Навигация
Разработка и внедрение технологического процесса по изготовлению женской одежды пальтово-костюмного ассортимента
169867
знаков
56
таблиц
20
изображений
Реферат
Дипломный проект выполнен на тему: «Разработка и внедрение технологического процесса про изготовлению женской одежды пальтово-костюмного ассортимента»
В дипломном проекте рассмотрены вопросы организации технологического процесса, выбора методов обработки, оборудования, расчет швейного цеха, разработка модельной конструкции на конкретную фигуру с учетом современных тенденций моды.
Актуальность проекта подтверждается экономической эффективностью, а также качеством изделия.
Проект базируется на следующих ключевых понятиях: технология, условия согласования, схема разделения труда, типовая фигура, проектирование, конструкция, эскиз, графическая модель, лекала, структура затрат, оборудование, рентабельность, прибыль, объем производства.
Дипломный проект представлен пояснительной запиской на страниц, содержащей таблиц, рисунков, приложений.
Графическая часть представлена на листах: графическая модель условного изделия и структура затрат, операционная карта, планировка швейного цеха и анализ схемы разделения труда, конструкция жакета, конструкция рукава, эскиз модели, технико-экономические показатели ателье.
Содержание
Введение.. 5
1. обоснование актуальности темы дипломного проекта 6
1.1. Оценка базового уровня предприятия. 6
1.1.1. Технико-экономический анализ деятельности предприятия. 6
1.1.2. Анализ рынка товаров и услуг. 7
1.1.3. Анализ организационно-производственной структуры предприятия. 8
1.2. Предложения по совершенствованию базового уровня предприятия. 9
1.2.1. Разработка маркетинг - плана. 9
1.2.2. Разработка плана производства. 10
2. Технологическая часть.. 11
2.1. Характеристика объекта для проектирования технологического. 11
процесса. 11
2.2. Конфекционирование материалов. 12
2.2.1. Требование к материалам. 12
2.2.2. Характеристика рекомендуемых материалов. 17
2.3. Характеристика степени подготовки изделия к примерке. 23
2.4. Выбор методов обработки и оборудования. 23
2.5. Предварительный расчет швейного цеха. 30
2.5.1. Исходные данные для проектирования швейного цеха. 30
2.5.2. Определение специализации швейного цеха. 31
2.5.3. определение числа и мощности бригад. 32
2.5.4. Определение такта процесса. 32
2.5.5 Распределение рабочих по секциям. 33
2.5.6. Предварительная проверка загрузки каждой секции. 33
2.5.7. Уточнение трудоемкости секций. 33
2.5.8. Уточнение числа рабочих по секциям и окончательная проверка загрузки секции 33
2.5.9. Организация централизованных секций. 34
2.5.10 Определение длины агрегатов. 34
2.5.11. Характеристика типа процесса. 34
2.6. Расчет условий согласования и разработка схемы разделения труда. 36
2.7. Анализ технологической схемы разделения труда. 56
2.7.1 Анализ структуры процесса и организационных операций. 56
2.7.2 Анализ загрузки процесса и каждой организационной операции. 56
2.7.3. Анализ загрузки оборудования. 58
2.7.4. Анализ технико-экономических показателей. 59
2.8. План швейного цеха и его анализ. 61
3. Конструкторская часть.. 62
3.1. Техническое задание. 63
3.1.1. Назначение проектируемого изделия. 63
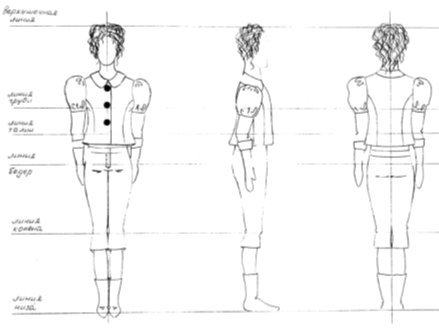
3.1.2. Анализ типа телосложения и внешнего облика заказчика. 63
3.1.3. Требования к конструкции. 65
3.2. Техническое предложение. 66
3.2.1. Анализ направлений текущей и перспективной моды.. 66
3.2.2. Разработка моделей-предложений. 69
3.3. Эскизный проект. 70
3.3.1. Конструктивное описание модели. 70
3.3.2. Анализ конструктивного решения модели. 72
3.4. Технический проект. 73
3.4.1. Характеристика метода конструирования. 73
3.4.1. Выбор исходных данных для конструирования. 74
3.4.2. Расчет и построение конструкции изделия. 74
3.4.4. Изготовление изделия и оценка качества. 75
3.5. Разработка рабочей документации. 78
3.5.1. Разработка комплекта лекал. 78
3.5.2. Нормирование расхода материалов. 79
4. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ. 81
4.1 Организация работы по охране труда в ателье 1 разряда. 81
4.2. Анализ условий труда на рабочем месте швеи. 82
4.3. Состояние техники безопасности на рабочем месте. 83
4.4. Состояние противопожарной защиты в ателье. 84
4.5. Научная организация рабочего места швеи. 85
5. теплотехническая часть.. 87
5.1. Теплоснабжение. 87
5.1.1. Отопление. 87
5.1.2. Вентиляция. 88
5.1.3. Бытовое горячее водоснабжение. 88
5.2. Выбор схем присоединения потребителей к теплосети. 89
5.2.1. Отопление. 89
5.2.2. Вентиляция. 90
5.2.3. Бытовое горячее водоснабжение. 90
5.3. Характеристика теплового пункта. 91
5.4. Выбор подогревателей горячего водоснабжения. 91
5.5. Состав оборудования теплового пункта. 92
6. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ.. 94
Заключение. 106
Библиографический список.. 109
Приложение 1. 111
Приложение 2. 114
Приложение 3. 117
Приложение 4. 119
Введение
При проектировании одежды должны быть использованы последние достижения науки, техники и прикладного искусства. Выбранные конструктивные решения, соответствующие созданию имеющих высокие эстетические свойства, высокие требования, можно удовлетворить постоянно совершенствую технологию пошива изделия.
При этом повышение эффективности процессов изготовления одежды может быть достигнуто за счет использования прогрессивных способов обработки. Для производства высококачественных изделий необходимо хорошо знать строение и свойства материалов, их изменения под воздействием факторов швейного производства. Необходимо научиться выполнять работы: технологических процессов изготовления швейных изделий, определять их ТЭП, осуществлять планировку агрегатов, пользоваться справочной литературой.
1. обоснование актуальности темы дипломного проекта 1.1. Оценка базового уровня предприятия
Базовое предприятие ООО «Имидж» (ЧП Ерохина). По организационно-правовой форме и списочной численности предприятие относится к субъектам малого предпринимательства, учрежденное одним лицом. Предприятие зарегистрировано в 1995 году. Основной вид деятельности – пошив верхней женской одежды без разделения труда, а так же отшив коллекции моделей для участия на выставках.
1.1.1. Технико-экономический анализ деятельности предприятия
Характеристика деятельности предприятия в разряде структурных подразделений представлена в табл. 1
Таблица 1
Характеристика предприятия в разряде структурных подразделений
| Структурные подразделения | специализация | Мощность бригад | Число бригад | Общее число рабочих, чел | Коэф-т сменности | Производственная площадь, м2 | Производственная площадь на одного рабочего, м2 | Кол-во единиц оборудования на одного рабочего | Принадлежность и состояние помещений | примечание |
| Швейный цех | Пошив женской верхней одежды | 9 | 2 | 18 | 1 | 162 | 9 | 1,3 | Взаимно связаны между собой | - |
| Раскройный участок | 1 | 2 | 2 | 1 | 16 | 8 | 1 | - |
Анализ структуры ассортимента средней стоимости изготовления и трудоемкости изделий разных видов представлен в таблице 2.
