Навигация
Прокатка. Продольная, поперечная, поперечно-винтовая
40606
знаков
0
таблиц
8
изображений
1.2 Прокатка. Продольная, поперечная, поперечно-винтовая
Прокатка – это способ обработки пластическим деформированием – наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
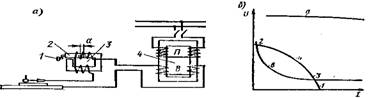
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила ![]() и касательная сила трения
и касательная сила трения ![]() (рис. 2).
(рис. 2).
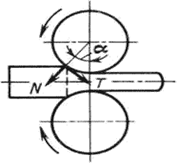
Рис. 2 - Схема сил, действующих при прокатке
Угол ![]() – угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
– угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением ![]() ,
,
где:![]() – втягивающая сила - проекция силы трения
– втягивающая сила - проекция силы трения ![]() на горизонтальную ось;
на горизонтальную ось;![]() – выталкивающая сила – проекция нормальной реакции валков
– выталкивающая сила – проекция нормальной реакции валков ![]() на горизонтальную ось.
на горизонтальную ось.
При этом условии результирующая сила будет направлена в сторону движения металла.
Условие захвата металла можно выразить: ![]()
Выразив силу трения ![]() через нормальную силу
через нормальную силу ![]() и коэффициент трения
и коэффициент трения ![]() :
:![]() , и, подставив это выражение в условие захвата, получим:
, и, подставив это выражение в условие захвата, получим:
![]() или
или ![]() .
.
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали ![]() = 20…25 0, при горячей прокатке листов и полос из цветных металлов –
= 20…25 0, при горячей прокатке листов и полос из цветных металлов – ![]() = 12…15 0, при холодной прокатке листов –
= 12…15 0, при холодной прокатке листов – ![]() = 2…10 0.
= 2…10 0.
Степень деформации характеризуется показателями:
– абсолютное обжатие: ![]() (
(![]() – начальная и конечная высоты заготовки);
– начальная и конечная высоты заготовки);
относительное обжатие:
![]()
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки).
![]()
где: ![]() – первоначальные длина и площадь поперечного сечения,
– первоначальные длина и площадь поперечного сечения, ![]() – те же величины после прокатки.
– те же величины после прокатки.
Вытяжка обычно составляет 1,1…1,6 за проход, но может быть и больше.
Способы прокатки
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за счет залечивания литейных дефектов, пористости, микротрещин. Это придает заготовкам из проката высокую прочность и герметичность при небольшой их толщине.
Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рис.3).
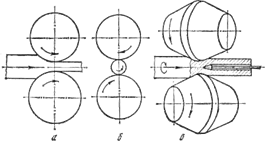
Рис. 3 - Схемы основных видов прокатки: а – продольная; б – поперечная; в – поперечно – винтовая
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рис.3 а). Заготовка втягивается в зазор между валками за счет сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат.
Поперечная прокатка (рис. 3.б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном.
В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни.
Поперечно – винтовая прокатка (рис. 3.в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает еще и поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых трубных заготовок.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рис. 4. В зависимости от прокатываемого профиля валки могут быть гладкими (рис.4.а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рис. 4.б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручьев образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
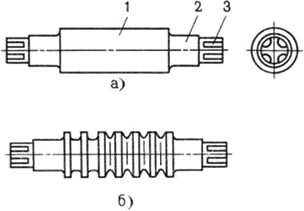
Рис. 4 - Прокатные валки: а – гладкий ; б – калиброванный
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким коэффициентом трения, ![]() = 0,003…0,005, что обеспечивает большой срок службы.
= 0,003…0,005, что обеспечивает большой срок службы.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
0 комментариев