Навигация
1.3 Инструмент
Основными инструментами для токарных станков являются резцы различных типов, а также сверла, зенкеры, зенковки, развертки, метчики и д.р.В машинах и механизмах наибольшее число деталей представляют собой тела вращения, поэтому естественно, что станки токарной группы, на которых получают такие детали, являются основным станочным оборудованием и составляют в механических цехах машиностроительных заводов часто больше половины всех станков.
Типы токарных резцовМногообразие работ, выполняемых на токарных станках, привело к созданию большого количества резцов разного назначения и различных конструкций. Токарные резцы можно классифицировать по нескольким признакам.
По виду обработки различают резцы (рис. 293, а) проходные 1, 2, 3 для обтачивания гладких цилиндрических и конических поверхностей; подрезные 4 для обтачивания плоских торцовых поверхностей; расточные для растачивания сквозных отверстий 6 и расточные упорные для растачивания глухих отверстий 7; отрезные 8 для разрезания заготовок на части и для протачивания кольцевых канавок; галтельные для обтачивания переходных поверхностей между ступенями валов по радиусу; резьбовые наружные 9 и внутренние; фасонные круглые 10, призматические 11 и тангенциальные для обтачивания фасонных поверхностей.
По характеру обработки обдирочные 2, чистовые широкие 5 и для тонкого точения. По форме головки: прямые 1,3, отогнутые 2, 4, 6, оттянутые 8 и изогнутые. По направлению подачи резцы делят (рис. 293, б): на правые, работающие с подачей справа налево, и левые, работающие с подачей слева направо. По способу изготовления: целые; с приваренной встык головкой; с приваренной или припаянной пластинкой; с головкой в виде сменной вставки с пластинкой режущего материала. По роду материала: из быстрорежущей стали; с пластинками из твердого сплава; с пластинками из минералокерамики, с кристаллами алмазов.
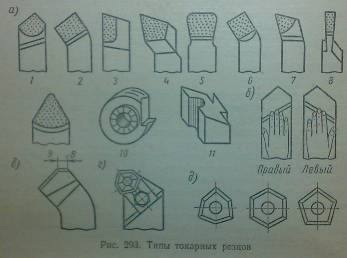
Для высокопроизводительного точения с большими подачами используют резцы с дополнительным режущим лезвием (рис. 293, в). Длина дополнительного лезвия В = 1,1 Sпр. Резец устанавливают на станке так, чтобы дополнительное режущее лезвие было параллельно линии центров станка. В этом случае получается высокая чистота обработанной поверхности. Такими резцами можно вести точение с подачей до Sпр = 5 мм/об.
В промышленности находят широкое применение резцы с многогранными неперетачиваемыми пластинками твердого сплава (рис. 293, г). Когда одно из режущих лезвий пластинки выйдет из строя вследствие затупления, открепляют механический прижим пластины и устанавливают в рабочее положение следующее лезвие пластинки. Форма применяемых пластинок показана на рис. 293, д. Применение неперетачиваемых пластинок повышает производительность работы оборудования, так как значительно сокращается время на смену затупившегося инструмента. [1]
1.4 Характеристика методов точения
Технологический метод формирования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (главное движение резания) и поступательным движением режущего инструмента – резца (движение подачи). движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача).
Разновидности точения: обтачивание – обработка наружных поверхностей; растачивание – обработка внутренних поверхностей; подрезание – обработка плоских торцевых поверхностей; резка – разделение заготовки на части или отрезка готовой детали от заготовки – пруткового проката.
На одношпинднльных токарно–револьверных автоматах обрабатывают заготовки небольших размеров (диаметром 8 … 31 мм), но сложных форм. Автоматы работают по замкнутому циклу параллельной обработки поверхностей. Движения (резания, установочные, вспомогательные) рабочих органов автомата осуществляют от кулачкового распределительного вала. Автоматизация движений обеспечивает высокую производительность. Автоматы используют для изготовления больших партий деталей. [1]
2. Обработка заготовок на одношпиндельных автоматах
Токарные одно- и многошпнцдельные автоматы условно относят к технологическому оборудован ню с «жесткой» автоматизацией в отличие от оборудования с ЧПУ, имеющим «гибкую» автоматизацию. Рабочим циклом работы автоматов с «жесткой» автоматизацией управляют распределительные валы, на которых устанавливают дисковые кулачки или специальные кулачковые барабаны. При переходе с обработки заготовок одного типа на обработку заготовок другого типа необходимо переналаживать распределительные валы и заменять кулачки я барабаны, на что тратится значительное время и в результате чего снижается производительность работы автоматизированного и автоматического оборудования. Однако подобные автоматы достаточно широко используют в крупносерийном я массовом производстве изделий машиностроения.