Таблица 2
Производственная программа за 2002 год
| Группы и виды изделий | Выпуск изделий, шт. | Удельный вес групп и видов изд-й | Трудоемкость изготовления изделий, час | Стоимость изготовления изделий, руб. | Количество рабочих, портных, чел. | ||
| годовой | суточный | ||||||
| на 1 бригаду | шв. цеха | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1.Пальто зим. | 426,7 | 1,7 | 25 | 22,5 | 2500 | 5 | |
| 2. Пальто д/с | 753 | 3,0 | 35 | 18,5 | 2000 | 7 | |
| 3. Жакет | 727,9 | 2,9 | 40 | 16,4 | 900 | 6 | |
| Итого | 1907,6 | 100 | 18 | ||||
Объем реализации услуг составляет 3227860 руб.
Среднегодовая выработка на 1 рабочего 179325,6
Средний тарифный разряд 5,29
Средний тарифный коэффициент 2,24
Средняя расценка на единицу изделия 1800
Процент механизированный работ 28 %
В ателье работает 2 бригады по 9 человек.
1.1.2. Анализ рынка товаров и услугАтелье находится в г. Н-Тагил. Город относится к зоне резко-континентального климата. В связи с изменением сезона изменяется ассортимент производимой продукции. В зимний и переходный период преобладает одежда пальтово-костюмного ассортимента, а летний период – платьево-блузочного. Нарядная одежда не подвержена сезонным колебаниям и пользуется спросом в любое время года.
Ателье расположено в доступном для потребителя месте. Чтобы потребителю было легче найти ателье, оформлена рекламная вывеска и расставлены рекламные штендеры.
Проанализировав ассортимент многих магазинов, выяснилось, что в небольших и крупных магазинах одежда пальтово-костюмного и платьево-блузочного ассортимента представлена в достаточном количестве, но в большинстве случаев она однообразна. Различная одежда присутствует на мелкооптовых рынках, где она намного дешевле, чем в магазинах, но качество снижено. Рыночная конъюнктура складывается исходя из группы товаров, завозимых в регион импортного производства, производимых в других регионах и частично в нашем регионе.
Дом Быта, расположенный недалеко от ателье «Имидж» предлагает свои услуги разного ассортимента, но при этом цена услуги очень высокая. Рядом располагается несколько ателье, но в них представлено недостаточно изделий для женщин больших размеров и ассортимент изделий ограничен.
Выбор группы потребителей и выбор сегмента рынка опирается на следующие факторы:
- географический – Н-Тагил;
- демографический – от 18 до 50 лет;
- социальный – уровень доходности в пределах 2500-10000 руб.:
- поведенческий – поиск выгод, степень случайности;
- психологический – приверженности к классике, авангарду.
На основе анализа сегментов рынка можно сформировать ассортиментную концепцию, которая обеспечит проектирование одежды, необходимой целевому потребителю:
- по назначению – для повседневной носки (пальто, жакеты);
- по конструктивному решению изделия: пальто – прямого, трапецивидного, прилегающего силуэтов с втачными рукавами, цельнокроеными, реглан.
Основными критериями являются функциональность, комплектность и рациональность. Изделия легко одеваются и просты в уходе.
1.1.3. Анализ организационно-производственной структуры предприятияАтелье «Имидж» - общество с ограниченной ответственностью, расположено в городе Н-Тагил по адресу: ул. Газетная, 87. Размер уставного капитала 50000 руб. Предприятие имеет одного участника с долей 100 %. Основной вид деятельности – пошив женской верхней одежды, а так же отшив коллекции моделей для участия в выставках.
Анализ организационно-производственной структуры предприятия:
1. Ателье – физическое лицо, руководитель – директор. Структура управления показана на рисунке 1.
Рис1. Организационная структура
2. Численность руководящих работников 1 человек и 2 бригады швей по 9 человек и по 1 закройщику.
3. Качество изделий контролирует закройщик, он же выдает готовые изделия заказчикам.
4. Штатное расписание:
Приемщик заказов – 1 чел.
Закройщик 2 чел.
Швеи – 18 чел.
Всего: 19 чел.
5. Оборудование в ателье: 6 основных машин, 2 резервные, 4 гладильных стола, 4 утюга, 2 раскройный стола.
6. Ателье располагается в помещении, аренда которого составляет 20000 руб. в месяц.
1.2. Предложения по совершенствованию базового уровня предприятия. 1.2.1. Разработка маркетинг - плана.Для предприятия выбирается тип системы распространения товара:
- по индивидуальным заказам;
- по типу мелкосерийного производства (по договорам с предприятиями).
Выбран калькуляционный метод ценообразования.
Чтобы увеличить спрос на предлагаемую продукцию, предусматривается ряд рекламных мероприятий (Таблица 3)
Рекламные мероприятия необходимо осуществлять периодически, учитывая сезонные колебания спроса.
При составлении графика рекламных мероприятий учитывают то, что рекламное сообщение должно доводиться до сведения максимального числа потребителей при минимальных затратах.
Таблица 3
График рекламных мероприятий
| Средства рекламы | Месяцы | Стоимость рекламы | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||
| 1. Газета «Рекламный вестник» | * | * | * | * | * | * | * | * | * | * | * | * | - |
| 2. Газета «Тагильский рабочий» | * | * | * | * | * | * | 250 | ||||||
| 3. Бегущая строка на РТР | * | * | * | * | 600 | ||||||||
| Итого | 850 | ||||||||||||
Цель рекламы:
- укрепление имиджа;
- привлечение заказчиков;
- доведение до сведения покупателей о существовании данного предприятия на рынке услуг.
Выбор средств рекламы обусловлен популярностью и доступностью средств массовой информации.
1.2.2. Разработка плана производстваПредлагаемая продукция будет изготавливаться на действующем предприятии ООО «Имидж». Ателье имеет выгодное месторасположение – микрорайоне, где конкурентов немного и аренда помещения намного ниже по сравнению с центром города.
В ателье пошив верхней женской одежды осуществляется без разделения труда, следовательно трудоемкость была высокой, зачастую оборудование либо простаивало, либо портные ожидали его освобождения, теряя рабочее время.
В летний период было не достаточно работы.
В связи с вышеперечисленным руководством поставлена задача спроектировать технологический процесс и внедрить схему разделения труда, что позволит увеличить выпуск изделий, а в летнее время осуществлять мелкосерийное производство, что позволит увеличить объем услуг с одного м2 с производственной площади.
Данный выбор основан на наличии спроса на этот товар и у предприятия есть необходимое оборудование: универсальные, спецмашины.
Исходными данными для расчета производственной программы являются
- площадь швейного цеха – 162 м2;
- количество человек в бригаде – 9 чел;
- специализация процесса – ассортиментная.
Для расчета производственной программы принимается односменный режим работы с коэффициентом сменности – 1.
