Транспортные машины, предназначенные для перемещения объектов труда
Основные характеристики и требования, предъявляемые к машинам и механизмам
Содержание технических условий на оборудование
Стадии и этапы разработки конструкторской документации
Обозначение изделии и конструкторских документов. Классификатор ЕСКД
Система обозначения конструкторских документов
Методы создания производственных унифицированных машин
Черные металлы
Цветные металлы и сплавы
Термическая и химико-термическая обработка стали
Неметаллические материалы
Взаимозаменяемость и стандартизация
Конструктивная преемственность
Методы активизации технического творчества
Эстетическое оформление технологического оборудования
Навигация
Неметаллические материалы
Основы проектирования и конструирования
183419
знаков
2
таблицы
1
изображение
7.6. Неметаллические материалы
Наряду с металлами во всех отраслях промышленности большое распространение получили неметаллические материалы. К ним относятся пластические массы, резина, химикаты, формовочные, текстильные, древесные, лакокрасочные и другие материалы. Особо следует отметить пластмассы, с каждым годом все шире внедряемые в промышленность.
Пластмассы. Пластмассы представляют собой материалы, основой которых служат природные или синтетические соединения, способные при нагревании или под давлением формоваться и устойчиво сохранять приданную им форму. В состав пластмасс входят различные наполнители (древесная мука, ткань, бумага, стеклянное волокно, хлопковые очесы и др.), повышающие прочность, связующие веществ, (естественные и искусственные смолы, фенолоформальдегидные смолы), красители, пластификаторы, повышающие пластичность и эластичность, а также ряд других вспомогательных веществ.
Большинство изделий из пластмасс изготовляется горячим прессованием в металлических пресс-формах или литьем под давлением. Поэтому они не нуждаются в последующей механической обработке. Из пластмасс (слоистых), выпускаемых в виде прутков и листового материала, изделия изготовляют механической обработкой.
Изделия из пластмасс имеют малую плотность, достаточную прочность, высокие антикоррозионные и электроизоляционные свойства; они значительно дешевле металлических изделий.
Пластмассы применяются в качестве заменителей дефицитных цветных металлов и сплавов при производстве электроаппаратуры, зубчатых колес, вкладышей, подтипов, вытяжных штампов и даже крупногабаритных изделий (кузова автомобилей и др.).
Основные виды пластмасс, имеющие промышленное значение, следующие: текстолит (содержащий ткань), гетинакс (содержащий бумагу), лигнофоль и дельтадревесина (содержащие, древесину), стеклопластики (со стекловолокнистым наполнителем), полиэтилен, полистирол, карболит, волокнит, различные полимеры и др.
Абразивные материалы. Абразивные материалы представляют собой большую группу неметаллических материалов высокой твердости, предназначенных для шлифовки, заточки и доводки инструмента, деталей и т. д. Из абразивных материалов изготовляются шлифовальные круги, шлифовальные шкурки, шлифовальные порошки, доводочные пасты и др.
Абразивные материалы бывают природные (алмаз, кварц, корунд, гранат) и искусственные (электрокорунд нормальный, электрокорунд титанистый, монокорунд, карбид кремния зеленый и черный, карбид бора, синтетические алмазы, кубический нитрид бора и др.). Чаще всего на машиностроительных заводах используют искусственные абразивные материалы.
Режущие свойства абразивных материалов зависят от их зернистости, твердости, рода связки и структуры.
Зернистость (размер зерна) абразивного материала по ГОСТ 3647-80 имеет следующие номера: 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6, 5, 4, 3, М40, М20, М14, М10, М7, М5 в порядке уменьшения размера зерна. Номер зерна соответствует длине стороны ячейки сита в сотых долях миллиметра. В зависимости от размера зерна абразивные материалы разделяются на три группы: шлифзерна (№200 - 16), шлифпорошки (№12 - 3) и микропорошки (№ 40 - М5).
Абразивные материалы имеют высокую твердость и уступают по твердости только алмазу. Под твердостью абразивного круга понимают не твердость зерна, а прочность связки, ее способность удерживать шлифующие зерна при эксплуатации. Согласно ГОСТ 19202—80 различают следующую твердость абразивных кругов: мягкие (М1, М2,), среднемягкие (СМ1, СМ2), среднетвердые (СТ1, СТ2, СТЗ), твердые (Т1, Т2).
Абразивные зерна при изготовлении абразивных инструментов соединяются между собой связками: керамической (К), бакелитовой (Б), вулканитовой (В) и др.
