Навигация
Нормирование основных деталей и узлов
14715
знаков
1
таблица
20
изображений
Курсовая работа по дисциплине:
Нормирование точности
Тема Курсового проекта
Нормирование основных деталей и узлов
Задание№1
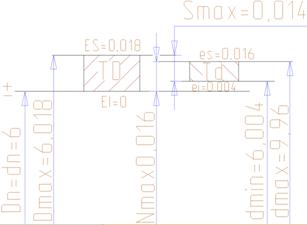
1.Посадка с зазором:
![]()
![]() мм
мм
![]()
![]() мм
мм
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
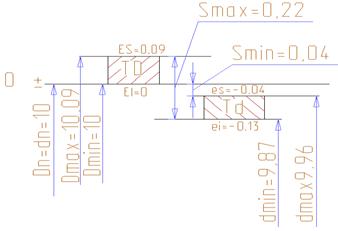
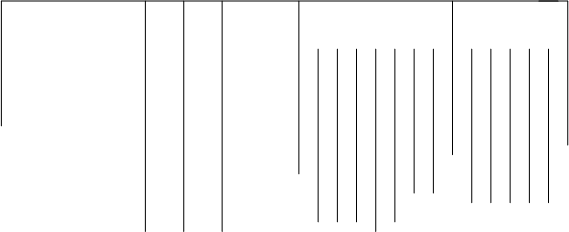
Графическое изображение посадки с зазором рис.1
2.Переходная посадка
![]()
![]() мм
мм
![]()
![]()
![]()
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]()
![]() мм
мм
![]()
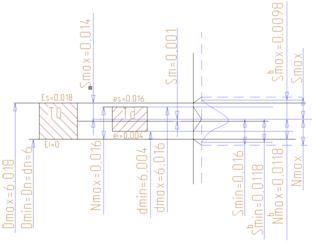
Графическое изображение переходной посадки рис.2.
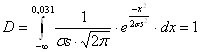
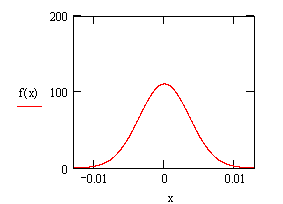
Графическое изображение вероятности натяга рис.3.
2.1 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для переходной посадки
![]()
![]()
![]()
![]()
2.2 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для переходной посадки.
![]()
![]()
![]()
![]()
3.Посадка с натягом
![]()
![]() мм
мм
![]()
![]()
![]()
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
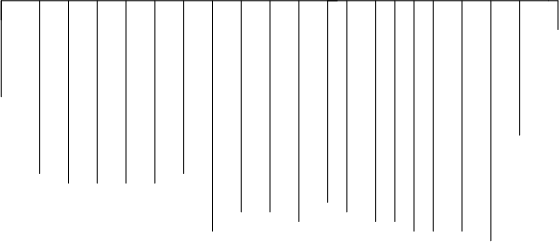
Графическое изображение посадки с натягом рис.3.
3.1 Расчитываем усилие запрессовки Fз и разность температур Δt втулки, и вала для посадки c натягом
![]()
![]()
![]()
![]()
Задание №2
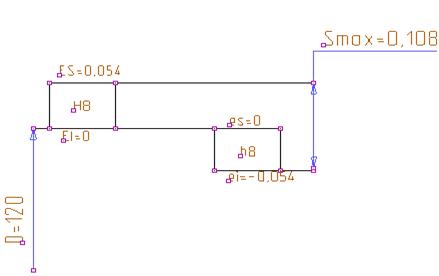
1. Выбор посадки с зазором. Номинальный размер Ø120 мм. Требуется выбрать посадку, в которой обеспечивается наибольший зазор – 0,180мм, и наименьший зазор – 0,005мм:
1.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению h8, у которого es = 0, ei =-0,054мм.
1.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н8, у которого ES = 0,054мм, EI =0.
1.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 120,054мм; Dmin =Ø 120мм
dmax =Ø120; dmin =Ø 119,946мм
TD=Td=0,054мм
Возможный Smax=0,108мм (заданный 0,180мм);
Возможный Smin=0 (заданный 0,005мм).