Условно-производственная программа представлена в таблице 4
Таблица 4
Производственная программа за 2003 год ООО «Имидж»
| Группы и виды изделий | Выпуск изделий, шт. | Удельный вес, % | Трудоемкость изготовления изделий, час | Количество рабочих, портных, чел. | ||
| годовой | суточный | |||||
| на 1 бригаду | шв. цеха | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Пальто зимнее | 615 | 1,23 | 1,23 | 25 | 16,2 | 5,35 |
| 2. Пальто д/с | 845 | 1,97 | 1,97 | 35 | 14,2 | 6,56 |
| 3. Жакет | 1045 | 2,09 | 2,09 | 40 | 11,5 | 6,07 |
| Итого | 2505 | 100 | 41,9 | 17,98 | ||
2. Технологическая часть 2.1. Характеристика объекта для проектирования технологического процесса
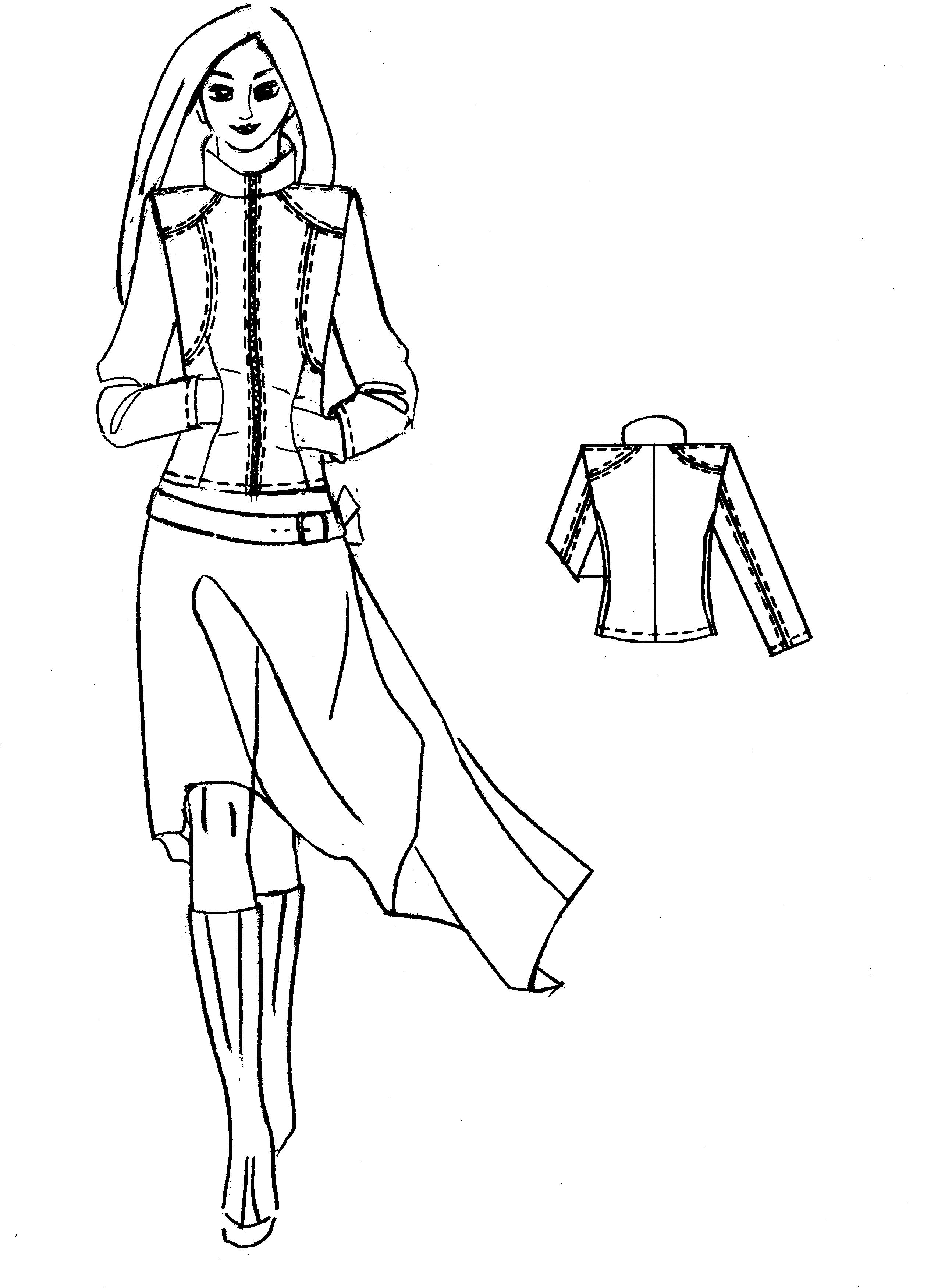
Для проектирования технологического процесса предлагается условное изделие на базе 5 моделей, которое представлено на рис. .
Оценка условного изделия осуществляется расчетом коэффициента разнообразия фасонов по формуле:

где: bi — коэффициент весомости элементов фасона изделия:
b1= 0,2 — рельефы, отрезные бочки, горизонтальные линии и др.
b2 = 0,3 — воротник, лацканы;
b3 = 0,2 — карманы, лацканы, листочки;
b4 = 0,1 - рукава разных покроев или разных фасонов;
Ni - количество изделий, имеющих разнообразные решения элементов фасона изделия, (шт.);
Описание условного изделия представлено в виде графической модели. В виде закодированных блоков представлено большое разнообразие фасонных, конструктивных и технологических элементов, встречающихся в изделии женской одежды.
Описание условного изделия представляется на секцию подготовки изделия к примерке и на секцию дошива изделия после примерки.
К графической модели (Приложение 1) прилагается расшифровка кодов.
2.2. Конфекционирование материалов. 2.2.1. Требование к материалам.
Выбор свойств и предъявление требований к материалам – ответственный и наиболее трудоемкий этап. Они устанавливаются в зависимости от моделей – предложений, особенностей, конструкции, применяемой технологии, назначения изделия и условий его эксплуатации.
В соответствии с назначением применяемые материалы должны иметь свойства, определяющие эстетический вид изделия, срок эксплуатации, гигиенические свойства. Кроме того, материал определяет выбор конструкции и параметры технологической обработки.
К свойствам, определяющим эстетический вид изделия, можно отнести в соответствие внешнего вида материала направлению моды (художественно-колористическое оформление, структура, а также несминаемость).
Следующая группа свойств определяет выбор конструкции: поверхностная плотность, толщина материала, жесткость при изгибе, сопротивление раздвигаемости нитей в тканях и швах. Поверхностная плотность зависит от структуры и влияет на выбор материала для изделия.
Толщина материалов для одежды оказывает большое влияние на их назначение, выбор методов обработки швейных изделий, на расход швейных ниток, на регулировку швейных машин. Толщина оказывает влияние на драпируемость, жесткость, воздухопроницаемость и другие свойства материалов для одежды.
При выборе материалов для изделия следует ориентироваться на жесткость при изгибе. Предлагаемая модель имеет четкие и строгие линии, поэтому материал должен быть подобран с достаточной жесткостью.
Но, с другой стороны, одежды из материалов с повышенной жесткостью стесняет движения человека и плохо облегает фигуру. Таким образом, рекомендуемый материал должен иметь средние назначения этого показателя качества.
