Навигация
2. Внедрение ГПС
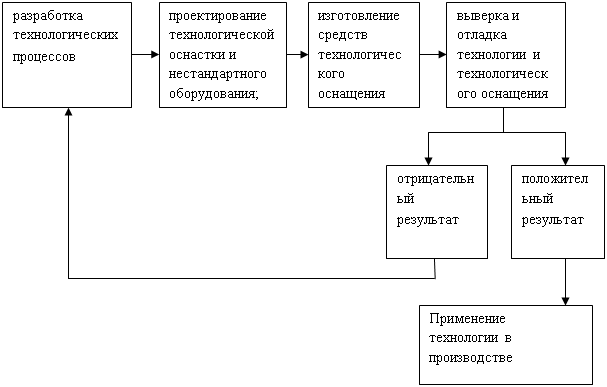
Внедрение ГПС происходит на основе сетевых графиков определяющих этапы его внедрения и разрабатываемых предприятием-заказчиком при подготовке ТЗ и уточняемых на стадии технического проекта.
Основным при внедрении ГПС является наиболее быстрое достижение технико-экономических показателей.
Работы по внедрению ГПС состоят из следующих основных этапов:
комплектация, включающая оформление заявок на комплектующие материалы, оборудование, средства ВТ, получение и реализация фондов;
изготовление технических средств и оснастки;
строительно-монтажные работы, связанные с подготовкой помещений, кабельных каналов, фундаментов оборудования, монтажом техническихсредств ;
подбор и обучение обслуживающего персонала;
пусконаладочные работы, включающие наладку оборудования и оснастки, отладку программ управления технологического оборудования и технологического процесса в автономном режиме, отладку программного обеспечения и комплексную отладку ГПС;
сдача подразделений ГПС по специальной программе приемо-сдаточных испытаний в опытную эксплуатацию, при которой проводят отработку программ и технических средств, определение их эксплуатационных характеристик, корректировку эксплуатационной документации и установление технико-экономических показателей;
корректировка технологической, конструкторской и строительно-монтажной документации по результатам внедрения и сдача ее в архив ;
3. сдача ГПС в промышленную эксплуатацию
Наиболее ответственными являются этапы опытной эксплуатации и сдача ГПС в промышленную эксплуатацию.
В промышленную эксплуатацию ГПС принимается комиссией после проверки технической документации, соответствия комплекта ТЗ и документации, проверки функционирования, оценки технического уровня и эффективности работы, определения готовности предприятия к эксплуатации ГПС.
По результатам приемки в промышленную эксплуатацию составляется акт внедрения. К нему прикладывается расчет экономической эффективности, протоколы испытаний и план мероприятий по устранению замечавши приемочной комиссии.
4. Тенденции развития и новые разработки систем ЧПУ
Стандартным носителем, используемым в СЧПУ для хранения управляющих программ обработки деталей, до 1990г. была перфолента шириной 1 дюйм. По мере все более широкого применения ЭВМ в процессах с ЧПУ в настоящее время она заменена таким носителем, который лучше совместим с современными вычислительными системами, в частности дисками.
Контрольные щупы
В современных системах станков с ЧПУ становится все более обычным использование контрольных щупов в процессе обработки. Эти контрольные щупы представляют собой сложные индикаторы с градуированной шкалой; их можно устанавливать в шпинделе станка.
Типичные применения контрольных щупов охватывают следующие области:
· Контроль деталей в процессе обработки, пока они еще зафиксированы на рабочем столе станка.
· Автоматическая коррекция положения инструмента для компенсации погрешностей станка.
· Определение местоположения точки отсчета на детали после первоначальной обработки с целью достижения большей точности при последующих операциях.
· Контроль инструментов для определения состояния режущей части (например, для обнаружения сломанных зубьев фрезы).
С 1975 по 1990 г были произвелены следующие существенные изменения в системах ЧПУ
1. Новый набор языков, разработаны новые языки, в которых использовались концепции ограниченной геометрии.
2. Многочисленные применения. Развитая СЧПУ, не ограничиваемая только операциями механической обработки, пригодна для многих иных применений, таких, как контроль, прессовально-штамповочные работы (операции резки, гибки и т.д.), сборки и монтажа.
3. Модульная конструкция. Разработаны отдельные процессоры и подпрограммы для выполнения основных функций на таких операциях, как профильное фрезерование, фрезерование выемок, позиционирование, контроль, токарная обработка и др.
4. Автоматизация программирования СЧПУ. Составление управляющих программ для СЧПУ наряду с формированием траектории инструмента включает в себя выбор скоростей подачи и резания, выбор типа инструмента, задание последовательности операций и другие подробности. В развитых СЧПУ определение этих параметров автоматизировано.
5. Проверка наличия помех. В программное обеспечение СЧПУ встроены подпрограммы проверки фактов возможных столкновений инструмента с зажимными приспособлениями, фиксирующими деталь, а также выявления других потенциальных помех движению.
6. Сопряжение с базой данных САПР/АПП. Развитые системы числового программного управления сопряжены с общей базой данных систем автоматизированного проектирования и производства. В этой базе данных содержаться информация о геометрии деталей (размеры заготовок и готовых деталей), зажимных приспособлениях, станках, имеющейся оснастке и о производственных затратах. Функция программирования СЧПУ сопрягается с более общим автоматизированным процессом машинного планирования.
Первые из них применяются в АСУ технологическим перемещением рабочих органов, деталей, инструмента и т. д. Вторые — в пневно- и гидросистемах управления АТО, а также для измерения и контроля физико-химических параметров процессов изготовления деталей и узлов МЭА.
Основными видами приводов, нашедших широкое применение в автоматах, являются гидравлический, пневматический и электрический. Эти устройства позволяют осуществлять движение рабочих органов автомата в различных плоскостях, управлять и осуществлять их перемещение с большой точностью.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
3. Роботизированные технологические комплексы / Г. И. Костюк, О. О. Баранов, И.Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
4. Н.П.Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
5. Гибкие робототехнические системы / А. П. Гавриш, Л. С. Ямпольский, - Киев, Головное издательство издательского объединения “Вища школа”, 1989. - 408с.
6. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
7. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
8. Иванов Ю.В., Лакота Н.А. Гибкая автоматизация производства производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов. – М.: Радио и связь, 1987. – 464 с.
Похожие работы
... и порядок проведения работ. ТЗ состоит из вводной части, технических требований, стадий разработки и внедрения, рекомендаций по использованию проектной документации, приложений. Технические требования обязательно должны включать следующие разделы: технология и оборудование; организация производства и труда; автоматизированная система управления; автоматизированная система под-- готовки ...
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
... ) имеют большую автономность, а комплексно расположенные подразделения тесно связаны друг с другом через единую производственную инфраструктуру. Методы организационного проектирования производственной системы (ПС) Методы организационного проектирования ПС с точки зрения организации производства: 1. метод аналогий; 2. метод типового проектирования; 3. программно- ...
... ТПП, то есть к построению АСТПП предприятия. 3 Пути совершенствования уровня ТПП 3.1 Организационно-экономические пути ускорения технологической подготовки производства Для сокращения трудоемкости и продолжительности ТПП в производстве ОАО «Суджанский завод тракторных агрегатов» необходимо прибегнуть к технологической унификации и стандартизации. А именно к основным ее направлениям: ...
0 комментариев