Навигация
Метрология, взаимозаменяемость, стандартизация, сертификация
23133
знака
7
таблиц
15
изображений
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования
Самарский Государственный Аэрокосмический Университет имени академика С.П. Королева
Кафедра механической обработки материалов
Курсовая работа
Метрология, взаимозаменяемость, стандартизация, сертификация
Вариант № 12
Выполнил: студент гр. №2304
Митюгин А.С.
Проверил: преподаватель
Смолин В.Д.
Самара 2009
Реферат
Курсовая работа: страниц , таблиц , рисунков , приложение: 2 чертежа формата А3.
Допуск, посадка, зазор, натяг, калибр, резьба, шпонка, подшипник.
Обоснованно и назначены посадки для типовых соединений деталей машин заданной сборочной единицы и выполнен их расчёт. Также рассчитаны исполнительные размеры калибра-скобы и калибра-пробки. Выполнены рабочие чертежи вала и зубчатого колеса.
Содержание
Введение
1. Определение номинальных размеров соединений
2. Назначение и анализ посадок
2.1 Соединение внутреннего кольца подшипника с валом
2.2 Соединение наружнего кольца подшипника с корпусом
2.3 Соединение зубчатого колеса с валом
2.4 Назначение и анализ посадок для шпоночного соединения
2.5 Соединение венца косозубого цилиндрического колеса со ступицей
2.6 Соединение крышки подшипника с корпусом
2.7 Назначение и анализ посадок для резьбового соединения
3. Определение калибров-пробок и калибров-скоб для отверстия и вала в соединении зубчатого колеса с валом
Заключение
Список использованных источников
Введение
При изготовлении деталей любым способом нельзя обеспечить абсолютное совпадение их действительных размеров с размерами на чертеже. Отклонения от заданного размера появляются в результате неточностей станка, приспособления и инструмента, зависят от индивидуальных особенностей оператора и других причин. Для того, чтобы изделие отвечало своему целевому назначению, необходимо выдерживать каждый размер между двумя допустимыми предельными размерами, разность которых образует допуск.
Для удобства указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого номинального размера. Все отклонения и допуски стандартизированы и зависят от номинального размера детали.
При сопряжении двух деталей взаимное влияние предельных размеров этих деталей определяют тип сопряжения, который называется посадкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом.
В данной работе представлен расчет ряда посадок на наиболее типичные соединения деталей в машиностроении.1. Определение номинальных размеров соединений
Соединение колеса с валом
dвала = Dколеса =32 мм.
Соединение подшипника качения с валом и корпусом
dвнутр = 40 мм;
Dвнеш = 84 мм;
В = 28 мм;
Подшипник серии № 204. Шпоночное соединение по ГОСТ 23360 – 78 имеем:
b = 10 мм, h = 8 мм, t1 = 5 мм, t2 = 3,3 мм, d=32 мм, l=32 мм
Соединение крышки подшипника с корпусом:Dн = d =63 мм.
Резьбовое соединение М12. По ГОСТ 9150-81 имеем
Наружный диаметр D = d = 8 мм,
Шаг резьбы P=1,75 мм,
Средний диаметр D2 = d2 = 10,863 мм,
Внутренний диаметр D1 = d1 = 10,106 мм.
Соединение венца косозубого зубчатого колеса со ступицей:D0 =160 мм, d=150 мм, d0 =40 мм, l=40 мм
2. Назначение и анализ посадок 2.1 Соединение внутреннего кольца подшипника с валом (№1)
Подшипники качения являются основными изделиями, изготавливаемыми на специализированных (подшипниковых) заводах. В процессе сборки они не подлежат дополнительной доработке, поэтому посадка внутреннего кольца на вал осуществляется в системе отверстия, а наружного кольца в корпус в системе вала.
