Навигация
Прейскурантная характеристика материалов
28171
знак
13
таблиц
0
изображений
2.1 Прейскурантная характеристика материалов
Таблица 1
| Наименование материала | Артикул | Ширина, м | Поверхностная плотность, г/м² | Технические показатели | |||
| усадка,% | линейная плотность, текс | ||||||
| по основе | по утку | по основе | по утку | ||||
| Облегчённая полушерстяная ткань“Лолита” | 451992 | 142-152 | 320-650 | 2,5 | 2 | 2 | 2 |
| Саржа | 42165 | 100 | 149 | 3,5 | 1,5-2 | 1303 | 25 |
| Флизелин | 915502 | 125 | 90-100 | 0,4 | 0,7 | 0,8 | 0,6 |
2.2 Подбор игл и ниток
Таблица 2
| Наименование материала | Класс машин | Толщина ниток, текс | № игл | Количество стежков в 1 см строчки | |
| х/б | шёлк | ||||
| Облегчённая полушерстяная ткань “Лолита” | 1022 | 30-40 | 18 | 100 | 3-5 |
| 302-2 | 30-40 | 18 | 120-130 | 2,5-5,5 | |
| 2222 | 30-40 | 18 | 130-150 | 2-5,9 | |
| Саржа | 97-А | 30-40 | 18 | 90 | 3-5 |
2.3 Режимы обработок рекомендуемых материалов на оборудовании для влажно-тепловой обработки
Таблица 3
| Наименование материала | Марка оборудования | Темпер. глад. поверхности, t° | Время выдержки. сек | Давление, кг/см | Влажность, % | |||
| утюг | прес | утюг | прес | утюг | прес | |||
| Облегчённая полушерстяная ткань“Лолита” | Cs-371 | - | 110-130 | - | 60 | - | - | - |
| Саржа | Cs-394 | 90-100 | - | 10-20 | - | 0,1 | - | 5-10 |
| Флизелин | Cs-371 | 120-130 | 150-170 | 30-40 | - | 0,2 | - | 10-15 |
3. Выбор оборудования и проектируемых методов обработки
3.1 Характеристика проектируемых методов обработки
Таблица 4
| Наименование узла | Технологические условия на обработку |
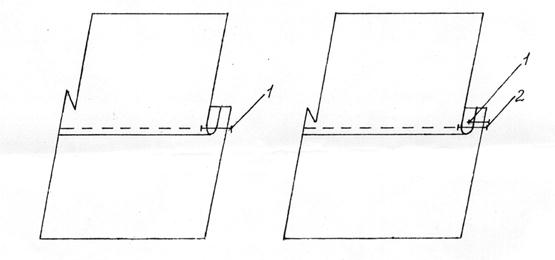
| 1. Соединяющие швы: Стачной в разутюжку (передний и локтевой швы рукава, средний шов спинки, плечевые и боковые швы). | 1. Две детали укладывают лицевыми сторонами внутрь. 2. Уравнивают срезы и прокладывают строчку Шш=1-1,5 см. 3. После стачивания припуски на шов раскладывают на две стороны и разутюживают. |
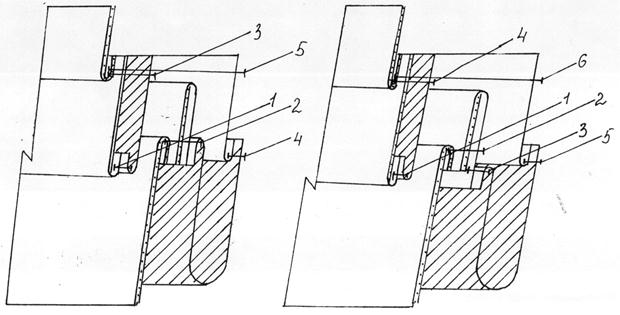
| 2. Карман в рельефном шве. | 1. Притачивание подкладки к полочке. 2. Заутюживание припусков шва в сторону подкладки. 3. Стачивание рельефного шва вместе с подкладкой. 4.Заутюживание в сторону центра. |
| 3. Обработка воротника | Нижний воротник. 1. Стачивание частей воротника. 2. Припуски шва подрезают на уголок. 3. Припуски шва разутюживают. Верхний воротник. 1. Приутюживание. 2. Обтачивание воротника и подрезание на уголок. 3. Вывёртывание. 4. Вымётывание. 5. Приутюживание воротника. 6. Удаление нитей вымётывания. |
| 4. Соединение воротника с горловиной. | 1. Втачивание воротника в горловину. 2. Стачивание швов раскепов. 3. Разутюживание припусков шва. 4. Закрепление припусков в шов втачивания нижнего воротника. 5. Приутюживание воротника в готовом виде. |
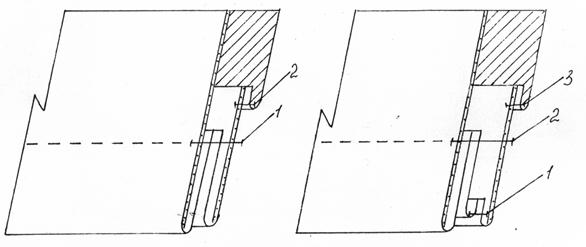
