Навигация
Отражательные двухкамерные печи
24688
знаков
2
таблицы
4
изображения
Содержание
Задание
Введение
1. Общие сведения
1.1 Пламенные отражательные печи
2. Расчет печи
Заключение
Список использованных источников
Введение
Непрерывно увеличивающееся производство и потребление алюминия приводит к росту отходов (стружки, обрезки, брака и пр.), образующихся при изготовлении полуфабрикатов и различных изделий. Растет также масса вышедшего из оборота металла в виде машин и предметов быта (лома).
Отходы и лом - основное сырье вторичной металлургии алюминия, которое отличается от сырья первичной металлургии алюминия химическим составом и степенью загрязненности различными металлическими и неметаллическими материалами. Однако в настоящее время благодаря современной технологий сортировки, плавки и рафинирования получают сплавы с высокими свойствами, удовлетворяющими почти всем требованиям потребителей. Отпала необходимость деления сплавов, приготовленных из первичного сырья или лома и отходов обработки первичных сплавов.
Рациональное использование вторичного сырья — важнейший фактор повышения эффективности общественного производства: улучшается сырьевой баланс страны; на переработку вторичного алюминия расходуют в 20 раз меньше электроэнергии, чем на электролиз; сокращаются транспортные расходы, так как для производства 1 т сплавов из отходов и лома используют 1,1-4,3 т материалов, а для получения 1 т алюминия - 6 т руды. Примерно в 2 раза ниже капитальные затраты. Наконец, вторичная металлургия алюминия экологически менее опасны чем получение металла электролизом расплавленных солей.
Следует отметить, что в индустриально развитых странах потребление продукции вторичной металлургии алюминия составляет 20-30 % от общего
1 Общие сведения
1.1 Пламенные отражательные печи
Наибольшее распространение получили универсальные пламенные отражательные печи, в которых плавят любое сырье: стружку, обрезь, самолетный и кусковой лом с железными приделками и др. Они имеют высокую производительность и просты в обслуживании.
Для футеровки пламенных отражательных печей, как и для плавильных агрегатов других конструкций, применяют шамот, который характеризуется низкой теплопроводностью, не взаимодействует с флюсами, с печной атмосферой, а также обладает относительно высокими механическими свойствами в рабочих условиях и удовлетворительной устойчивостью к перемене температур. В состав шамота входят оксиды кремния, алюминия, хрома, кальция, магния, циркония.
Оксид кремния взаимодействует с алюминием по реакции 3Si02 + 4А1 = 2АlОз + 3Si, равновесие которой при рабочих температурах (660-1000 °С) сдвинуто вправо. После длительной эксплуатации на внутренней поверхности футеровки печи образуется слой Аl303 толщиной несколько сантиметров, он индифферентен к расплавленному алюминию и флюсам. Восстановленный кремний в течение нескольких плавок переходит в состав расплавляемой шихты. При приготовлении алюминиево-кремниевых сплавов этот процесс неопасен. Если плавить сплав, присутствие кремния в котором недопустимо, то это следует проводить, когда процессы замещения кремния прошли на достаточную глубину. В некоторых источниках рекомендуется печную футеровку с первых дней эксплуатации печи обрабатывать в течение нескольких часов при 950 °С солевым расплавом (80 % хлорида натрия и 20 % криолита), чтобы вся поверхность ванны смачивалась этим расплавом. Вследствие малого поверхностного натяжения солевого расплава последний проникает в мельчайшие поры футеровки, а образующиеся при этом шлаки создают прочный слой глазури, который мало взаимодействует с расплавленным алюминием и флюсом.
Для футеровки стен печи используют шамотный кирпич с суммарной пористостью 20-23 % и плотностью 2-2,1 г/см3; пределом прочности при сжатии в холодном состоянии 30-50 МПа. Шамотные кирпичи, соприкасающиеся с расплавленным алюминием, должны обладать повышенной плотностью, а образующие свод — большой пористостью, что обеспечивает низкую теплопроводность.
Магнезит, практически но взаимодействующий с расплавленным алюминием, иногда применяют для футеровки плавильных печей. Однако по сравнению с шамотом он более теплопроводен, поэтому при одинаковой толщине стенки потери тепла выше. Увеличение толщины стопок важно особенно для поворотных печей, которые из-за высокой объемной плотности магнезита приходится конструировать более тяжелыми.
Пламенные отражательные печи бывают двух типов: одно- и двухкамерные. Однокамерные печи имеют некоторые преимущества перед двухкамерными, они более компакты, их сооружение и ремонт дешевле, но производительность ниже, чем двухкамерных, на 25-30 %, а расход топлива выше. При меньшем использовании тепла отходящих газов тепловой КПД ночей заметно ниже двухкамерных, но более эффективна регулировки тепловою режима, а образовавшийся в ванне расплав менее загрязняется пылью отходящих газов, и настоящее время, когда появилось большое количество маломощных предприятий но переработке алюминиевых отходов и лома, где плавку недуг небольшими но массе порциями, однокамерные печи емкостью 10-15 г для них более предпочтительны.