По точности изготовления в соответствии с ГОСТ 520-71 подшипники делятся (в порядке повышения точности) на следующие классы: 0, 6, 5, 4, 2. С повышением точности подшипников значительно возрастает трудоёмкость их изготовления и стоимость. Стоимость подшипников 6, 5, 4 классов больше стоимости подшипников класса точности 0 соответственно в 2,5; 5,5 в 8 раз. В связи с этим не следует применять подшипники высоких классов точности в узлах, где это не вызывает технической необходимости. Наибольшее применение в машиностроении находят подшипники классов точности 0 и 6.
Выбираем подшипник 6-го класса точности.
Исходя из условия задачи, выбираем подшипник роликовый радиально-упорный конический, серия №7208 ГОСТ 27365–78 с диаметром наружного кольца 84 мм, внутреннего – 40 мм.
Пусть подшипник работает по схеме I, т.е. наружное кольцо неподвижное, а внутреннее кольцо вращается вместе с валом. Это достигается за счёт использования полей допусков валов под переходные посадки, что благодаря специфическому расположению поля допуска на внутреннее кольцо позволяет получить в соединении небольшой гарантированный натяг. Для этого подходит посадка ![]() .
.
1) Для вала и внутреннего кольца подшипника с номинальными диаметрами D=d=40 мм находим предельные отклонения: для внутреннего кольца подшипника ES = 0 мкм; EI = -10 мкм; для вала es = +18 мкм ; ei = +2 мкм.
2) Определим допуски на их изготовление: для внутреннего кольца подшипника TD=T6 = 10 мкм; для вала Td = T6 = 16 мкм.
3) Рассчитываем предельные размеры сопрягаемых деталей:
![]()

Полученные значения сведем в таблицу 1.
Таблица 1
| Внутреннее кольцо подшипника 20 L6 | Вал 20 к6 |
| ES=0 EI=-10мкм TD=10мкм Dmax=40,000мм Dmin=39,99мм | es=+18мкм ei=+2мкм Td=16мкм dmax=40,018мм dmin=40,002мм |
4) Определим предельные значения натяга:
Nmin=d min-D max=40,002 –40,000=0,002 мм=2 мкм;
Nmax=d max- D min =40,018 –39,99=0,028 мм=28 мкм;
5) Определим допуск посадки:
TП=Nmax - Nmin=28 - 2=26 мкм.
Изобразим схему расположения полей допусков на рисунке 1.

Рисунок 1- Схема расположения полей допусков для соединения внутреннего кольца подшипника с валом
2.2 Соединение наружного кольца подшипника с корпусом (№2)Соединение наружного кольца подшипника с корпусом при рассмотренной схеме работы должно быть свободным с небольшим зазором, для облегчения сборки и создания условий, обеспечивающих периодическое проскальзывание кольца в корпусе, за счёт чего достигается равномерный износ беговой дорожки и обеспечивается центрирование. Требуемый характер этого соединения достигается за счёт использования для отверстия поля допуска H7.
Выбираем поле допуска Н7 и посадку ![]()
1) Для отверстия и наружного кольца подшипника с номинальными диаметрами D=d=84 мм находим предельные отклонения:
для наружного кольца подшипника es = 0 мкм; ei = -13 мкм;
для отверстия ES = +35 мкм ; EI = 0 мкм.
2) Определим допуски на их изготовление:
для внешнего кольца подшипника Td =T6= 13 мкм;
для отверстия TD =T7 =35 мкм.
3) Рассчитываем предельные размеры сопрягаемых деталей:

Полученные значения сведем в таблицу 2.
Таблица 2
| Наружное кольцо подшипника 84 l6 | Отверстие 84 Н7 |
| es=0 ei=-13 мкм Tdп=13 мкм dmax=84,0 мм dmin=83,987 мм | ES=+35 мкм EI=0 Td=35мкм Dmax=84,035 мм Dmin=84,0 мм |
4) Определим предельные значения зазора:
Smax=Dmax – d min=84,035-83,987 =0,048 мм=48 мкм;
Smin=Dmin – d max=0;
5) Определим допуск посадки:
ТП=Smax – Smin=48-0=48 мкм.
