливается из алюминиевых сплавов. Для термической обработки этих изделий широкое применение находят электрические конвекционные печи.
В конвекционной печи (рис. 5) при помощи вентилятора 1 создается циркуляция воздуха. Нагретый до заданной температуры в камере с нагревательными элементами 2 воздух поступает в рабочую камеру 5 печи, где помещаются длинномерные изделия 4. Перемещаясь вдоль изделий, воздушный поток 3 нагревает их, а сам при этом охлаждается. Максимальное охлаждение воздуха происходит в начальный момент, после загрузки холодных изделий в печь.
Рисунок 5 – Схема электрической конвекционной печи
По мере нагрева изделий повышается и температура воздушного потока. Следовательно, температура воздуха меняется в процессе нагрева садки длинномерных изделий как по длине рабочей камеры, так и во времени. В результате этого процесс нагрева изделий по длине будет неравномерным. Скорость нагрева ближнего по направлению воздушного потока конца садки будет больше, чем дальнего.
При расчете времени нагрева длинномерных изделий в конвекционных печах необходимо определять время нагрева дальнего конца садки, так как лишь за это время садка полностью нагреется до заданной температуры.
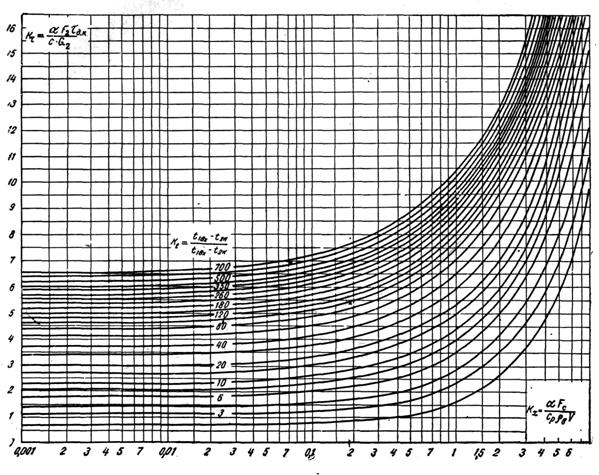
Рисунок 6 – Номограмма для определения продолжительности нагрева длинномерных изделий в конвекционных печах
Продолжительность нагрева дальнего конца садки определяется с помощью номограммы (рис. 6), построенной на основании аналитического решения задачи о нагреве длинномерных изделий в конвекционных печах [5]. При выполнении расчетов с помощью этой номограммы необходимо, прежде всего, вычислить значения критериев Кх и Кt
где ср - теплоемкость воздуха при температуре печи, дж/(кг · ° С);
рв - плотность воздуха при температуре, печи, кг/м3;
V - объем воздуха, проходящего через сечение рабочей камеры печи в единицу времени, или производительность вентилятора, м3/с;
Рс - поверхность садки длинномерных изделий, м2;
t1вх- температура воздушного потока на входе в рабочую камеру печи, °С.
По номограмме необходимо найти соответствующее этим критериям значение критерия Kτ, с помощью которого определяется время нагрева дальнего конца садки:
 (38)
(38)
Продолжительность нагрева ближнего конца садки определяется по формуле (27), так как температура воздушного потока на входе в рабочую камеру печи tвх- постоянная, т. е:
 (39)
(39)
где Тб.к - время нагрева ближнего конца садки, с.
Разница во времени нагрева дальнего и ближнего концов садки, т. е. неравномерность процесса нагрева садки, зависит в основном от величины критерия Кх. Если величина Кх ≤ 0,1, то время нагрева начального конца садки не превышает более чем на 10% время нагрева ближнего конца. При практических расчетах такой неравномерностью процесса нагрева садки, как правило, можно пренебречь. Следовательно если Кх ≤ 0,1, то с достаточной для практики степенью точности можно считать, что процесс нагрева садки происходит при постоянной температуре воздушного потока в рабочей камере печи. В этом случае время нагрева садки определяется формулой (27).
На равномерность нагрева садки длинномерных изделий в конвекционной печи большое влияние оказывает количество изделий в садке. С увеличением количества изделий растет неравномерность процесса их нагрева, так как увеличивается поверхность садки и величина критерия Кх .
Неравномерность процесса нагрева садки листов в конвекционной печи зависит от расстояния между листами в садке. Садка листов де лит рабочую камеру печи на ряд каналов с практически самостоятельными воздушными потоками (рис. 7,а). Вследствие этого при расчете времени нагрева садки листов целесообразно рассматривать нагрев одного листа, заменив соответственно часовой объем воздуха, проходящего через рабочую камеру печи, часовым объемом воздуха, проходящего между двумя соседними листами, т. е.