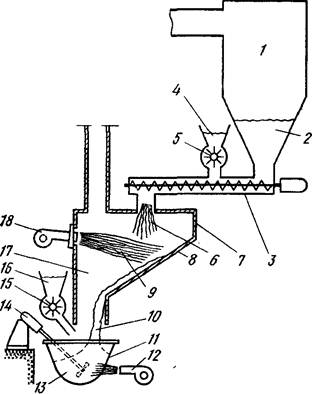
На крупных заводах применяют двухкамерные ночи, сочетающие функции плавильного агрегата (одна камера) и копильника-миксера (другая камера) для корректировки химического состава, рафинирования и хранения металла на период разливки. Обе камеры размещаются в одном корпусе. Под плавильной камеры (рис. 1) расположен выше пода копильника, в который металл переливается из плавильного пространства самотеком. Такая конструкция по сравнению с однокамерными печами существенно увеличивает производительность, тепловой КПД и практически осуществляет непрерывность процесса плавки. Двухкамерные печи делятся на прямоточные и противоточные, В прямоточных печах отходящие газы и пламя горелок перемещаются по направлению движения металла из плавильного пространства в копильник. № противоточных печах, наоборот - греющие тазы из копильника попадают в плавильное пространство, Такое расположение камер, горелок, борова, предложенное ВНИИП в горцветметом (ДонИЦМ), исключает недостатки прямоточной печи. Поэтому регулировать тепловой режим копильника просто. Устраняется вероятность загрязнения металла копильника пылевидной составляющей отходящих газов. Отмечается, что противоточные печи работают с более высоким тепловым КПД и приготовленные сплавы меньше загрязнены неметаллическими примесями.
Под в обеих камерах имеет уклон от загрузочных окон к задней стенке печи. Это важнейшее преимущество по сравнению с другими плавильными печами, поскольку возможно легко удалять из расплава железные приделки и шлак через загрузочные окна.
Каждая камера располагает двумя загрузочными окнами, закрытыми дверцами, которые опускаются или поднимаются механизмом, закрепленным на каркасе печи. Пороги окон находятся на высоте 1000-1100 мм от уровня пола цеха.
Металлический каркас укрепляет кладку, и на нем устанавливаются все элементы гарнитуры печи. Кладка пода печи опирается на рамную металлическую конструкцию, создающую зазор между подом и фундаментом печи, обеспечивающий естественную вентиляцию, увеличивающую срок службы печи.
Горелки размещают на торцевой стенке кладки, на противоположном торце - дымоход, сообщающийся с боровом - каналом, идущим. К газоочистным устройствам и вытяжной трубе. Тепловой КПД отражательных пламенных печей составляет 25 %, производительность печи емкостью 20 т. 2,6 т/ч,
Недостаток пламенных отражательных печей сравнительно низкий тепловой КПД, относительно высокие безвозвратные потери металла, образующиеся при плавке, загрязненность отходящих газов пылевидной фракции (хлориды, оксиды), что требует значительных затрат на газоочистку.
Для улучшения показателей работы ночей в настоящее время внедрены или готовятся к внедрению усовершенствованные конструкции. Например, при глубокой ванне трудно перемешивать металл. Эту операцию в течение плавки производят несколько раз для выравнивания химического состава и температуры в объеме ванны, увеличения площади соприкосновении с рафинирующими флюсами, повышения скорости растворения тугоплавких легирующих добавок, ликвидации местного перегрева, поэтому перспективно газодинамическое перемешивание. Принципиальная схема метода для вакуумной печи представлена на рисунке 1 канал, сообщающийся с ванной, подают под давлением азот, который оттесняет металл в канале на некоторую глубину, затем при резком снижении давления металл в трубе занимает прежний уровень. Создающиеся колебания всего объема металла обеспечивают его интенсивное перемешивание во всей ванне.
Значительное количество тепла теряется с отходящими газами, температура которых на выходе из печи достигает 800—1000 °С. Тепловой КПД печи повышают установкой на пути движения горячих газов рекуператора для подогрева дутьевого воздуха горячими отходящими газами до 350-400 °С. Решение этой проблемы обычно затруднено из-за отсутствия устойчивых при высоких температурах в газовых агрессивных средах материалов для рекуператоров. Эта задача решается подачей в рекуператоры отходящих газов при более низких температурах, например при 500 °С, и охлаждением горячих газов подсосом холодного воздуха или холодных газов вытяжки от тигельных индукционных немей, Агрессивность охлажденных так отходящих газов резко снижается, и, следовательно, увеличивается срок службы рекуператоров. Снижается также запыленность газов, и уменьшаются расходы на очистку теплообменников от пыли.
