Навигация
Исследование параметрической металлоёмкости
62163
знака
1
таблица
15
изображений
3.2 Исследование параметрической металлоёмкости
Исследование параметрической металлоёмкости проведём по одной из важнейших характеристик для токарных одношпиндельных автоматов – наибольшему диаметру обрабатываемого прутка.
Параметрическая металлоёмкость (ПМ) – отношение массы станка к одной из важнейших технических характеристик. В данном случае ПМ можно найти по формуле:
![]() ;
;
где МС – масса станка; lim d – наибольший диаметр обрабатываемого прутка.
1) Для автомата 1В116:
а) круглый пруток ![]()
б) шестигранный пруток ![]()
в) квадратный пруток ![]()
2) Для автомата 1В116П-02:
а) круглый пруток ![]()
б) шестигранный пруток ![]()
в) квадратный пруток ![]()
Таким образом, проведенная модификация позволила уменьшить параметрическую металлоёмкость в ![]() раза. Данная модификация явилась целесообразной и привела к повышению производительности труда.
раза. Данная модификация явилась целесообразной и привела к повышению производительности труда.
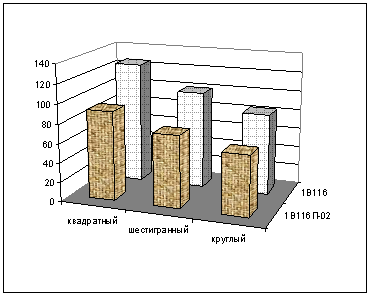
Рис. 13 – Параметрическая металлоёмкость
3.3 Оптимизация режимов резания при обработке деталей инструментами из сверхтвердых материалов
Одной из основных предпосылок повышения качества деталей и точности обработки труднообрабатываемых конструкционных материалов является создание и эффективное применение новых сверхтвердых материалов, в связи с чем, оптимизация процессов механической обработки с использованием инструментов из сверхтвердых материалов весьма актуальна.
Теоретической основой управления температурой резания в представленной работе является аналитическое описание теплового состояния режущего инструмента в зависимости от параметров процесса резания и условий конвективного теплообмена с окружающей средой.
Сверхтвердые материалы на основе сверхтвердых модификаций нитрида бора, немного уступая алмазу по твердости, характеризуются высокой термостойкостью, которая достигает 15000 °С, высоким сопротивлением термическим ударам и циклическим нагрузкам, а также слабым химическим взаимодействием с железом. На усадку стружки, кроме скорости резания, подачи и твердости обрабатываемого материала, большое влияние оказывает износ резца. При обработке эльборовыми резцами закаленных сталей возникают высокие удельные силы и температуры резания, при которых резец достигает в некоторых случаях красностойкости. Они влияют не только на стойкость инструмента, но и на точность и качество поверхностного слоя деталей через термические деформации.
Несмотря на достаточно большое количество исследований по использованию инструментов из сверхтвердых материалов, вопросы регламентации рациональной области их применения и расчеты оптимальных режимов резания остаются достаточно актуальными. Одним из наиболее распространенных методов оптимизации в настоящее время является метод линейного программирования, позволяющий осуществлять одновременную оптимизацию скорости резания и подачи с учетом действующих при резании ограничений по критерию максимальной производительности. Для линейной целевой функции и линейных ограничений достаточно хорошо разработан и широко используется графический метод поиска оптимальных режимов резания. Несмотря на простоту и наглядность, этот метод не позволяет теоретически анализировать получаемые результаты в зависимости от условий обработки. Выполненные в этом направлении разработки не учитывают особенностей функционирования инструментов из сверхтвердых материалов.
Цель представляемой работы – установить взаимосвязь оптимальных режимов резания с условиями механообработки и показателями качества обработанной поверхности при токарной обработке инструментами из сверхтвердых материалов. Целевая функция – производительность обработки, максимум которой достигается при минимуме основного времени. (n, s – частота вращения и подача).
При токарной обработке инструментами из сверхтвердых материалов рассматриваются ограничения по возможностям режущего инструмента, по предельно допустимой шероховатости обработанной поверхности R, по предельно допустимой температуре резания, кинематические ограничения, которые могут быть представлены в следующем виде:
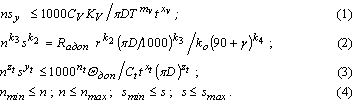
где D – диаметр обработки; CV, KV – коэффициенты и xv, yv, m – показатели, характеризующие степень влияния глубины t, подачи s и стойкости T на скорость резания v; k0, k1, k2, k3, k4 – коэффициент и показатели, характеризующие степень влияния подачи s, радиуса при вершине r и скорости резания v на шероховатость обработанной поверхности Ra; Ct – постоянный коэффициент и xt, yt, zt – показатели степени, характеризующие степень влияния глубины резания t, подачи s и скорости резания v на температуру резания; определяемым кинематической структурой привода главного движения и привода подач.

Таким образом, с использованием метода линейного программирования установлены аналитические взаимосвязи оптимальных режимов резания с условиями механообработки и показателями качества обработанной поверхности при токарной обработке инструментами из сверхтвердых материалов с учетом весьма важных для них температурных ограничений. На основании полученных результатов разработаны рекомендации по выбору оптимальных режимов резания в любых условиях токарной обработки инструментами из сверхтвердых материалов. [6]
Заключение
В данном курсовом проекте я рассмотрел такие виды станков, как токарные одношпиндельные автоматы. Узнал о конструкции этих станков, а так же об инструменте, применяемом на станках данного вида, способах их настройки, методах обработки деталей. Я провел сравнительный анализ технико-экономических характеристик станков 1В116П-02,1В116, а затем провел графический анализ технико-экономических характеристик.
По проведённому анализу можно сделать вывод, что проведение модернизации и модификации станков способствует увеличению их производительности, улучшению функциональности, снижению параметрической металлоемкости и как следствие повышению конкурентоспособности.
Список используемых источников
1) Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов/ А.М. Дальский, Т.М. Барсукова, Л.Н. Бухаркин и д.р.; Под общей ред. А.М. Дальского. – 5-е изд., исправленное. М.: Машиностроение, 2003. – 512 с.
2) Металлорежущие станки: Учебник для машиностроительных вузов / Под ред. В.Э. Пуша. – М.: Машиностроение, 1985. – 256 с.
3) Металлорежущие станки. Тепинкичиев В.К., Красниченко Л.В., Тихонов А.А., Колен Н.С. – М.: Машиностроение, 1972. – 464 с.
4) Базров Б.М. Модульная технология в машиностроении. – М.: Машиностроение, 2001. – 368 с.
5) Ермаков Ю. M., Фролов Б.А. Металлорежущие станки: учебное пособие для техникумов по специальности «Инструментальное производство». – М.: Машиностроение, 1985. – 320 с.
6) Официальный сайт ООО «Внеш-Комплект». – Москва.: 2002–2008. Режим доступа: http://www.vk.com
0 комментариев