Структура абразивного инструмента характеризуется объемным соотношением между зернами, связкой и порами. Абразивный инструмент имеет три структуры: плотную (№ 0 - 3), среднеплотную (№ 4 - 8) и открытую (№9 - 12).
Абразивная промышленность выпускает все необходимые для производства абразивы, причем электрокорунд составляет 75% от всего выпуска абразивов, он содержит 92 - 94% окиси алюминия. Электрокорунд обладает большой твердостью и вязкостью. Он бывает двух разновидностей: электрокорунд нормальный (Э-1А) и электрокорунд белый (ЭБ-2А). Тот и другой применяю для обработки сталей, чугуна, вязкой бронзы и т. д.
Для обработки твердых сплавов, серого чугуна, меди, алюминия и других металлов и сплавов, обладающих низким сопротивлением разрыву, применяют абразивные инструменты из карбида кремния двух марок: КЗ-6С (зеленый)| и КЧ-5С (черный).
Природные и искусственные (синтетические) алмазы Из всех абразивных материалов особое место занимают природные и искусственные (синтетические) алмазы. Твердость алмаза значительно превосходит твердость всех применяемых в промышленности инструментальных и абразивных материалов. Алмаз заслуженно называют «королем твердых тел».
Алмаз и технический прогресс неотделимы. Однако до недавних пор применение природных алмазов в промышленности ограничивалось их добычей. В настоящее время, несмотря на успешную разработку богатейших месторождений, добыча алмазов еще не может удовлетворять возрастающую потребность общества.
Поэтому наряду с природными алмазами все большее значение для техники приобретают искусственные (синтетические) алмазы. Синтетические алмазы при изготовлении из них алмазно-абразивного инструмента не только не уступают природным, но имеют перед ними значительные пре имущества - они дешевле и обладают большой работоспособностью. Синтетическому алмазу покоряются самые твердые труднообрабатываемые материалы: оптическое и техническое стекло, хрусталь, кварц, твердые сплавы, фарфор, корунд, мрамор, гранит, германий, кремний, различная керамика, бетон, огнеупоры и др.
В первую очередь синтетические алмазы получили широкое применение в инструментальном производстве для заточки и доводки твердосплавного металлорежущего инструмента, что повышает его стойкость в 2 - 3 раза, сокращает расход твердых сплавов в 1,5 - 2 раза, повышает класс шероховатости обрабатываемой поверхности.
Наиболее перспективными являются синтетические сверхтвердые материалы, созданные на базе поликристаллов алмаза (карбонадо, баллас) и кубического нитрида бора (эльбор-Р, композит, гексанит-Р).
Поликристаллы кубического нитрида бора превосходят по теплостойкости алмазы, быстрорежущую сталь, твердый сплав и минералокерамику. Сочетание таких уникальных физико-химических свойств позволяет применять эльбор-Р при обработке закаленных сталей, чугунов и различных труднообрабатываемых материалов. При этом достигается шероховатость поверхности 7 - 10-го классов, точность обработки 6 - 7-го квалитета.
Эльбор-Р применяется для изготовления резцов, зенкеров, фрез, шлифовальных и полировальных кругов и другого инструмента.
В нашей стране получили наибольшее распространение марки синтетических алмазов: АСО, АСР, АСВ.
АСО — алмазные зерна обычной прочности. Используют для изготовления кругов на органической связке и применяют для чистовой заточки и доводки режущих инструментов.
АСР — алмазные зерна повышенной прочности. Используют для изготовления кругов на органической, металлической и керамической связках и применяют для снятия больших припусков и предварительной заточки инструмента.
АСВ — алмазные зерна особо высокой прочности. Используют для изготовления алмазных кругов на металлической связке, работающих в особо тяжелых условиях.
Алмазно-абразивный инструмент изготовляется на органической, металлической, керамической, металло-гальванической, эластичной (резиновой) и других связках. Выбирают ее с учетом применяемой марки алмаза, обрабатываемого материала, вида и режима обработки.
Одной из важнейших характеристик алмазно-абразивного инструмента, определяющей его режущую способность, производительность и срок службы, является концентрация алмаза в инструменте. В нашей стране большее распространение получил инструмент с концентрацией алмаза 50, 100 и 150%. За 100%-ную концентрацию принимается содержание алмаза в алмазоносном слое, равное 25% его объема, что составляет 4,4 карата алмаза в 1 см3 (карат равен 0,2 г).
