Навигация
Оптимизация режимов резания на фрезерном станке
4192
знака
4
таблицы
9
изображений
Тольяттинский Государственный Университет
Кафедра “Технология машиностроения”
Курсовая работа
по дисциплине
“Математическое моделирование"
Студент: Комарова И.О.
Группа: М-401
Преподаватель: Бобровский А.В.
Тольятти, 2005
Оптимизация режимов резания
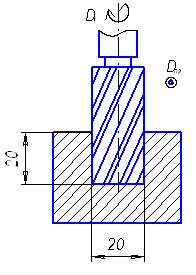
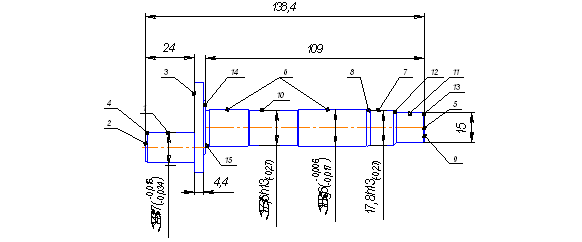
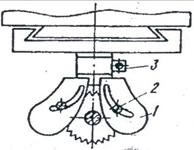
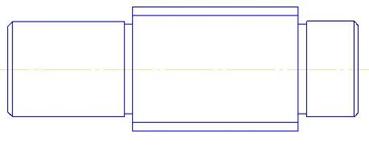
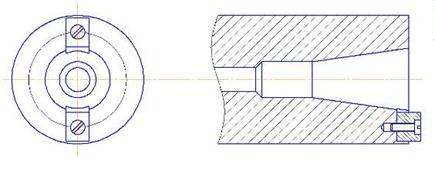
Обработка детали ведется на вертикально-фрезерном станке 6Р12 концевой фрезой с цилиндрическим хвостовиком ГОСТ 17025-71.
Диаметр фрезы D = 20 мм; количество зубьев z = 6; материал инструмента Р6М5; период стойкости инструмента [Т] = 80 мин; глубина фрезерования t = 20 мм; ширина фрезерования В = 20 мм; рабочий ход Lрх = 70 мм; материал заготовки ШХ15; длина заготовки L = 60 мм; шероховатость поверхности Ra 6,3; частота вращения шпинделя станка n = 31,5…1600 об/мин; скорость продольных подач Sпр = 25…1250 мм/мин; мощность электродвигателя Nэ = 7,5 кВт.
Необходимо оптимизировать процесс резания с учетом следующих ограничений:
1) ограничение по кинематике станка;
2) ограничение по периоду стойкости инструмента;
3) ограничение по мощности привода главного движения станка.
Эскиз обработки:
1. Графический метод
1) ограничение по кинематике станка
а) ![]()
 ;
; ![]() ;
;
 ;
; ![]() ;
;
![]()
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
б) ![]()
![]() ;
; ![]() ;
;
![]() ;
;
|
|
|
|
|
|
|
|
|
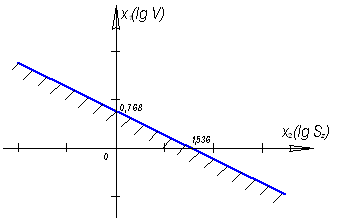
2) ограничение по периоду стойкости инструмента
![]() ;
;
 ;
;
![]() ;
;

 ;
;
 ;
;
![]() ;
;
![]() ;
; ![]() .
.
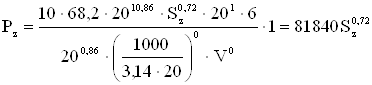
3) ограничение по мощности главного движения станка
![]() ;
; ![]()
![]()
 ;
; ![]()
 ;
;
 ;
;
![]() ;
; ![]() ;
; ![]() ;
;
![]()
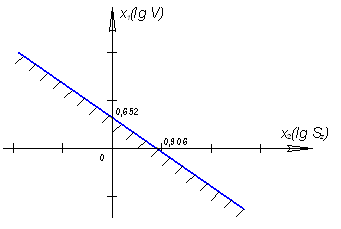
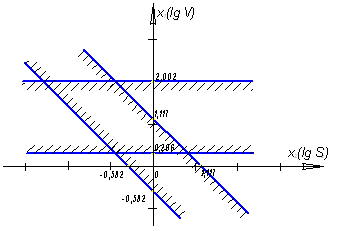
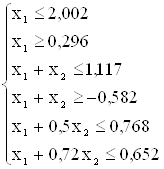
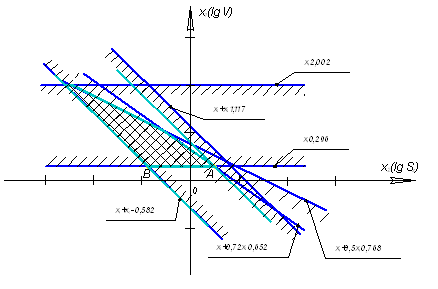
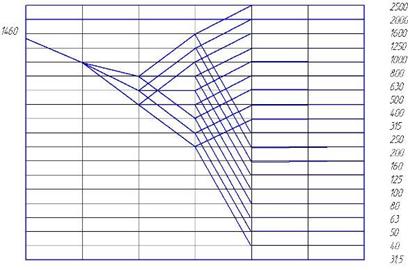
Выпишем все ограничения, а затем внесем их на один график.
Критерий оптимальности - целевая функция:

![]()
![]()
Придаем любое значение z и строим две прямые, касающиеся области оптимальных режимов резания в двух крайних ее точках. Таким образом, мы нашли точки А и В.
Найдем координаты точки А. Для этого необходимо решить систему уравнений:
 ;
;
![]() ;
; ![]()
Подставим координаты точки А в уравнение целевой функции:
![]()
Найдем координаты точки В. Для этого необходимо решить систему уравнений:
 ;
;
![]() ;
; ![]()
Подставим координаты точки В в уравнение целевой функции:
![]()
Сравним значения целевой функции для точек А и В:
![]()
![]()
Значит, оптимальной точкой резания является точка А (0,296; - 0,494).
Определим оптимальные значения режимов резания:
V = 10x1 = 100,296 = 1,977 м/мин;
Sz = 10x2 = 10-0,494 = 0,321 мм/зуб;
 об/мин;
об/мин;
![]() мм/мин.
мм/мин.
Похожие работы

... 500 - 100 0,2 шлифовальная Шлифовать пов. 6 Круг СМ1 0,4 - - 300 6,0 14 24 1,6 Шлифовать торец 14 Круг СМ1 0,4 - - 300 6,0 18 109 1,6 В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с обработкой отверстий и фрезерованием канавок. Таким образом, для данной линии не учитываются токарные и шлифовальные ...
... устройства можно быстро открыть и закрыть зону резания, пользуясь рукояткой 5. Рассеиванию стружки вдоль стола препятствуют боковые неподвижные щиты 2. Рис. 5. Ограждение зоны резания вертикально-фрезерного станка 4. Ограждения и защитные устройства Все вращающиеся части оборудования должны быть закрыты глухими кожухами, плотно прикрепленными к раме или другой части стенда. Кожухи на ...
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
... зданий и сооружений + текущий ремонт и содержание оборудования: 20293,65 грн. + 48412,7 грн. = 68706,35 грн. 3. Расчет экономической эффективности технического решения Техническое решение курсовой работы – замена в токарных станках системы управления на: а) ТП-Д и б) ТПЧ. В результате этого решения норма, зона обслуживания этих станков не изменяется, по этому штат рабочих не меняется ...
0 комментариев