Обработка заготовок на одношпиндельных автоматах. Одношпиндельные фасонно-отрезные автоматы предназначены для обработки заготовок простой формы, небольшого диаметра и малой длины. Заготовками для изготовления деталей служат прутки. Пруток закрепляют в цанговом патроне, пропуская его сквозь полый шпиндель автомата.
Автоматы имеют от двух до четырех поперечных суппортов. На суппортах закрепляют фасонные резцы. В одном из суппортов закрепляют отрезной резец. На фасонноотрезных автоматах обрабатывают только наружные поверхности заготовок. Обработку поверхностей ведут только с поперечным движением подачи резцов. Некоторые автоматы имеют сверлильный суппорт, в котором закрепляют сверло. Отверстие сверлят с продольным движением подачи сверлильного суппорта. По окончании обработки всех поверхностей фасонными резцами отрезной резец отрезает готовую деталь от прутка и цикл работы автомата повторяется.
Обработка заготовок на многошпиндельных автоматах. Заготовками для изготовления деталей на автоматах служат прутки или штучные заготовки – поковки, отливка, которые загружают в специальные емкости – магазины. Автомат для параллельной обработки предназначен для одновременного изготовления нескольких одинаковых деталей. Заготовки (прутки) пропускают сквозь полые шпиндели на длину, равную длине изготовляемых деталей. Вылет прутков из шпинделей ограничен упорами задней стойки. Затем прутки закрепляют цанговыми патронами шпинделей и они получают вращательное движение. [5]
Одношпиндельные фасонно-отрезные автоматы предназначены для обработки деталей простой формы, небольшого диаметра и малой длины. Заготовками для изготовления деталей служат прутки. Пруток закрепляют в цанговом патроне, пропуская его сквозь полый шпиндель автомата.
Автоматы имеют от двух до четырех поперечных суппортов: передний, задний, один вертикальный или два наклонных. На суппортах закрепляют фасонные резцы. В одном из суппортов закрепляют закрепляют отрезной резец. На фасонно-отрезных автоматах обрабатывают только наружные поверхности заготовок. Обработку поверхностей ведут только с движением поперечной подачи резцов. Сверление отверстий выполняют с движением продольной подачи сверлильного суппорта. После окончания обработки всех поверхностей фасонными резцами готовую деталь отрезают от прутка отрезным резцом и цикл работы автомата повторяется.
Одношриндельные продольно-отрезные автоматы предназначены для обработки деталей сложной формы диаметром до 22 мм и длиной до 200 мм. Заготовками для изготовления деталей служат точеные калиброванные прутки. Пруток закрепляют в цанговом патроне автомата пропускают сквозь люнетную втулку стойки. Шпиндельная бабка или сам шпиндель имеет движение продольной подачи. Пруток, закрепленный в патроне автомата, одновременно с вращением получает ту же продольную подачу. Суппорты автомата, число которых доходит до пяти, имеют только движение поперечной подачи. В зажимных устройствах суппортов закрепляют проходные резцы или один отрезной резец.
Скоростями перемещения передней бабки и поперечных суппортов, а также моментами включения движения подачи управляют кулачки распределительного вала автомата. Сочетание продольной подачи прутка с поперечной подачей резцов позволяет на заготовке обтачивать наружные цилиндрические, конические и фасонные поверхности, подрезать торцы, протачивать канавки, галтели, обтачивать фаски. Использование дополнительного продольного суппорта позволяет выполнить сверлильные и резьбонарезные работы. Обработка поверхностей заготовок ведется в непосредственной близости от торца люнетной втулки, что значительно уменьшает деформацию заготовки.
Одношриндельные токарно-револьверные автоматы имеют револьверный суппорт с револьверной головкой, перемещающейся с движением продольной подачи, от двух до четырех поперечных суппортов. Все инструменты, работающие с движением продольной подачи, закрепляют в гнездах револьверной головки; все инструменты, работающие с движением поперечной подачи, закрепляют в зажимных устройствах поперечных суппортов. Перемещением и закреплением прутка, включением, выключением и изменением скорости вращения заготовки и перемещения суппортов и револьверной головки управляют кулачки распределительного вала.
На токарно-револьверных автоматах обрабатываются наружные цилиндрические, конические и фасонные поверхности, подрезать торцы, протачивать канавки, галтели, обтачивать фаски, обрабатывают поверхности сверлением, зенкерованием, зенкованием, развертыванием и растачиванием, нарезают наружную (плашками) и внутреннюю (метчиками) резьбы, накатывают рифления. Например, установка специального автоматического приспособления позволяет фрезеровать шлицевые канавки на головках винтов. [1]
0 комментариев