Из синтетических алмазов изготовляются резцы, шлифовальные круги, бруски, надфили, головки, шлифовальные шкурки и пасты.
Вспомогательные материалы. К вспомогательным материалам относятся смазочные, смазочно-охлаждающие жидкости, обтирочные материалы и др.
В качестве смазочных жидкостей применяют минеральные и синтетические масла. К охлаждающим жидкостям, которыми пользуются при обработке металлов резанием, относятся мыльная и содовая вода, масляные эмульсии и др.
Смазочными жидкостями обычно смазывают узлы машин и механизмов для уменьшения трения, а также для охлаждения в процессе работы режущими инструментами. При обработке резанием углеродистых и легированных сталей в качестве охлаждающих жидкостей используют эмульсии и реже растительные масла, а при нарезании резьбы - эмульсии, сульфофрезол и растительные масла.
Для удаления со станков мелкой стружки и масла, обтирания инструментов и обрабатываемых деталей применяются хлопчатобумажные концы и тряпки.
ЛЕКЦИЯ 8
План лекции
Похожие работы
... масштабе (на чертеже) равны: ; ; ; , здесь и далее величина в скобках обозначает размер в миллиметрах на чертеже. ПЛАН СКОРОСТЕЙ Построение планов скоростей и ускорений проводится на основе последовательного составления векторных уравнений для точек звеньев механизма, начиная с ведущего звена, угловая скорость w1 которого задана. Находим численное значение скорости точки B из выражения: ...
... существенные случайные независимые отклонения при изготовлении штырей. Конструирование преобразователей фильтров на ПАВ. При конструировании фильтров на ПАВ необходимо решить ряд вопросов, связанных с вторичными эффектами, к числу которых в первую очередь следует отнести эффекты отражения акустических волн от штырей преобразователей, от краев звукопровода и т.д. Наиболее существенное влияние ...
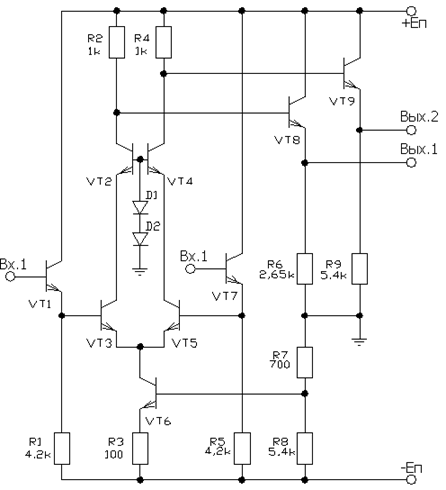
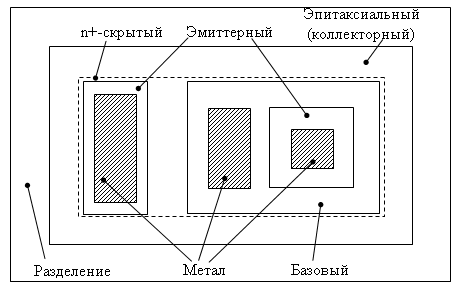
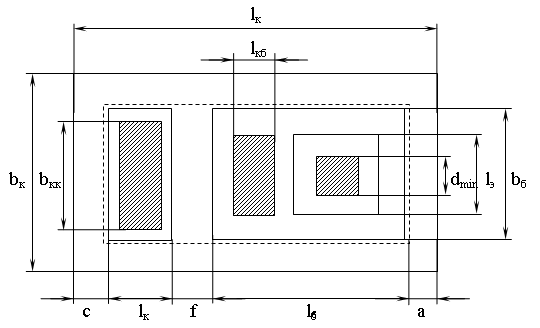
... – это законченный элемент ИМС, который можно использовать при проектировании аналоговых микросхем. 1 Общие принципы построения топологии биполярных Имс Общего подхода к проектированию биполярных интегральных микросхем нет и быть не может, каждый тип характеризуется своими особенностями в зависимости от требований и исходных данных ИМС. Исходными данными при конструировании микросхем являются: ...
... воспринимаются даже на высоком научном уровне. Стремление упростить материал вряд ли целесообразно. Глава 3. Методические рекомендации курса «Математические основы моделирования 3D объектов» базового курса «компьютерное моделирование» для студентов педагогических ВУЗов специальности преподаватель информатики §1. Принципы построения электронного учебника Прежде чем рассмотреть ...
0 комментариев