Изобразим схему полей допусков на рисунке 2.

Рисунок 2- Схема расположения полей допусков для соединения наружного кольца подшипника с корпусом
2.3 Соединение зубчатого колеса с валом (№3)Это соединение неподвижное, разъёмное. Посадка для этого соединения должна обеспечивать легкость монтажа, то есть возможность сборки и разборки соединения в процессе эксплуатации и ремонта, и хорошее центрирование колеса на валу. Сочетание всех этих требований возможно лишь при небольших натягах и зазорах, поэтому необходимо использовать переходную посадку.
Выбираем наиболее рекомендуемую переходную посадку в системе отверстия Н7/к6.
1) Для вала и отверстия с номинальными диаметрами D=d=32 мм находим предельные отклонения:
для отверстия ES = +25 мкм; EI = 0 мкм;
для вала es =+18 мкм ; ei =+2 мкм.
2) Определим допуски на их изготовление:
для отверстия TD =T7=25 мкм;
для вала Td =T6 = 16 мкм.
3) Рассчитываем предельные размеры сопрягаемых деталей:

Полученные значения сведем в таблицу 3.
Таблица 3
| Отверстие 32Н7 | Вал 32 к6 |
| ES=+25 мкм EI=0 TD=25мкм Dmax=32,025 мм Dmin=32,0 мм | es=+18 мкм ei=+2 мкм Td=16 мкм dmax=32,018 мм dmin=32,002 мм |
4) Определим предельные значения натяга и зазора:
Smax=Dmax – d min=32,025-32,002 =0,023 мм=23 мкм;
Smin= 0;
Nmax= d max -Dmin = 32,018-32,0=0,018 мм=18 мкм,
5) Определим допуск посадки:
ТП =TD + Td = 25 + 16 = 41 мкм.
Принимая Т=6s, определим среднеквадратическое отклонение для отверстия и для вала:
Суммарное значение:
![]()
Определим среднее отклонение размера вала и отверстия:
Так как ![]() , то в посадке наиболее вероятно получение зазора.
, то в посадке наиболее вероятно получение зазора.
![]()
 , тогда
, тогда
Вероятность получения соединения с зазором:
Вероятность получения соединения с натягом:
PN = 1 – PS= 1 – 0,6915 = 0,3085.
Таким образом, в данной посадке при достаточно большом количестве деталей в партии можно ожидать появления 69,15 % соединений с зазором и 30,85 % с натягом. Изобразим поля допусков ПП Ø32 Н7/к6 на рисунке 3.
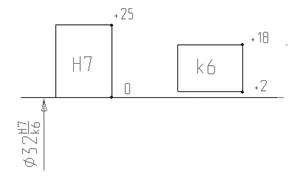
Рисунок 3- Схема расположения полей допусков для посадки Ø32 Н7/к6
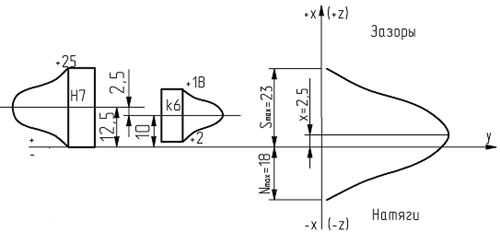
Рисунок 4- Кривая нормального распределения для посадки Ø32![]()
Шпоночные соединения применяют для передачи крутящего момента от шкива или зубчатого колеса к валу или наоборот.
Посадка шпонки в паз вала и в паз ступицы выбирается в системе вала. Это обусловлено тем, что основная деталь – шпонка. Она изготовлена по ГОСТ 23360 – 78. Соединение шпонки с валом должно быть достаточно плотным, чтобы шпонка не перемещалась относительно паза. Соединение шпонки со ступицей должно быть свободным, с небольшим зазором, чтобы обеспечить легкость монтажа. Руководствуясь учебным пособием, выбираем нормальный характер шпоночного соединения.
