Навигация
Мкм для поля допуска диаметра 7H)
23133
знака
7
таблиц
15
изображений
0 мкм для поля допуска диаметра 7H)
3. Определение калибров-пробок и калибров-скоб для отверстия и вала в соединении ступицы цилиндрического колеса с валом (№3)
Заключение
Список использованных источников

Dmin = D+ EId=8,000+0=8,000мм(EId=0 мкм для поля допуска диаметра 7H)
Dmax не нормируется
D1min =D1+ EId1=6,650+0=6,650мм (EId2=0 мкм для поля допуска диаметра 7H)
D1max не нормируется
Запишем в сводную таблицу 8 параметров резьбы значения предельных отклонений, а также значения зазоров.
Таблица 8 Сводная таблица параметров резьбы
| Номинальные диаметры резьбового соединения М8 х 1,25 - 7H/6g | |||||
| D = d = 8,000 | D2 = d2 = 7,190 | D1 = d1 = 6, 650 | |||
| Внутренняя резьба (гайка) – М16 х 1 - 7Н | |||||
| EID | ESD | EID2 | ESD2 | EID1 | ESD1 |
| 0 | не огран. | 0 | +200 | 0 | +300 |
| Dmin, мм | Dmax, мм | D2min, мм | D2max, мм | D1min, мм | D1max, мм |
| 8,000 | не огран. | 7,190 | 7,390 | 6,65 | 6,950 |
| Наружняя резьба (болт) – М8 х 1,25 - 6g | |||||
| esd | eid | esd2 | eid2 | esd1 | eid1 |
| -26 | -206 | -26 | -144 | -26 | не огран. |
| dmax, мм | dmin, мм | d2max, мм | d2min, мм | d1max, мм | d1min, мм |
| 7,974 | 7,794 | 7,164 | 7,046 | 6,624 | не огран. |
| Величина предельных зазоров, мкм | |||||
| SD(d)min | SD(d)max | SD2(d2)min | SD2(d2)max | SD1(d1)min | SD1(d1)max |
| 26 | не огран. | 26 | 344 | 26 | не огран. |
3. Определение калибров-пробок и калибров-скоб для отверстия и вала в соединении ступицы цилиндрического колеса с валом (№3)
Наиболее рекомендуемой посадкой для данного сопряжения (соединение неподвижное, разъёмное, требующая хорошее центрирование колеса на валу) является посадка Н7/к6. Допуски на посадку ![]() и схема полей допусков приведены в п.2. Определим размеры калибров-пробок для отверстия диаметром 30 мм и посадкой Н7. Предельные отклонения имеют значения:
и схема полей допусков приведены в п.2. Определим размеры калибров-пробок для отверстия диаметром 30 мм и посадкой Н7. Предельные отклонения имеют значения:
EI=0мкм, ES=+21мкм.
Наибольший и наименьший предельные размеры отверстия:
Dmax=30,000мм, Dmin=30,0210мм.
По таблицам ГОСТ 24853-81 для квалитета 7 и интервалов размеров 30-50мм находим допуски и отклонения калибров для расчётов размеров:
Н=4мкм;
Z=3мкм;
Y=3мкм.
Рассчитаем проходную сторону:
Р-ПРmax=Dmin+Z+H/2=30,000+0,003+0,004/2=30,005 мм;
Р-ПРmin=Dmin+Z-H/2=30,000+0,003-0,004/2=30,001 мм;
Р-ПРизн=Dmin-Y=30,000 -0,003=29,997 мм.
Рассчитаем непроходную сторону:
P-HEmin=Dmax+H/2=30,021+0,004/2=30,019 мм;
P-HEmax=Dmax-H/2=30,021-0,004/2=30,0023 мм.
Размеры походной стороны калибра-пробки:
на чертеже 30,002-0,003 мм;
предельные:
наибольший 30,005 мм;
наименьший 29,999 мм.
Размеры непоходной стороны калибра-пробки:
на чертеже 45,021-0,002 мм;
предельные:
наибольший 45,019 мм;
наименьший 45,023 мм.
Определим размеры калибра-скобы для вала диаметром 30 мм и посадкой к6.
Предельные отклонения имеют значения:
ei=+2мкм, es =+18мкм.
Наибольший и наименьший предельные размеры вала:
dmax=30,018мм, dmin=30,002мм.