Раздвигаемость нитей в швах происходит в одежде, сильно облегающей фигуру, в основном в проеме при зауженной спинке и в локтевых швах, где швы испытывают значительные усилия растяжения, приводящие к их разрушению. Выбранная модель – полуприлегающего силуэта, поэтому ее рекомендуется изготовлять из тканей с повышенной стойкостью к раздвигаемости. Раздвигаемость нитей в ткани в значительной степени зависит от параметров структуры пряжи или нитей, от структуры ткани и видов ее отделки, от волокнистого состава выбранной ткани. Так, наибольшая развигаемость в тканях с резко различными толщинами основных и уточных нитей, или, чем более гладкие нити основы и утка, тем легче они смещаются относительно друг от друга. Этот показатель учитывается при подборе подкладочных тканей.
Из группы свойств, определяющих комфортность пододежного слоя, наиболее значимыми для предложенной модели являются пылепроницаемость и пылеемкость, а также электризуемость и воздухопроницаемость.
На воздухопроницаемость материалов для одежды влияют размеры и формы пор между нитями, волокнами, толщина и характер поверхности, крутка нитей, показатели заполнения. При одинаковом поверхностном заполнении ткани полотняного переплетения имеют меньшую воздухопроницаемость, чем ткани саржевого и атласного переплетений.
Пылепроницаемость зависит от тех же факторов, что и воздухопроницаемость. Плотные материалы с гладкой поверхность загрязняются меньше, чем материалы с рыхлой или шероховатой поверхностью. Ткани из синтетических волокон загрязняются не меньше, но причиной является их высокая электризуемость.
Материалы с малыми пылепроницаемостью и пылеемкостью являются более гигиеничными и требуют меньших затрат времени по уходу за швейными изделиями из них.
Электризуемость – явление в основном отрицательное. Наличие зарядов на поверхности текстильных материалов приводит к ухудшению некоторых механических свойств материала, создает опасность электрического удара, вызывает прилипание одежды к телу человека, оказывает неблагоприятное воздействие на его организм.
В группу эксплуатационных свойств материала включены следующие показатели: разрывная нагрузка, раздирающая нагрузка, изменение линейных размеров от различных воздействий, стойкость к истиранию по плоскости и сгибам, устойчивость окраски к различным воздействиям, формоустойчивость, пиллингуемость. Разрывная и раздирающая нагрузки характеризуют прочностные свойства материала. Эти показатели зависят от линейной плотности нити, от вида волокон, от поверхностной плотности и вида переплетения. Прочностные характеристики (разрывная, раздирающая нагрузки) для выбранных материалов могут иметь среднее значение.
Изменения линейных размеров может происходить в процессе производства одежды, а также при ее эксплуатации. Чаще всего возникает усадка.
В процессе производства после тепловых обработок ухудшается качество швейных изделий (происходит искажение конструкции и формы швейных изделий), кроме выше указанного увеличивается материалоемкость в результате увеличения припуска на усадку.
Особое внимание следует уделить комплектующим материалам (подкладочным, прокладочным, скрепляющим) из-за их разноусадочности.
В процессе эксплуатации изделия подвергаются химической чистке, и под влиянием тепла, влаги, моющего раствора, растворителей и механических воздействий происходит дальнейшая усадка. Фактором, влияющим на усадку, может быть вид волокон материала и окончательная отделка (прессованием, каландрованием) текстильного материала. Величина усадки зависит от факторов, способствующих развитию процесса релаксации и установлением равновесного состояния нити в структуре материала ( химический состав волокна, линейная плотность нитей основы и утка, коэффициент крутки нитей, условия красильно-отделочного производства, температура обработки, состав раствора). Для проектируемого изделия рекомендуются ткани безусадочные и малоусадочные.
Стойкость материала к истиранию является важным эксплуатационным свойством, которое влияет на внешний вид изделия. Стойкость всех материалов к истиранию зависит от состава, длины волокна, крутки и толщины пряжи, вида переплетения и отделки.
Пиллингуемость – отрицательное свойство материалов, которое сильно ухудшает внешний вид изделия. Наибольшей пиллингуемостью обладают материалы, выработанные с использованием полиамидных и полиэфирных волокон.
Для многих изделий из текстильных полотен большое значение имеет прочность окраски к воздействиям света, светопогоды, мыльного раствора, стирки, пота, глажения, трения, химической чистки. Под воздействием этих факторов происходят физико-химические изменения структуры красителей, нарушается прочность цвета и ухудшается внешний вид изделия. Для изделия рекомендуются ткани с хорошей устойчивостью окраски к различным воздействиям.
Помимо определения качества формы новой одежды весьма важны прогнозирование и оценка сохраняемости, т.е. формоустойчивости - способности одежды (материала) выдерживать многократные воздействия различного характера, не накапливая пластических деформаций. Наиболее значимыми для костюмных тканей являются несминаемость и усадка.
При выборе параметров технологической обработки важны следующие свойства материалов: толщина, стойкость тканей к осыпаемости нитей, стойкость ткани к раздвигаемости, теплостойкость волокон, термостойкость волокон.
Степень закрепления нитей в ткани оценивается показателем – осыпаемость. Осыпаемость тканей вызывает необходимость дополнительных операций в швейном производстве (обметывание осыпающихся срезов) и увеличивает материалоемкость из-за дополнительных припусков на швы.
В процессе влажно-тепловой обработки материалы подвергаются воздействию высоких температур. Для выбора оптимальных режимов ВТО необходимо знать тепло- и термостойкость текстильных материалов. Знание теплостойкости необходимо при оценке качества текстильных полотен, применяемых в условиях тепловых обработок, их сушки, продолжительного, но сильного нагрева. Термостойкость важна при обработке. Так, при соприкосновении полотен с нагретой поверхностью пресса может возникнуть перегрев и разрушение материала.
Требования предъявляемые к подкладочным тканям, подразделяются на те же основные группы: эстетические, конструкторско-технологические, эксплуатационные и гигиенические. Подкладочная ткань должна сочетаться по цвету с основной тканью, а также соответствовать ей по толщине и поверхностной плотности. Жесткость подкладочной ткани не должна быть больше жесткости основной. Рекомендуются ткани с малым значением прорубаемости, раздвигаемости нитей в тканях и швах. Подкладочные ткани должны обладать низким коэффициентом трения (тангенциального сопротивления). Трения способствуют быстрому износу, образованию пиллей, снижению прочности, а также накоплению статического заряда. Коэффициент трения зависит от таких факторов, как волокнистый состав, переплетение, плотность, отделка и др. Меньшим значением коэффициента трения обладают гладкие ткани со скользящей поверхностью.
Значение такого показателя, как усадка ткани после мокрых обработок (замочки) не должно превышать значение аналогичного показателя основной ткани более, чем на 0,5%.
Износостойкость подкладочных тканей должна быть не менее 1000 циклов. Однако, при подборе материалов в пакет изделия, достаточно, чтобы значение этого показателя было не ниже, чем для основной ткани. Значение показателей "разрывная нагрузка", "раздирающая нагрузка", "устойчивость окраски к различным воздействиям" не должны быть ниже нормативных.
Показатели качества для прокладочных материалов классифицированы также как для основных и подкладочных материалов. Поверхностная плотность и толщина прокладочных материалов должны соответствовать поверхностной плотности и толщине основных материалов.
При оценке качества учитывают клеящую способность, которая характеризуется сопротивлением расслаиванию. Взаимодействуя с химическими реагентами во время стирки или химической чистки, клей может разрушиться или изменить свои свойства, поэтому по изменению прочности при расслаивании определяют устойчивость клеевого соединения к химчистке и стирке.