По характеру воспринимаемой нагрузке и условиям сборки различают три вида шпоночных соединений:
1) свободное соединение, применяемое при действии нереверсивных равномерных нагрузок, для получения подвижных соединений при легких режимах работы и при затрудненных условиях сборки;
2) нормальное соединение - неподвижное, не требующее частых разборок не воспринимающее ударных реверсивных нагрузок, отличающееся благоприятными условиями сборки;
3) плотное соединение, характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединениях шпонок с обоими пазами, применяется при редких разборках и реверсивных нагрузках (сборка осуществляется напрессовкой)
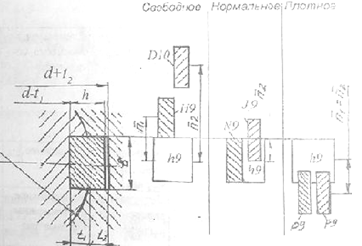
Рисунок 5 –схема расположения полей допусков шпоночных соединений
Данное соединение должно исключать какие-либо смещения соединяемых деталей. Это требования выполняются при минимальных зазорах или их отсутствии. Но, вместе с тем, данное соединение должно обладать благоприятными условиями сборки для более удобного контроля или замены. Так как рассматриваемый редуктор
Геометрия соединения:
-диаметр вала d=32 мм;
-длина шпонки l=32 мм;
-ширина шпонки b=10 мм;
-высота шпонки h=8 мм;
-глубина шпоночного паза вала t1=5 мм;
-глубина шпоночного паза ступицы t2=3,3 мм.
Таким образом, для соединения шпонка – вал выбираем посадку ![]() , для соединения шпонка – шпоночный паз ступицы
, для соединения шпонка – шпоночный паз ступицы ![]() - при нормальном соединении. Расчет посадки
- при нормальном соединении. Расчет посадки ![]()
1) Для паза вала и шпонки с номинальными размерами B=b=10 мм находим предельные отклонения:
для паза вала ES = 0 мкм; EI = -43 мкм;
для шпонки es = 0 мкм ; ei = -43 мкм.
2) Определим допуски на их изготовление:
для паза вала TD =T9 = 43 мкм;
для шпонки Td =T9 =43 мкм.
Рассчитываем предельные размеры сопрягаемых деталей:
![]()
Результаты расчетов запишем в таблицу 4
Таблица 4.
| Шпоночный паз вала 10N9 | Шпонка 10h9 | Шпоночный паз ступицы 10Js9 |
| ESI = 0 мкм EII = -43 мкм T9 = 43 мкм | es = 0 ei = -43 мкм T9 = 43 мкм | ESII = 21,5 мкм EIII = -21,5 мкм T9 = 43 мкм |
Определим предельные значения зазора и натяга:
Smax=Bmax – bmin =10,0 – 9,957=0,043 мм=43 мкм;
Nmax=bmax – Bmin=10,0 – 9,957=0,043 мм=43 мкм;
Определим допуск посадки:
ТП= Smax+Nmax=43+43=86 мкм.
Расчёт посадки 10![]() :
:
1) Для паза втулки и шпонки с номинальными размерами B’=b=10мм находим предельные отклонения:
для паза втулки ES = +21,5 мкм; EI = -21,5 мкм;
для шпонки es = 0 мкм ; ei = -43 мкм.
2) Определим допуски на их изготовление:
для паза втулки TD =T9 = 43 мкм;
для шпонки Td =T9 =43 мкм.
3) Рассчитываем предельные размеры сопрягаемых деталей:
![]()
![]()
Результаты вычислений занесем в таблицу 4.
4) Определим предельные значения зазора и натяга:
S’max=B`max – bmin=10,0215 – 9,957=0,0645 мм=64,5 мкм;
N’max=bmax– B`min=10– 9,9785=0,0215 мм=21,5 мкм.
5) Определим допуск посадки:
ТП= Smax+Nmax=64,5+21,5=86 мкм.