По таблицам для 6 квалитета и данного интервала размеров определяем данные для расчёта:
Z1=3,5 мкм;
Y1=3 мкм;
Н1=4 мкм;
Нp=1,5 мкм
Рассчитаем проходные и непроходные стороны калибра-скобы:
П-ПРmax=dmax-Z1+H1/2=30,018-0,0035+0,004/2=30,0165 мм;
П-ПРmin=dmax-Z1-H1/2=30,018-0,0035-0,004/2=30,0125 мм;
П-ПРизн=dmax+Y1=30,018+0,0035=30,0215 мм;
П-НЕmax=dmin+H1/2=30,002+0,004/2=30,004 мм;
П-НЕmin=dmin-H1/2=30,002-0,004/2=30,000 мм.
Размеры походной стороны калибра-скобы:
на чертеже 30,0125+0,004 мм;
предельные:
наибольший 30,0165 мм;
наименьший 30,0125 мм.
Размеры непоходной стороны калибра-скобы:
на чертеже 30,000+0,004 мм;
предельные:
наибольший 30,004 мм;
наименьший 30,000 мм.
Рассчитаем размеры контрольных калибров:
К-ПPmax=dmax - Z1 + Hp/2 = 30,018 –0,035+0,0015/2=29,98375 мм
К-НЕmax=dmin+Hp/2=30,002+0,0015/2=30,00275мм
К-Иmax=dmax+Y1+Hp/2=30,018+0,003+0,0015/2=30,02175 мм
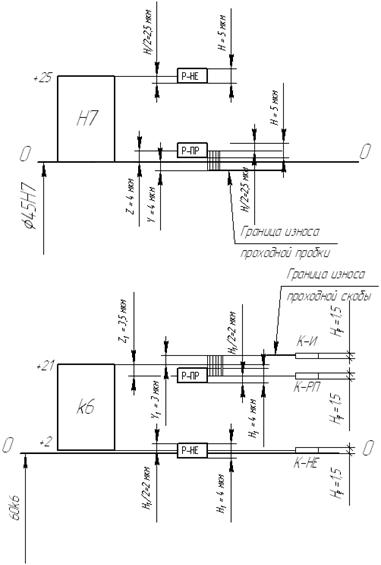
Изобразим схему полей допусков для рабочих калибра-пробки и калибра-скобы на рисунке 9
Заключение
В данной курсовой работе проведены все необходимые расчеты, которые требуются по заданию. Учтены конструктивные особенности механизма и условия его работы. Мы изучили методику расчета допустимых значений максимального и минимального натяга в посадке и рассчитали стандартную посадку с натягом, посадку колец подшипника с валом и корпусом, назначили на сопрягаемые детали отклонения формы посадочных поверхностей и шероховатости, а также назначили поля допусков для деталей, входящих в шпоночное соединение.
Список использованных источников
1.Лепилин В.И., Бурмистров Е.В. "Основы взаимозаменяемости в авиастроении ". СГАУ 2002г.
2.Лепилин В.И., Попов И.Г. и др. Учебное пособие "Основы взаимозаменяемости в авиастроении " КуАИ, 1991г.
3.Урывский Ф.П., Уланов Б.Н. Методические указания " Размерные цепи" КуАИ 1982г.
Похожие работы
... Лифиц И.М. Основы стандартизации, метрологии и управления качеством товаров. М,: ТОО «Люкс-арт». 1994-168 с. 2. Крылова Г.Д. Основы стандартизации, сертификации, метрологии. М.: ЮНИТИ, 1998-456 с. 3. Исаев Л.К., Малинский В.Д. Метрология и стандартизация в сертификации. М.: ИПК Издательство стандартов, 1996-169 с. 4. Закон Российской Федерации от 07.02.92 №2300-1 «О ...
... , которые могут использовать возможности и преимущества стандартизации и сертификации в качестве весомых составляющих конкурентоспособности товара. 1. Предмет, задачи и структура дисциплины «Правовые основы метрологии, стандартизации, сертификации» Стандартизация, сертификация и метрология в том виде, как это было в плановой экономике, не только не вписывались в новые условия работы, но и ...
... показатели, которые гарантируют возможность повышения качества продукции и экономичности ее производства, а также повышения уровня ее взаимозаменяемости. Технические условия (ТУ) — нормативно-технический документ по стандартизации, устанавливающий комплекс требований к конкретным изделиям, материалу и другой продукции, ее изготовлению и контролю. ТУ разрабатываются в соответствии с ГОСТ 2.115 ...
... цепей, могут быть конструкторскими (выбор размеров и точности звеньев), технологическими (обеспечение заданного зазора при сборке), настроечными (наладка станков), связанными с выполнением технических измерений и другими. Размерные цепи бывают различных видов в зависимости от назначения (конструкторские, технологические, измерительные), характера взаимного расположения звеньев (линейные, угловые, ...
0 комментариев