Для клеевых материалов важно знать значения несминаемости и жесткости, определяющие область их использования. Показатели качества к основных подкладочных и прокладочных материалов и их значения представлены в табл.5.
Качество швейных изделий в большей степени определяется качеством ниточных соединений. Основными критериями качества ниток служат нагрузка и уединение при разрыве. Показатели нагрузки и удлинения швейных ниток зависят от их линейной плотности и составляют соответственно для хлопчатобумажных ниток 5- 23Н и 3-6%; армированных – 10-20Н и 18-24%; прозрачных – 40-100Н и 20-35%.
Швейные нитки по линейной плотности и волокнистому составу должны соответствовать толщине материала и его волокнистому составу.
Швейные нитки должны быть уравновешенными по крутке, равномерными по толщине, гибкими и эластичными, быть мало – или безусадочными. Из-за больших скоростей работы швейных машин большое значение имеет термостойкость ниток. Для предотвращения обрыва ниток значение показателя термостойкости не должно быть меньше температуры нагрева иглы.
Диаметр пуговицы, рекомендуемой для жакета, должен быть 20-35мм. Толщина должна быть не менее 1,6 мм. Качество пуговиц устанавливается по результатам внешнего осмотра, а также на основании показателей их основных свойств. При внешнем осмотре определяют правильность их формы, размеров, рисунка на лицевой стороне. Пуговицы должны быть без царапин, трещин и пятен, не иметь острых краев и заусенцев. Пластмассовые пуговицы должны выдерживать статическую нагрузку не менее 5 даН.
Пуговицы из полиамидной и полиэфирной смол, сополимеров стирола, меланита, пропилена испытывают на термостойкость. Пуговицы из металла, аминопласта, полиамида, фенопласта, пропилена должны быть испытаны на химическую устойчивость. Необходима проверка на устойчивость окраски пуговиц.
Таблица 5.
Основные показатели качества материалов
| Группа требований | Показатель, единицы измерения | Значение показателей качества материалов | ||
| основных | подкладочных | прокладочных (для жакета) | ||
| 1 | 2 | 3 | 4 | 5 |
| 1.Эстетические | - художественно - колористическое оформление, балл | 17-20 | 13-16 | |
| -структура, балл | 10-12 | 7-8 | ||
| 2.Конструкторские | -поверхностная плотность, г/м2 | 150-350 | 50-110 | |
| -толщина, мм | 0,4-1,2 | 0,07-0,2 | ||
| -жесткость при изгибе, мкН см2 (по основе), не более | 4000-9000 | 500-2000 | ||
| - сопротивление раздвигаемости нитей в ткани, даН, не менее | 2 | 1,5 | ||
| -сопротивление раздвигаемости нитей в швах, даН, не менее | 7 | 5 | ||
| 3. Эксплуатационные | сминаемость, не более | 0,3 | ||
| - несминаемость, Кн, %, не менее | 60 | 46 | 60 | |
| - пластическая деформация, % не более | 1 | - | - | |
| Продолжение таблицы 5 | ||||
| 1 | 2 | 3 | 4 | 5 |
| - изменение линейных размеров после мокрых обработок, %, не более по длине по ширине | 3,5 2,0 | 3,5 2,0 | 2,0 1,5 | |
| - сопротивление расслаиванию, даН/см, не менее | - | - | 0,3 | |
| - пиллингуемость, шт. на 10см2, не более | 2 | 4 | - | |
| - стойкость ткани к истиранию по плоскости, циклов, не менее | 1500 | 1000 | - | |
| - раздирающая нагрузка, даН, не менее | 3 | 1,5 | 1,5 | |
| - прочность окраски к воздействию пота, глажения, сухого и мокрого трения, балл, не менее | 4 | 4 | - | |
| -разрывная нагрузка, даН, не менее: по основе по утку | 50 30 | 30 20 | 5 5 | |
| 4. Гигиенические | -воздухопроницаемость, дм3/м2с не менее | 30-375 | 135 | - |
| -удельное электрическое сопротивление, Ом·м | 1011-1013 | 1011-1013 | - | |
| 5. Технологические | - толщина, мм | 0,4-1,2 | 0,07-0,20 | 0,2-1,50 |
| - стойкость ткани к осыпаемости нитей, мм, не более | 2 | 5 | - | |
| - теплостойкость, 0С | 140-160 | 130 | 115 | |
| - термостойкость, 0С | 170-200 | 160 | 135 | |
| - неровнота по массе, %, не более | - | - | 7 | |
Выбор материалов в пакет швейного изделия проводится с учетом соответствия свойств материалов, предъявленным к ним требованиям, с учетом направления моды и конструктивных особенностей. В настоящее время большое распространение получили однотонные с шелковым блеском ткани, эластичные по уточной системе нитей.
Эластичность достигается использованием текстурированных нитей или добавлением эластичных волокон лайкры или спандекса (образцы № 1, № 3). Процент пластической деформации в таких тканях минимален, поэтому в процессе эксплуатации они не вытягиваются в области локтей и колен.
Предложенные материалы имеют ряд недостатков: пиллингуемость, образование ласс и потертостей в процессе эксплуатации, плохие гигиенические свойства, так как материалы выполнены из полиэфирных нитей (образцы №1, №2, №3). Недостатки компенсируются красивым внешним видом материала и небольшим сроком службы изделия, которое будет изготовлено из этих материалов.
Кроме синтетических тканей, рекомендуется использовать полушерстяные ткани, гигиенические свойства которых значительно лучше. Предложенный образец №4 имеет хорошую воздухопроницаемость, низкую пиллингуемость.
Подкладочные ткани из синтетических нитей (полиамидных и полиэфирных) имеют хорошие эксплуатационные свойства: износостойкость, несминаемость, малоусадочность (образцы № 5, 7,8), но имеют неудовлетворительные гигиенические свойства. Вискозно-капроновые подкладочные материалы (образец № 6) лучше по гигиеническим свойствам.
Подкладочные материалы по поверхностной плотности, толщине, составу подобраны в соответствии с основными материалами.
Необходимая четкость конструктивных линий достигается правильным подбором клеевых прокладочных материалов (образцы № 9, 10), которые соответствуют по толщине, поверхностной плотности и усадки основным материалом. Трикотажный способ производства и точечный способ нанесения клея способствует прочности клеевого соединения и устойчивости к расслаиванию. Применяются для дублирования деталей полочки, воротника, придают форму и предохраняют от растяжения по краям бортов и воротника, а также от деформации отдельных участком полочки.
Характеристики всех рекомендуемых материалов приведены в табл 6.
Для обработки материалов предложены швейные нитки, линейная плотность и волокнистый состав которых соответствует поверхностной плотности, толщине и волокнистому составу тканей. Характеристики приведены в табл. 8.
С учетом строения и свойств материалов выбраны режимы ВТО, они представлены в табл. 9.
Для жакета выбрана круглая пуговица с полупотайной ножкой диаметром 30 мм, толщина пуговицы – 3мм. Пуговица для брюк – круглой формы с двумя отверстиями диаметром 15 мм. Тесьма-молния для брюк рекомендуется "потайная", с пластмассовыми звеньями длиной 18-20 мм.