Определим предельные отклонения размеров шпоночного соединения (данные берём в учебном пособии) и запишем их в таблицу 5.
Таблица 5
| Высота шпонки h, мм | Предельные отклонения | ||||
| Высоты h, мкм | Размеров | Длины | |||
| d-t1 | d-t2 | ||||
| 8 | h11 | -0.2 | +0.2 | h14 | Н15 |
Изобразим на рисунке 6 схему полей допусков шпоночного соединения.
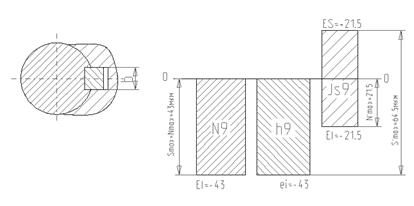
Рисунок 5- Схема расположения полей допусков для шпоночного соединения
2.5 Соединение венца цилиндрического колеса со ступицей (№5)
Посадки с натягом предназначены для неподвижных неразъёмных, не разбираемых соединений. Неподвижность соединений при этих посадках достигается, как правило, лишь за счёт сил трения, возникающих на сопрягаемых поверхностях деталей вследствие их деформаций при сборке. В ряде случаев при передаче очень больших нагрузок в соединениях с натягом дополнительно могут использоваться крепёжные детали: винты, штифты, шпонки т.п.
Сборка деталей в зависимости от их конструкции, размеров и величины требуемого натяга может осуществляться под прессом при нормальной температуре (продольная запрессовка), а так же с нагревом охватывающей или охлаждением охватываемой деталей (способ термических деформаций или поперечная запрессовка).
Запишем определенные в разделе 1 номинальные размеры ступицы и венца зубчатого колеса:
Do=160 мм;
D=150 мм;
l=40 мм;
d0 =40 мм;
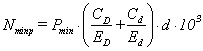
Из условия неподвижности соединения в зависимости от характера передаваемой нагрузки определим требуемое минимальное давление на контактных поверхностях соединения Pmin, МПа.
При действии крутящего момента Мкр, Н×м
![]() ,
,
где:
Мкр=430 Н×м – крутящий момент;
l=40 мм – длина соединения;
d=150 мм – номинальный диаметр соединения;
f=0,07 – коэффициент трения на сопрягаемых поверхностях при механической запрессовке.
![]()
Используя закон Гука и решения задачи Ламе, можно рассчитать величину наименьшего натяга Nmin расч(мкм), при котором будет обеспечена неподвижность соединения:
 .
.
В данной формуле ED и Ed – модули упругости материалов сопрягаемых деталей.
Ed=2,1×105 МПа;
ED=2,1×105 МПа.
СD и Сd – коэффициенты Ламе, определяемые по формулам:
 ;
;
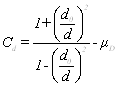 .
.
Здесь, D0 и d0 – наружный диаметр охватывающей детали и диаметр внутренней полости охватываемой детали. В нашем случае
D0=100мм;
d0=30мм.
![]() D и
D и ![]() d – коэффициенты Пуассона соответственно для охватывающей и охватываемой деталей,
d – коэффициенты Пуассона соответственно для охватывающей и охватываемой деталей,![]() D =0,3;
D =0,3; ![]() d =0.3;
d =0.3;
Тогда:
 .
.
На основе теорий о наибольших касательных напряжениях определим максимально допустимое давление Pmax, при котором отсутствуют пластические деформации соединяемых деталей:


где:
PDmax – максимально допустимое давление для охватывающей детали;
Pdmax – максимально допустимое давление для охватываемой детали;
![]() =800 МПа – предел текучести охватывающей детали;
=800 МПа – предел текучести охватывающей детали;
![]() =650 МПа – предел текучести охватываемой детали.
=650 МПа – предел текучести охватываемой детали.
Выбираем наименьшее из двух значений PDmax=56.188 МПа.