![]() (40)
(40)
где ωt- скорость воздушного потока, м/с;
b - ширина листа, м;
h - расстояние между листами в садке, м.
В этом случае критерий Kxопределяется так:
 (41)
(41)
где L - длина листа в направлении воздушного потока, м. Так как с увеличением h величина Kx уменьшается, снижается также неравномерность процесса нагрева листов.
|
|
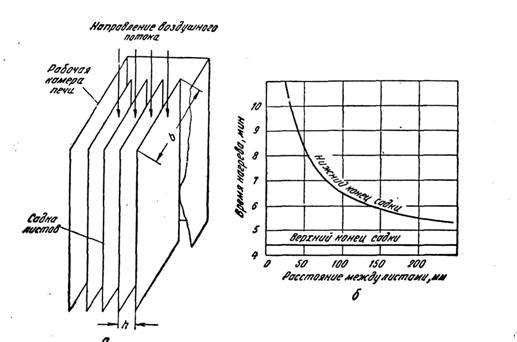
Рисунок 7 – Расположение садки листов в рабочей камере конвекционной печи (а) и влияние расстояния между листами на продолжительность их нагрева (б)
На рис. 7, б даны результаты расчета с помощью номограммы рис. 6 зависимости между временем нагрева и расстоянием между листами из дюралюминия: размер листа 4 х 1 м, толщина 2 мм, температура нагрева листов 495° С, температура воздушного потока 500° С, его скорость 10 м/с.
Расстояние между листами в садке при заданной неравномерности процесса нагрева можно определить следующим образом. По формуле (27) определяется время нагрева ближнего конца садки. К его величине добавляется допустимая разница во времени нагрева дальнего и ближнего концов садки и определяется время нагрева дальнего конца. Это позволяет рассчитать величину критерия Kτ , рассчитывается также критерий Kt. По критериям Kτи Ktи номограмме рис. 6 определяют значение критерия Кх , на основании которого вычисляют расстояние между листами
 (42)
(42)
Приведенная методика расчета продолжительности нагрева длинномерных изделий справедлива лишь при условии, если температура воздушного потока на входе в рабочую камеру печи в процессе нагрева
изделий остается постоянной. Однако при недостаточной величине установленной мощности печи, а именно:
 (43)
(43)

Если температура воздушного потока на входе в рабочую камеру печи в первый период нагрева изделий уменьшается по сравнению с заданной (t1вх). Это приводит к увеличению продолжительности нагрева длинномерных изделий. В данном случае время нагрева дальнего конца садки равно
 (44)
(44)
где величина Kτ определяется по номограмме рис. 6, ∆K - по номограмме рис. 8. Продолжительность нагрева ближнего конца садки определяется формулой, аналогичной формуле (35):
 (45)
(45)
Похожие работы
... технологических цепочек; применения общестатистических методов (корреляции, индексного, табличного, графического и др.) к новому объекту исследования — ФПГ. 2. Методика статистического анализа функционирования финансово-промышленной группы и ее технологических цепочек, включающая, разработанные на основе аддитивных, мультипликативных и смешанных моделей, алгоритмы статистического анализа ...
... виде совокупности региональных машиностроительных образований, поэтому одновременно с поиском направлений достижения каких-либо общеэкономических целей определяются соответствующие рациональные территориальные пропорции в развитии машиностроения в прогнозируемом периоде. Как и для всех задач этого уровня прогнозирование развития машиностроения осуществляется в единой системе народнохозяйственных ...


... методов содержит определенный набор конкретных технологий и методик исполнения. С учетом методологии, методов и технологий можно выстраивать основные направления кадровой политики на региональном, отраслевом и государственном уровнях. 1.4 Основополагающие подходы, принципы, функции государственной кадровой политики Государственное управление – сложнейший феномен. Образующие его подсистемы ...
Методология и методы комплексной оценки финансово-экономической деятельности хозяйствующих субъектов
... предприятий, проблемы использования бухгалтерского баланса как универсального инструмента для анализа деятельности хозяйствующих субъектов. Уточнены категории и методы финансово-экономического анализа на микро и макроуровне. По мнению диссертанта, следует выделить следующие главные направления исследования оценки деятельности и инвестирования хозяйствующих субъектов: 1) Системный подход. ...
0 комментариев