Навигация
Обработка металлов давлением. Технология формирования изделий из резины
40606
знаков
0
таблиц
8
изображений
Министерство образования Республики Беларусь
Учреждение образования
"Гродненский государственный университет имени Янки Купалы"
Факультет строительства и транспорта
Контрольная работа
по дисциплине: Технология материалов
Специальность: 1 -370106 Техническая эксплуатация автомобилей
Проверил: преподаватель кафедры МиРТ
Воронцов Александр Сергеевич
Гродно 2009
ВВЕДЕНИЕ
Использование металлов человеком началось в глубокой древности (более пяти тысячелетий до н.э.). Вначале находили применение цветные металлы (медь, сплавы меди, золото, серебро, олово, свинец и др.), позднее начали применять черные - железо и сплавы на его основе.
Длительное время производство металлов носило примитивный характер и по объему было весьма незначительным. Однако в конце XIX в. мировая выплавка стали резко возросла с 0,5 млн. т в 1870 г. до 28 млн. т в 1900 г. Еще в большем объеме растет металлургическая промышленность в XX столетии.
Способность металлов принимать значительную пластическую деформацию в горячем и холодном состоянии широко используется в технике. При этом изменение формы тела осуществляется преимущественно с помощью давящего на металл инструмента. Поэтому полученное изделие таким способом называют обработкой металлов давлением или пластической обработкой.
Обработка металлов давлением представляет собой важный технологический процесс металлургического производства. При этом обеспечивается не только придание слитку или заготовке необходимой формы и размеров, но совместно с другими видами обработки существенно улучшаются механические и другие свойства металлов.
В настоящее время производство резиновых изделий имеет тенденцию к увеличению.
Резиной называется продукт специальной обработки (вулканизации) смеси каучука и серы с различными добавками.
Резина как технический материал отличается от других материалов высокими эластическими свойствами, которые присущи каучуку - главному исходному компоненту резины. Она способна к очень большим деформациям (относительное удлинение достигает 1000 %), которые почти полностью обратимы. При нормальной температуре резина находится в высокоэластическом состоянии и ее эластические свойства сохраняются в широком диапазоне температур.
Благодаря высокой эластичности и упругости, способности поглощать вибрации и ударные нагрузки, хорошей механической прочности и сопротивлению истиранию, электроизоляционным и другим свойствам резина является незаменимым материалом для ряда автомобильных деталей.
Резину используют для изготовления опор двигателя; шлангов систем охлаждения, питании, смазки, отопления и вентиляции; ремней привода вентилятора, генератора, компрессора и водяного насоса; уплотнителей кузова и кабины; втулок рессор и других деталей подвески; манжет, шлангов, чехлов, диафрагм тормозной системы; деталей амортизаторов, шумоизолирующих элементов передней и задней подвесок; колесных грязевых щитков, ковриков для пола кабины и кузова и др.
1. Обработка металлов давлением. Прокатка: Продольная, поперечная, поперечно-винтовая. Технологические операции при прокатке
1.1 Технология обработки давлением. Общие сведения
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии.
Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия. Высокая производительность обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих процессов.
Классификация процессов обработки давлением
Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом.
По назначению процессы обработки металлов давлением группируют следующим образом:
– для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование;
– для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка.
Основными схемами деформирования объемной заготовки являются:
– сжатие между плоскостями инструмента – ковка;
– ротационное обжатие вращающимися валками – прокатка;
– затекание металла в полость инструмента – штамповка;
– выдавливание металла из полости инструмента – прессование;
– вытягивание металла из полости инструмента – волочение.
Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения.
Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации.
Неполная горячая деформация характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
При неполной холодной деформации рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается.
При холодной деформации разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата.
Холодная и горячая деформации не связаны с деформацией, с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией.
Схемы напряженного и деформированного состояний
Схемы напряженного состояния графически отображают наличие и направление главных напряжений в рассматриваемой точке тела.
Напряжения в точке изображаются как напряжения на трех бесконечно малых гранях куба, соответственно перпендикулярных главным осям.
Возможны девять схем напряженного состояния (рис. 1.а). Напряженное состояние в точке может быть линейным, плоским или объемным.
Схемы с напряжениями одного знака называют одноименными, а с напряжениями разных знаков – разноименными. Условно растягивающие напряжения считают положительными, с сжимающие – отрицательными.
Схема напряженного состояния оказывает влияние на пластичность металла. На значение главных напряжений оказывают существенное влияние силы трения, возникающие в месте контакта заготовки с инструментом, и форма инструмента. В условиях всестороннего неравномерного сжатия при прессовании, ковке, штамповке сжимающие напряжения препятствуют нарушению межкристаллических связей, способствуют развитию внутрикристаллических сдвигов, что благоприятно сказывается на процессах обработки металлов давлением.
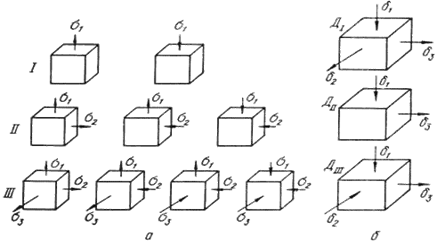
Рис. 1 - Схемы напряженного (а) и деформированного (б) состояний: I – линейное напряженное состояние; II – плоское; III – объемное
В реальных процессах обработки давлением в большинстве случаев встречаются схемы всестороннего сжатия и состояния с одним растягивающим и двумя сжимающими напряжениями.
Схема деформированного состояния графически отображает наличие и направление деформации по трем взаимно перпендикулярным направлениям.
Возможны три схемы деформированного состояния (рис. 1.б).
При схеме Д I уменьшаются размеры тела по высоте, за счет этого увеличиваются два других размера (осадка, прокатка).
При схеме Д II происходит уменьшение одного размера, чаще высоты, другой размер (длина) увеличивается, а третий (ширина) не изменяется. Например, прокатка широкого листа, когда его ширина в процессе прокатки практически не изменяется. Это схема плоской деформации.
Наиболее рациональной с точки зрения производительности процесса обработки давлением является схема Д III: размеры тела уменьшаются по двум направлениям, и увеличивается третий размер (прессование, волочение).
Совокупность схем главных напряжений и главных деформаций характеризуют пластичность металла. Напряженное состояние при прессовании металла характеризуется такой же схемой напряженного состояния, как при ковке, а схема главных деформаций характеризуется двумя деформациями сжатия и одной – растяжения. При ковке и штамповке растягивающие напряжения играют большую роль, поэтому пластичность металла меньше.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
0 комментариев