Низ изделия и низ рукавов закреплены клеевой кромкой. Клеевая кромка представляет собой нетканое полотно, состоящее из тонких "волокон" клеевого полимера, скрепленных между собой в процессе формования паутинки аэродинамическим способом из расплава полимеров ПА 6/6, 6/610 и платамида М-995. Слои ткани соединяются путем горячего прессования.
Таблица 6
Характеристика рекомендуемых материалов
| № п/п | Вид и волокнистый состав | Линейная плотность, текс | Плотность, число нитей на 10 см | Поверхностная плотность, г/м2 | Переплетение | Толщина мм | Ширина, см | |||||
| Основа | Уток | Основа | Уток | Основа | Уток | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| 1 2 3 4 5 6 7 8 | НПэф НПэф НПэФ Пр:ВШрс, ВПэф НПэф НК НК НПэф | КрПэф КрПэф НПэф НПУ Пр:ВШРсВПэф НПэф НВвис НК НПэф | 32 14 18 36 8 13 14 14 | 30 28 40 40 8 14 14 16 | 748 790 668 340 370 240 390 500 | 386 354 240 290 360 470 310 230 | 222 211 256 230 56 68 64 80 | атласное усиленная саржа атласное двухслойное на основе полотняного переплетения полотняное полотняное полотняное крупноузорчатое | 0,49 0,45 0,45 0,66 0,08 0,13 0,09 0,13 | 150 150 150 150 110 140 150 160 | ||
Таблица 7
Характеристика прокладочных материалов
| № п/п | Способ производства | Поверхностная плотность г/м2 | Волокнистый состав | переплетение | Число нитей (петель) на 10 см | толщина | назначение | ||
| грунта | Прошивной нити | По гориз | По верт | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 9 | Основовязаное трикотажное полотно | 106 | Пр: Ввис, Впэф | Нпэф | Комбинированное с прокладыванием уточных нитей | 110 | 130 | 0,39 | Прокладочный материал для дублирования деталей жакета |
| 10 | Основовязаное трикотажное полотно | 100 | Пр: Ввис, Впэф | Нпэф | Комбинированное с прокладыванием уточных нитей | 110 | 100 | 0,24 | Прокладочный материал для дублирования деталей жакета |
Таблица 8
Рекомендации по применению швейных ниток
| Скрепляемый материал | Вид строчки | Код строчки | Вид швейных ниток | Условное обозначение, (линейная плотность, текс) |
| 1 | 2 | 3 | 4 | 5 |
| № 1;2;3 | сметочная (временное соединение деталей) | 209 | хлопчатобумажные | 50 (39,4) 60 (30,3) |
| Стачивающая | 301 | армированные с полиэфирной оплеткой полиэфирные из комплексных нитей | 35 ЛЛ (34,5) 35 ЛЛ (34,5 | |
| Петельная | 404 | армированные с полиэфирной оплеткой | 35 ЛЛ (34,5) | |
| пуговичная | 202 | армированные с полиэфирной оплеткой полиэфирные из комплексных нитей | 35 ЛЛ (34,5) 45 ЛЛ (43,5) | |
| №4 | Временное соединение | 209 | хлопчатобумажные | 50 (39,4) |
| Стачивающая | 301 | армированные с полиэфирной оплеткой армированные с хлопковой оплеткой | 35ЛЛ (34,5) 36ЛХ (34,5) | |
| Петельная | 404 | Полиэфирные из комплексных нитей армированные с полиэфирной оплеткой | 33Л (37,5) 35ЛЛ (34,5) 45ЛЛ (43) | |
| пуговичная | 202 | армированные с хлопковой оплеткой | 36ЛХ(34,5) 44ЛХ-I(45) | |
| № 5,8 | стачивающая | 301 | армированные с полиэфирной оплеткой полиэфирные из комплексных нитей | 25ЛЛ (25,6) 22Л (24,5) |
| №6,7 | стачивающая | 301 | армированные с полиэфирной оплеткой полиэфирные из комплексных нитей | 25ЛЛ (25,6) 22Л (24,5) |
Таблица 9
Рекомендуемые режимы влажно-тепловой обработки
| Материал | Толщина, мм | Переплетение | Волокнистый состав | Температура, 0С | Температура нагрева, 0С | Увлажнение, % к массе материала | ||
| теплостойкости | термостойкости | утюга | пресса | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 2 3 4 5,8 6 7 9 10 | 0,49 0,45 0,53 0,66 0,08 0,13 0,13 0,09 0,39 0,24 | атласное усиленная саржа атласное двухслойное полотняное полотняное полотняное основовязаное трикотажное полотно | НПэф НПэф НПэф НПУ Пр: ВШРс ВПэф НПэф Нк НВис НК Пр: Ввис Пр: Пэф клей поли- амид- ный | 160-170 160-170 160-170 130-140 140-160 160-170 160-170 120-130 130-150 120-130 130-150 160-170 115 | 170-200 170-200 170-200 150 170-180 170-200 170-200 150 200-220 150 200-220 170-200 125-135 | 160 160 140 170 160 130 130 130-140 | - - - 160 - - - 120-130 | 10 10 10 30 10 10 10 10-20 |
2.3. Характеристика степени подготовки изделия к примерке
Выбор степени готовности изделия к примерке обуславливается категорией предприятия, видом изделия, количеством примерок и их удельным весом, методом проектирования одежды и опытом работы передовых закройщиков.
Поскольку женский жакет будет изготавливаться в ателье по разработанным на модель лекалам, то одной примерки будет достаточно, чтобы откорректировать и посадить изделие на заказчика. К примерке выполняются следующие операции:
- перевод меловых линий:
- влажно-тепловая обработка деталей изделия:
- сметывание всех срезов швов:
- приметывание отделочных деталей:
- вметывание нижнего воротника в горловину:
- заметывание низа изделия и низа рукавов:
- вметывание правого рукава в пройму изделия.
В данном проекте решение поставленной задачи достигается путем расширения услуг, повышения качества, подготовки профессиональных работников для ателье, совершенствование конструкторско-технологической подготовки производства, повышения качества обслуживания.
2.4. Выбор методов обработки и оборудованияС учетом характеристик показателей конструктивно-технологических свойств материалов, составляющих пакет изделия, выбираются технологические режимы обработки изготавливаемого изделия.
Режимы склеивания и ВТО представлены в таблицах 9,10.
Таблица 10.
Режимы склеивания деталей и узлов одежды с клеевыми прокладочными материалами.
| Материал | Режимы склеивания | |||
| верха | прокладочные | t, °С | усилие прессования, мПа | время, с |
| Костюмная Волокнистый состав: НПэф | Волокнистый состав: ПрВис ПрПэф НПэф Клей полиамидный | 150 | 10-15 | 60 |
Таблица 11.
Технические требования к ручным стежкам и строчкам
| Кодовое обозначение | Операция | Длина стежка, мм | Количество стежков в 10 мм | Ассортимент швейных ниток Результирующая линейная плотность, текс | |
| хлопчатобумажные | армированные | ||||
| 202 | Пуговичная | - | Прикрепляющих 5-6 обвивающих 4-5 | - | 34,5 43,5 |
| 209 | Наметочная | 10-20 | 0,5-1 | 39,4 30,3 | |
| 209 | выметочная | 10-30 | 0,2-1 | 39,4 30,3 | |
Таблица 12.