Определим величину наибольшего расчётного натяга:
![]()
По [1] (см. стр.31, рис.14) c=0,62
Учтём поправку на смятие неровностей контактных поверхностей отверстия и вала. Из ряда стандартных значений по [1] (стр.31) выбираем:
RaD=1.0 мкм, Rad=1.0 мкм.
![]()
С учётом поправки определяем минимальную и максимальную величины функциональных натягов:
Nmin функ= Nmin расч+Dш=51.75+10.0=61.75 мкм;
Nmax функ= Nmax расч+Dш=414.75+10.0=424.75 мкм.
По данным (ГОСТ 25364-88 и ГОСТ 25347-82) выбираем посадку, удовлетворяющую условиям:
Nmincm³Nmin функ ,
Nmaxcm£Nmax функ , выбираем посадку G7/t6:
Nmincm=70 мкм
Nmaxcm =145 мкм
где: Nmin ст и Nmax ст – значения натяга, обеспечиваемые какой либо стандартной посадкой.
Изобразим схему полей допусков для посадки G7/t6:
Рисунок 6- Схема расположения полей допусков для соединения венца и ступицы зубчатого колеса
2.6 Соединение крышки подшипника с корпусомНазначение крышки подшипника – обеспечить герметичность узла и правильную ориентацию подшипника, не давая ему свободно перемещаться относительно корпуса.
Данное соединение должно быть по характеру неподвижным, разъёмным. Посадка для этого соединения должна обеспечивать легкость монтажа, следовательно, для удобства эксплуатации должен быть обеспечен небольшой зазор.
Следует помнить, что корпус обработан под сопряжение с соответствующим кольцом подшипника и, следовательно, предельное отклонение для него уже выбрано (H7).
На основе всех факторов выбираем наиболее рекомендуемую посадку с зазором в системе отверстия Н7/g7.
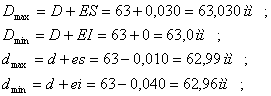
1) Для вала и отверстия с номинальными диаметрами D=d=63 мм находим предельные отклонения:
для отверстия ES = +30 мкм; EI = 0 мкм;
для вала es = -10 мкм ; ei = -40 мкм.
2) Определим допуски на их изготовление:
для отверстия TD =T7=30 мкм;
для вала Td =T7 = 30 мкм.
3) Рассчитываем предельные размеры сопрягаемых деталей:
Полученные значения сведем в таблицу 3.
Таблица 6
| Отверстие 63 Н7 | Вал 63 g7 |
| EI=0 ES=+30 мкм Dmax=63,030 мкм Dmin=63,0 мкм | es=-10 мкм ei=-40 мкм dmax=62,99 мкм dmin=62,96 мкм |
4) Определим предельные значения зазора:
![]()
5) Определим допуск посадки:
![]()
Изобразим схему полей допусков на рисунке 7.
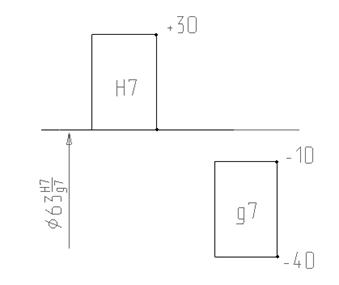
Рисунок 7. Схема расположения полей допусков для соединения крышки подшипника с корпусом
2.7 Назначение и анализ посадок для резьбового соединения (№7)Поля допусков на наружный и внутренний диаметры гайки и болта построены таким образом, чтобы обеспечить гарантированный зазор.
Выбираем скользящую посадку, причём посадка резьбы корпуса 7Н, посадка резьбы вала 6g.
Исходные данные: D = d = 16мм, класс точности – средний.