Большое значение для экономичной работы печи имеет коэффициент избытка воздуха, при значении его 100 % (часто встречается на практике) термический КПД печи снижается на 35 %, В производственных условиях вполне достижим избыток воздуха 5 %, который чаще всего возникает в результате подсоса через неплотности в загрузочных окнах. Это можно предотвратить работой печи при положительном давлении, которое достигается автоматизированным управлением шибера.
Дополнительный, не меньший эффект получается при рациональной организации производства, т. е. сокращением длительности загрузки шихты, ее нагрева, рафинирования и разливки металла, Перечисленные мероприятия позволяют снизить удельный расход энергии на 35-40 %.
Дутье с добавкой кислорода в количестве 5-7 % применяют на некоторых зарубежных заводах. Жидкий кислород последовательно подают в испаритель, фильтр. Затем через редуктор и расходомер - в воздухопровод (рисунок 2). Удельный расход кислорода (приведенный к нормальным условиям) 0,0264 м3/кг.
Применение добавки кислорода способствует увеличению температуры пламени на - 200 С, факел при этом становится короче, не омывает свод, что продлевает срок его службы, повышается КПД ночи, производительность, снижается угар металла и расход дутьевого воздуха. Органические примеси шихты (масла, пластмасса, краски) сгорают практически полностью. Это уменьшает затраты на газоочистку.
Применение кислорода по приведенной выше схеме дает существенный экономический эффект при незначительных капитальных затратах.
На ОАО «Мценский завод «Вторчермет» одном из крупнейших предприятий в Европе по переработке вторичного алюминиевого сырья уже несколько десятилетий работают двухванные пламенные отражательные печи круглого сечении (рисунок 3), Обе камеры, соединенные газоходом 3, отапливаются природным газом по противоточному принципу. Это более гибко регулирует температурный режим в копильнике и уменьшает вероятность загрязнения расплава пылевидной фракцией отходящих газов. Емкость ванн диаметром 6 м каждая ~ 27-30 т. Загрузка шихты, чистка пода, перемешивание расплава, скачивание шлака производятся мульдозавалочной машиной. Производительность печи 60 т/сут. Камера 1 служит для переплавки сырья. После заполнения ванны металлом его переливают в ванну-копильник 2 по внешнему переточному желобу 9. Выпуск металла производится из копильника по желобу на конвейерную разливочную машину. Цилиндрическая форма корпуса имеет внешнюю поверхность меньшую, чем у аналогичной по емкости печи прямоугольного сечения, и, следовательно, более низкие тепловые потери через кладку. Сокращается срок между капитальными ремонтами.
Цилиндрическая форма ванны позволяет эффективнее перемешивать металл. Большой размер загрузочных окон представляет определенные удобства при загрузке крупногабаритной шихты, снижает вероятность повреждения элементов их конструкции. Перелив металла по протяженному открытому желобу приводит к тепловым потерям. Желоб обычно укрывают по всей длине железным коробом.
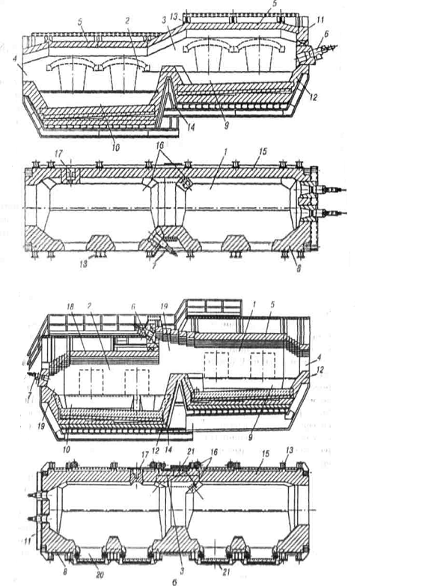
а — прямоточная; б — противоточная; 1 — плавильная камера; 2 — копильник; 3 — переточное окно; 4 — дымовое окно; 5 — свод; 6 — горелка плавильной камеры; 7 — горелка копильника; 8 — передняя стенка; 9 — ванне плавильной камеры; 10 — ванна копильника; 11 — горелочная стена;12 — откос; 13 - стойка каркаса; 14 — междукамерный холодильник, 15 — задняя стенка; 16 — переточные летки; 17- выпускная летка; 18 — свод копильника; 19 — форкамера; 20 — порог; 21 — заслонка
Рисунок 1- Двухкамерные отражательные печи
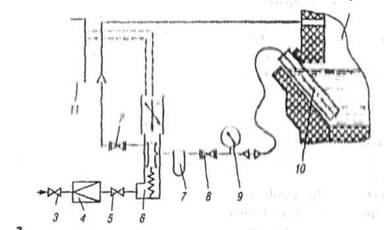
1 — печь; 2, 8 — вентиль вакуумный сильфонный ; 3, 5 — регулирующий вентиль; 4 — редуктор; 6 — электропневматический кран; 7 — фильтр; 9 —мановакуумметр, 10 — труба 11 — электронный блок
Рисунок 2 - Схема газодинамического перемешивания металла в вакуумной печи
Загружать нишу большими порциями или крупногабаритными, неразрезанными кусками возможно, используя конструкции пламенных отражательных печей со съемными или сдвигаемыми сводами (рисунок 4) Кратковременность операции загрузки повышает КПД и производительность печи.