Технические требования к машинным строчкам.
| Кодовое обозначение | Изделия швейные и материалы | Строчки | Количество стежков на 10 мм строчки | Ассортимент швейных ниток | ||
| Результат линейная плотность, текс | Условный номер | |||||
| армированные | полиэфирные | капроно-высмоно нити | ||||
| Жакет | ||||||
| Ткань костюмная из синтетических нитей | ||||||
| 301 | Стачивающая | 3-5 | 34,5 | 37,5 | - | |
| 304 | Петельная | 10-12 | 34,5 | 37,5 | ||
| Ткань подкладочная | ||||||
| 301 | Стачивающая | 3-4 | 34,5 25,8 | 37,5 24,5 | ||
Таблица 13.
Подбор швейных игл и ниток
| Номера игл по ГОСТ 22249 - 82 | Ассортимент швейных ниток | |
| Результирующая линейная плотность, текс | ||
| армированные | полиэфирные | |
| 75-80 90-100 | 25,8 34,5 | 24,5 37,5 |
Методы обработки определяют уровень качества изготовленных изделий и их экономическую эффективность.
При выборе методов обработки были учтены следующие факторы: вид и класс услуг (изготовление одежды в ателье первого разряда), применяемое оборудование, выбранные основные, прикладные и скрепляющие материалы.
Методы обработки всех узлов представлены, в виде сборочных схем с указанием последовательности выполнения операций. Для каждого узла представлено два метода обработки. Справа - более прогрессивный (рис. ). Для выбранных методов обработки узлов составлена технологическая последовательность обработки
Для обработки кармана с клапанами разработана организационно-технологическая карта, которая представлена на листе графической части
При выборе оборудования для изготовления разрабатываемой модели учитывалась степень универсальности, характеризующая возможность выполнения нескольких операций на одном виде оборудования.
Характеристика выбранного оборудования представлена в таблицах
В конце раздела приведен расчет экономической эффективности проектируемых мероприятий по узлам изделия
Таблица 14.
Характеристика гладильных столов и утюгов
| Оборудование, предприятие-изготовитель | Марка (тип) | Тип нагрева поверхности | Температура нагрева поверхности, °С | Время разогрева, с | Маска, кг |
| Утюг электрический, «Филлипс», Германия | HI-510 | электрический | 100 - 240 | 1 | 1 |
| Стол утюжильный ТО.020 1,5*0,95*0,8 |
Таблица 15.
Характеристика швейных машин
| Назначение машины | Тип или класс машины | Тип стежка | Число стежков в мин. | Длина стежков, мм | Исполнительный орган механизма перемещения материала | Иглы ГОСТ 22249-82 | Вид обрабатываемого материала | Толщина сшиваемых материалов, мм | Дополнительные данные |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Одноигольная машина для выметочных работ | 2222 | Одиночный цепной | 3000 | 4,0-12,0 | нижняя зубчатая рейка | 0634230,150 | Пальтовая, костюмная | до 6 | - |
| Полуавтомат для изготовления фигурных петель «Минерва» | 73401-Р3 | Двухниточный цепной | 2200 | - | специальный | 1807D100,110 | Плащевые, костюмные | до 6 | длина петли без закрепки10-500 мм, с попер-й закрепкой 13-35, прокладывается каркасная лента |
| Для прокладывания копировальных стежков | 1622 | 1000 | 6-12 | нижняя игла и петлитель | Плащевые, костюмные | до 3 | |||
| Одноигольная стачивающая ОЗЛМ | 1022-М | 301 | 4500 | 1,7-5 | нижняя зубчатая рейка | 0203-100 0203-110 0203-120 0203-130 0203-150 | Пальтовые, костюмные | до 5 | Заменяет машину 1022 кл |
Совершенствование методов обработки осуществляется за счет внедрения современных прокладочных материалов, технологичных конструкций деталей, замены оборудования на более современное, замены ручных операций машинными и т.д. Сравнивание методов обработки узлов представлено в таблице 16.
Эффективность проектируемых методов обработки оценивают по сокращению затраты времени, повышению производительности труда и степени механизации обработки узла. Сокращение затраты времени, 5,87 %, рассчитывается по формуле:
Рз.в.=(Тс-Тп)/Тс*100
где. Тс - затрата времени по узлу при существующем, т.е. менее производительном способе обработке, мин.
Тп - затрата времени по узлу при проектируемом т.е. более производительном способе обработке, мин.
Повышение производительности труда, %, рассчитывают по формуле:
Рп.т..=(Тс-Тп)/Тп*100.
Степень механизации обработки узла, %, определяют путем расчета процента механизированных работ при данных методах обработки узла;
Рм=Тм/Тобщ*100,
где, Тм - затрата времени на неделимые механизированные операции при обработке узла, мин.,
Тобщ - общая затрата времени на обработку узла, мин.
Для расчета эффективности проектируемых методов обработки изделия применяем формулы, приведенные ранее. Из технологической последовательности принимаются затраты времени: Тс=546,231 минут, Тп=515,661 минут
Рз.в.= (546,231-515,661) /546,231 * 100 = 5,87%
Рп,т.= (546,231-515,661) /515,661 * 100 = 6,23%
Получаем, что применение более производительного оборудования и замена ручных работ машинными - привело к сокращению затрат времени при выполнении технологических операций на 5,87%, а производительность труда составила 6,23%.
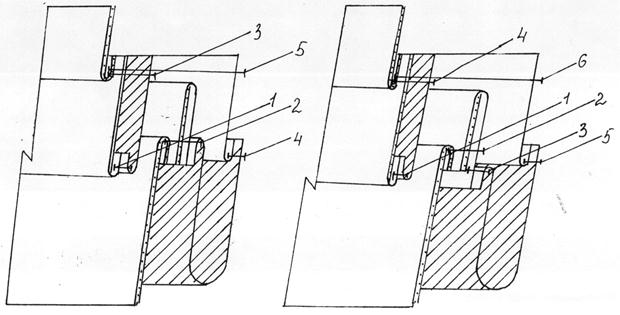
Рис 3. Обработка прорезного кармана с клапаном и одной обтачкой
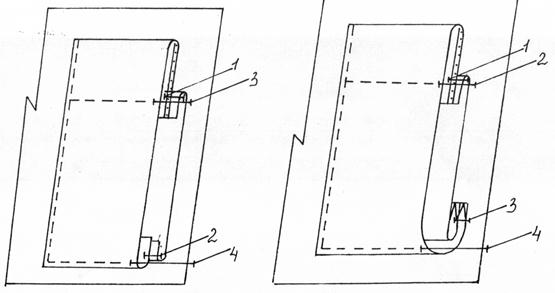
Рис. 4 Обработка накладного кармана
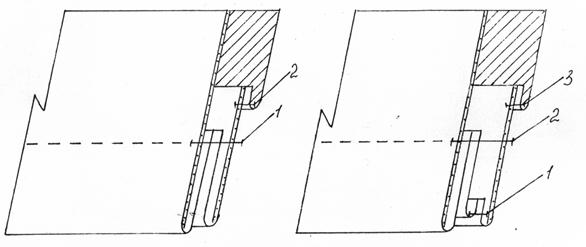
Рис. 5 Обработка потайной застежки
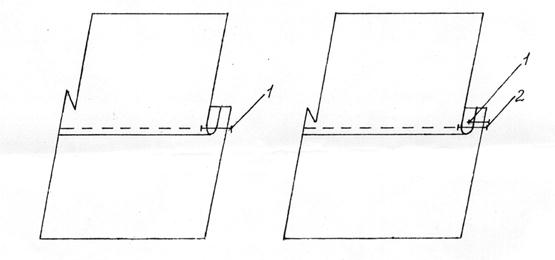
Рис. 6 Обработка кокетки
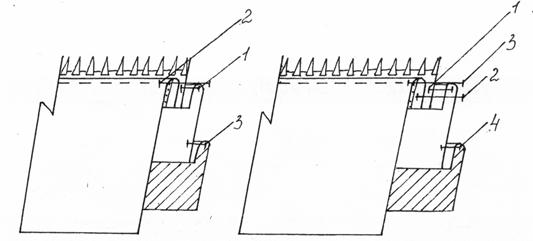
Рис. 7 Обработка застежки замком – молнией
Для подведения итогов на изготовление условного изделия приводится расчет эффективности проектируемых мероприятий по узлам и всему изделию. Для этих целей проведен расчет повышения производительности труда, сокращения затраты времени и вычислена степень механизации обработки.