1.4 Выбирается посадка, соответствующая заданному условию:
Ø120H8/h8
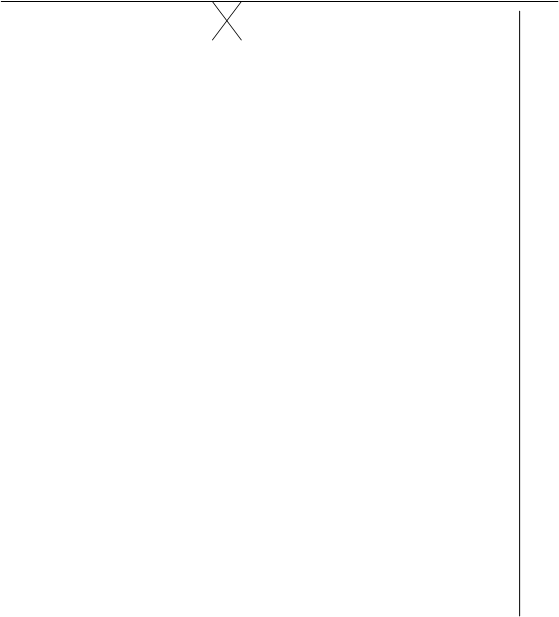
1.5 Графическое изображение подобранной посадки
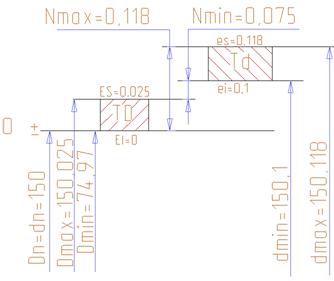
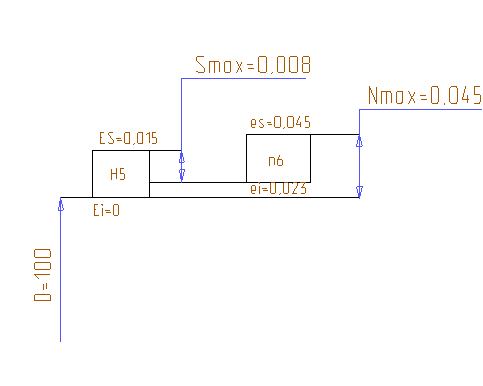
2. Выбор переходной посадки. Номинальный размер Ø100 мм. Требуется выбрать посадку, в которой обеспечивается наибольший зазор – 0,012мм, и наибольший натяг – 0,045мм:
2.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению n6,, у которого es = 0,045мм, ei =0,023мм.
2.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н5, у которого ES = 0,015мм, EI =0.
2.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 100.015мм; Dmin =Ø 100мм
dmax =Ø100.045мм ; dmin =Ø 100.023мм
TD=0,015мм; Td=0,022мм
Возможный Nmax=0,045мм (заданный 0,045мм);
Возможный Smax=0,008мм (заданный 0,012мм).
2.4 Выбирается посадка, соответствующая заданному условию:
Ø100H5/n6
2.5 Графическое изображение заданной и подобранной посадки рис.6.
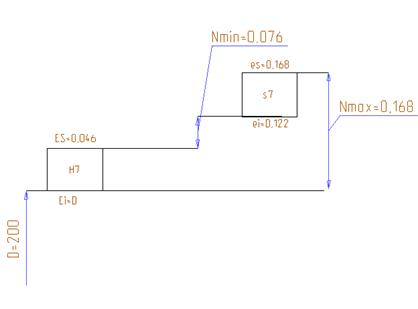
3. Выбор посадки с натягом. Номинальный размер Ø200мм. Требуется выбрать посадку, в которой обеспечивается наибольший натяг – 0,160мм, и наименьший натяг – 0,050мм:
3.1 По табл.7 ГОСТ 25347- 82 определяем поле допуска вала. Оно соответствует значению s7, у которого es = 0,168мм, ei =0,122мм.
3.2 По табл.8 ГОСТ 25347- 82 определяем поле допуска отверстия. Оно соответствует значению Н7, у которого ES = 0,046мм, EI =0.
3.3 В результате определения полей допусков вала и отверстия получаем
Dmax =Ø 200.046мм; Dmin =Ø 200мм
dmax =Ø 200.168мм; dmin =Ø 200.122мм
TD=0,046мм; Td=0,046мм
Возможный Nmax=0,168мм (заданный 0,160мм);
Возможный Nmin=0,076мм (заданный 0,050мм).
3.4 Выбирается посадка, соответствующая заданному условию:
Ø200H7/s7
3.5 Графическое изображение заданной и подобранной посадки рис.7.
Задание №3
Пронормировать по точности отверстия под болтовое и шпилечное соединение для следующих данных L1=100мм, L2=100мм,d=5мм, D=100 мм, α1=90°, α2 =70°, α3=100°. Смоделировать соединения. Произвести анализ собираемости. Оформить эскизы на детали в двух вариантах: используя позиционные допуски и допуски на позиционные размеры.
Похожие работы
... операций (одна головка вырубает отверстие, другая устанавливает люверс и т.д.) Характеристика оборудования проектируемого потока приводится в табличной форме (таблица 3). 2. Нормирование расхода трикотажного полотна 2.1 Спецификация деталей изделия. Раскладка лекал 2.1.1 На проектируемую модель составляется спецификация деталей изделия из основного, прокладочного, отделочного ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
... 1. Разработка технологического процесса сборки.1.1 Объект сборки, конструктивно-технологический анализ, оценка технологичности. В курсовом проекте рассматривается сборка замка убранного положения основной опоры шасси самолета ТУ-204. А/О « Авиастар» цех 244. Чертежи на заводе: 74.00.4110.000.-СБ. Замок убранного положения основной опоры установлен на плато каркаса ...
... ) основана на децентрализации функции управления и предполагает участие всего персонала фирмы в управлении качеством. Методы обеспечения качеством. В процессе обеспечения качества используются экономико-математические методы: линейное, динамическое программирование, планирование эксперимента, имитационное моделирование, теория игр, теория массового обслуживания, метод Тагути (базируется на ...
0 комментариев