| 5. Обработка низа изделия. | 1. Дублирование низа изделия. 2. Заутюживание подгиба изделия. 3. Притачивание подкладки к низу изделия. 4. Приутюживание в готовом виде. |
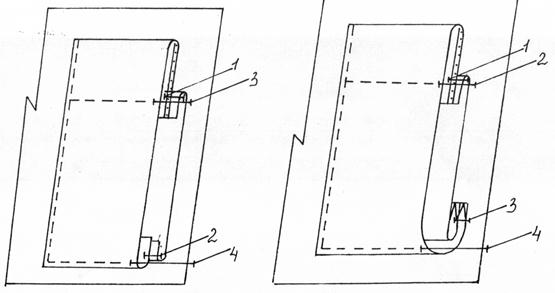
| 6. Обработка борта. | 1.Прокладывание клеевой кромки по линии сгиба борта. 2. Заутюживание борта. 3. Притачивание подкладки к подборту. |
| 7. Накладной карман. | 1. Стачивание подкладки с верхним срезом. 2. Припуски заутюживают. 3. Обтачивание кармана. 4. Высекают в углах. 5. Приутюживают в готовом виде. |
| 8. Обработка вытачек. | 1. Стачивание вытачек. 2. Заутюживание в сторону центра. |
3.2 Характеристика проектируемого оборудования и средств малой механизации
Таблица 5
| Класс машины, завод произво-дитель. | Назначение машины. | Вид строчки. | Ширина стачива-ния матери-ала | Скорость вращения гл.вала, об/мин. | Габариты и масса машины, мм, кг. | Примечание |
| 1022 кл ПМЗ | стачивание, настрачивание, застрачивание, притачивание, обтачивание. | Двухни-точная челночная. | 5 | 4500 | 520×170 ×316, 21 кг | Централизован-ная смазка механизмов, автоматическое устройство для наматывания ниток. |
| 2222 кл ПО “Промшвеймаш” | вымётывание бортов. лацканов. воротников, замётывание рукавов. | Однониточ-ная цепная. | 6 | 3000 | 520×178 ×360, 21 кг | |
| 302-2 | втачивание рукава с посадкой | челночная | 3 | 2000 | 562×178 ×590, 45 кг | возможна посадка в процессе работы машины |
| 97-А кл “Промшвеймаш” | стачивание, застрачивание, настрачивание. притачивание, втачивание. | Двухниточ-ная челночная | 4 | 4500 | 510×175 ×340, 26,5 кг | Централизован-ная автоматическая смазка машины. |
| 73401-83(62761-Р3) “Минерва” | изготовление петель. | Двухниточ-ная цепная зигзагообразная. | 6 | 2200 | длина петли без закрепки 10-30 мм, с закрепкой 13- 35 мм, ширина петли 4-8 мм, под обмёточные стежки прокладывается каркасная нитка. |
Похожие работы
... и внутренние качества заказчицы, проанализированы особенности фигуры, выявлены достоинства и недостатки. Также были изучены тенденции современной моды, и на основе всего вышеперечисленного была создана серия моделей женского демисезонного пальто. Серия моделей создаётся для того, чтобы заказчик мог выбрать наиболее подходящее для него, а также, чтобы можно было наглядно увидеть сочетание стиля, ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...
... доход Руб. 51 840,0 10. Чистая прибыль Руб. 157 408,8 11. Затраты на один рубль реализации Руб. ****** 12. Рентабельность % 12,84 37 Аннотация Курсовая работа по теме: «Составление бизнес-плана ателье» содержит такие разделы, как: обща характеристика предприятия и продукции, анализ рынка конкурентов, план маркетинговой деятельности, производственного плана и финансового плана. ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...
0 комментариев