1) Из справочных данных находим номинальные значения диаметров:
D = d = 8,000; D2 = d2 = 7,190; D1 = d1 = 6,650
2) Предельные диаметры болта:
d2max=d2+ esd2=7,190-0,026=7,1644мм (esd2=-26 мкм для поля допуска диаметра 6g)
d2min=d2+ eid2=7,190-0,144=7,046мм (eid2=-144 мкм для поля допуска диаметра 6g)
dmax= d+ esd=8,000-0,026=7,974мм(esd=-26 мкм для поля допуска диаметра 6g)
dmin=d+ eid=8,000-0,206=7,794мм (eid2=-206 мкм для поля допуска диаметра 6g)
d1max=d1+ esd1=6,650-0,026=6,624мм (eid2=-26мкм для поля допуска диаметра 6g)
d1minне нормируется
3) Предельные диаметры гайки:
D2max=D2+ ESd2=7,190+0,200=7,390мм (ESd2=+200 мкм для поля допуска диаметра 7H)
D2min=D2+ EId2=7,190+0=7,190мм (EId2=
Похожие работы

... Лифиц И.М. Основы стандартизации, метрологии и управления качеством товаров. М,: ТОО «Люкс-арт». 1994-168 с. 2. Крылова Г.Д. Основы стандартизации, сертификации, метрологии. М.: ЮНИТИ, 1998-456 с. 3. Исаев Л.К., Малинский В.Д. Метрология и стандартизация в сертификации. М.: ИПК Издательство стандартов, 1996-169 с. 4. Закон Российской Федерации от 07.02.92 №2300-1 «О ...
... , которые могут использовать возможности и преимущества стандартизации и сертификации в качестве весомых составляющих конкурентоспособности товара. 1. Предмет, задачи и структура дисциплины «Правовые основы метрологии, стандартизации, сертификации» Стандартизация, сертификация и метрология в том виде, как это было в плановой экономике, не только не вписывались в новые условия работы, но и ...
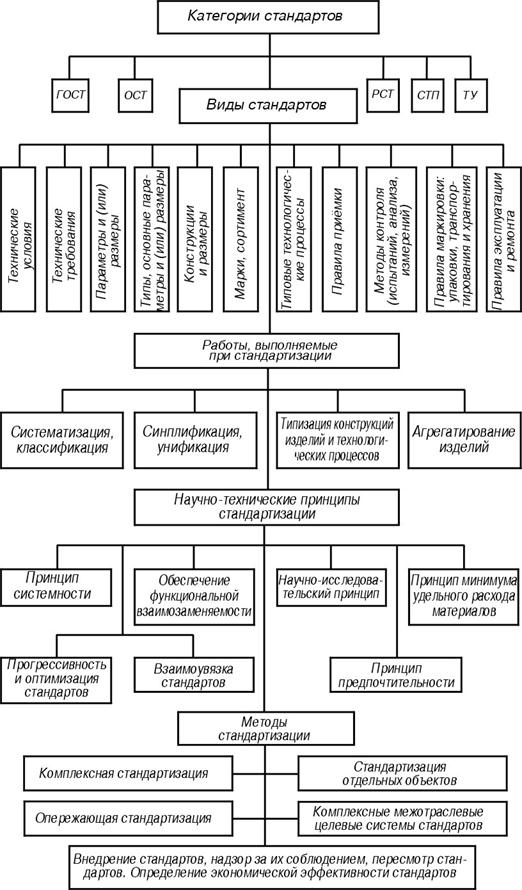
... показатели, которые гарантируют возможность повышения качества продукции и экономичности ее производства, а также повышения уровня ее взаимозаменяемости. Технические условия (ТУ) — нормативно-технический документ по стандартизации, устанавливающий комплекс требований к конкретным изделиям, материалу и другой продукции, ее изготовлению и контролю. ТУ разрабатываются в соответствии с ГОСТ 2.115 ...
... цепей, могут быть конструкторскими (выбор размеров и точности звеньев), технологическими (обеспечение заданного зазора при сборке), настроечными (наладка станков), связанными с выполнением технических измерений и другими. Размерные цепи бывают различных видов в зависимости от назначения (конструкторские, технологические, измерительные), характера взаимного расположения звеньев (линейные, угловые, ...
0 комментариев