На некоторых зарубежных заводах крупногабаритный лом, сильно загрязненный конструкционно связанным железом, переплавляют в шахтных печах. Эти печи работают с более высоким тепловым КПД (~ 60 %), поскольку загружаемая и движущаяся сверху вниз шихта прогревается идущими навстречу горячими отходящими газами. В печь можно загружать почти не разделанную шихту, без подсушки (влажную) объемом до 10 м за одну завалку, что повышает производительность печи и труда обслуживающего персонала.
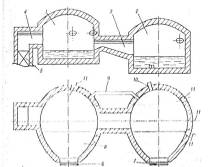
1 — плавильная камера, 2 - копильник; 3 - соединительный газоход; 4 — дымоход окно; 5 - рекуператор, 6 - рабочее окно; 7 — заслонка рабочего окна, 8 - откос для выгреба; 9 - переточный желоб; 10—летка; 11 - ось грелки
Рисунок 3- Схема противоточной отражательной печи с крупными камерами
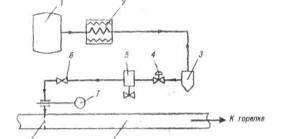
1 — емкость для жидкого кислорода; 2 - испаритель; 3 - фильтр; 4 редуктор; 5 - клапан с электромагнитным затвором; 6 - вентиль-дозатор, 7- расходомер, 8 — распылитель; 9 — воздуховод
Рисунок 4 - Схема подачи кислорода в дутье
2 Расчет печиСоотношение с единицами СИ некоторых ранее применившихся единиц
Длина: -10
1А =10-10 м = 10-8 см =10-7 мм = 10-4 мкм
1 мкм =10-6 м = 10-4 см = 10-3 мм
1нм = 10-9 м =10-7 см = 10-6 мм = 10-3 мкм
Мощность, работа и энергия:
1 Вт ч = 3600Дж
1 кВт ч = 3,6*10-6 Дж = 3,6 МДж = 8,6*10-2 ккал
1 ккал/ч - 1,163 Вт
1 Вт = 0,860 ккал/ч = 3,6 кДж/ч
1 Дж = 2,39*10-4 ккал = 2,78*10-7 кВтч
Давление:
1 Па = 10-5 бap = 9,87*10-6 атм = 7,50*10-3 мм рт. ст.
1 атм = 1,01*105 Па = 1,01 бар = 7,6*102 мм рт. ст.
1 Торр = 1 мм рт. ст. = 1.33*102 Па = 1,33*10-2бар =
= 1,32*10-3 атм
1 Па = 1 Н/м2 кг/(м с2)
Теплота
Удельная теплоемкость:
1 Дж/(кг К)=2,39*10-4 ккал/(кг °С)
1 ккал/(кг °С) =4,19*103 Дж/( кг К)
Теплопроводность:
Похожие работы
... тепловой нагрузки. Для перехода на дистанционное управление служит блок 14 (БРУ-У), соединенный через пускатель 75 (ПРБ-74) с двигателем 16 (МЭО 25/100), перемещающим P.O. III. Теплота сгорания топлива контролируется датчиком 17 (КГ-7093.01), корректирующий импульс формируется во вторичном приборе 18 (КГ-7093.02). Коррекция задания при изменении тепловой нагрузки осуществляется с помощью блока ...
... свинца в качестве катодного материала в резервных источниках тока. Теллурид свинца самый широкоприменяемый материал в производстве термоэлектрогенераторов и термоэлектрических холодильников. Глава 2. Извлечение свинца из колошниковой пыли Процесс рафинирования цинка Процесс предназначен для обработки свинецсодержащих остатков, получающихся при выщелачивании конверторной и другой пыли, ...
варов. В виде пленки его широко используют для упаковки различных товаров, в сельском хозяйстве и строительстве. Приборы для окон и дверей. Приборы для окон и дверей по назначению подразделяют на приборы установочные, запорные и замки. Каждый вид приборов и приспособлений подразделяют по материалу, назначению, способу изготовления, способу крепления, конструкции, наличию дополнительных ...
0 комментариев