Результаты показали, что рост производительности труда составил 6,23%, затраты времени сокращены на 5,87%,. степень механизации обработки равен 38,89%.
Расчет эффективности проектируемых мероприятий приведен в таблице 16.
Таблица 16.
Расчет эффективности проектируемых мероприятий
| Наименование узла или операции | Средневзвешанная затрата времени на обработку при | Рост производительности труда по узлу | Сокращение затрат времени, % | Степень механизации обработки, % при методах | ||||
| существ. | проектир. | всего по узлу | в т.ч. за счет | существ. | проектир. | |||
| замены ручных | замены оборуд. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| I. Подготовка деталей к пошиву | 31,98 | 23,27 | 37,4 | 27,22 | 27,22 | 54,63 | 77,01 | |
| Обработка полочек | 7,8 | 7,05 | 10,73 | 9,69 | 9,69 | 34,86 | 61,48 | |
| Обработка спинки | 10,37 | 9,99 | 3,72 | 3,59 | 3,59 | 57,15 | 67,84 | |
| Соединение боковых швов | 6,57 | 4,03 | 63,03 | 38,66 | 38,66 | 0,00 | 100,0 | |
| Обработка плечевых срезов | 4,04 | 2,10 | 91,98 | 47,91 | 47,91 | 0,00 | 100,0 | |
| Обработка рукавов | 10,82 | 9,79 | 10,52 | 9,52 | 9,52 | 30,67 | 48,51 | |
| II Уточнение после примерки | 28,87 | 21,09 | 36,89 | 26,95 | 26,95 | 0,00 | 26,63 | |
| Обработка полочек | 30,42 | 29,00 | 4,89 | 4,66 | 4,66 | 54,79 | 65,23 | |
| Обработка застежек | 42,63 | 41,59 | 2,50 | 2,43 | 1,29 | 1,14 | 37,09 | 37,95 |
| Соединение верха с подкладкой | 39,73 | 37,19 | 6,84 | 6,40 | 6,40 | 32,37 | 36,92 | |
| Чистка и ВТО | 33,99 | 31,53 | 7,80 | 7,24 | 7,24 | 20,48 | 29,62 | |
| Итого по изменяемым узлам | 247,19 | 216,62 | ||||||
| Итого по неизменяемым узлам | 299,041 | 299,041 | ||||||
| Всего по изделию | 561,361 | 530,791 | 6,23 | 5,87 | ||||
Исходной технологической информацией для проектирования швейного цеха является технологическая последовательность изготовления условного изделия и его трудоемкость. Из таблицы эффективности трудоемкость старая Тст равна 561,361 мин., трудоемкость прогрессивная Тн равна 530,791 мин.
Так как организация труда в ателье несколько ниже, чем предусмотрено в типовых нормах времени, трудоемкость изготовления изделий на предприятии выше, чем Тн1, поэтому вводится поправочный коэффициент.
Тс1= Тс + Тбр = 601,863+15,13 = 616,993 (мин)
Тн1;=Тн +Тбр = 515,661 +15,13 = 530,791 (мин)
Кп =Тотр / Тс1 = 13,4/10,28=1,3
Таблица 17.
Сводная таблица трудоемкости
| Наименование показателя | Тн из таб. эффективности, мин | Тн (тн+Тбр), мин | Тнзд (Тн*Кл) мин Кп=1.3 | Тизд (с Кп после предв-го уточнения расчетов) мин | Тизд (Тизд после предв-го расчета без поправки коэфф.) мин. |
| Т1 | 154.685 | 159.685 | 207.59 | 228.96 | 176.12 |
| Т2 | 360.976 | 371.106 | 482.44 | 461.07 | 354.671 |
| Т | 515.661 | 530.791 | 690.03 | 690.03 | 530.79 |
В настоящее время при изготовлении индивидуальных заказов наиболее распространены специализированные бригады.
Таблица 18.
Предварительный расчет швейного цеха
| Наименование изделия | Сменный выпуск в шт. | Трудоемкость изделия, мин | Кол-во рабочих, чел | мощность и кол-во бриг. | Такт процесса | Число рабочих по секциям | Длина агрегатов по секциям | ||||||||
| всего | бриг. | общая | В т.ч. по секциям | расч. | факт. | 1 | 2 | 1 | 2 | ||||||
| 1 | 2 | р | ф | р | ф | ||||||||||
| Женская одежда пальтово - костюмного ассортимента | 2 бриг. по 9 чел. | ||||||||||||||
| Пальто зимнее | 2,47 | 1,23 | 972 | 5,35 | 5 | ||||||||||
| Пальто д/с | 3,94 | 1,97 | 852 | 6,56 | 7 | ||||||||||
| Жакет женский | 4,17 | 2,09 | 690 | 207 | 482 | 6,07 | 6 | 76,67 | 2,99 | 3 | 6,01 | 6 | 4,32 | 4,32 | |
Таблица 19.
Определение числа рабочих по видам одежды
| наименование | Удельный вес смешанного выпуска каждого вида изделия, в %,Ui | Трудоемкость вида изделия, в мин, Ti | Трудоемкость вида изделия с учетом удельного веса этою изделия в ассортиментной группе, в мин, Ti x Ui | Средневзвешенная трудоемкость единицы изделия, в мин, Ti x Ui/100 | Число рабочих по виду изделия, в чел, Ni |
| Пальто зимнее | 25 | 972 | 24300 | 243 | 5.33 |
| Пальто д/с | 35 | 852 | 29820 | 298.2 | 6.6 |
| жакет | 40 | 690.03 | 27601 | 276.01 | 6 |
| итого | 100 | - | 81721 | 817.21 | 18 |
Ni= (Ti x Ui) x N /100 * Тср.вз.
N1= 243 * 18 / 817,21 = 5.35 = 5 (чел.)
N2 = 298.2 * 18 / 817.21 = 6.56 = 7 (чел.)
N2 =276.01 * 18/817.21 = 6.07 =6 (чел.)
2.5.3. определение числа и мощности бригадВыбор мощности бригад и определение их количества осуществляется в соответствии с рекомендациями ЦОТШЛ с учетом таблицы сопряжения труда закройщиков и портных.
Одну бригаду, для верхней женской одежды состоящую из 9 человек обсуживает один закройщик, соответственно две бригады нуждаются в двух закройщиках.
2.5.4. Определение такта процесса.
Такт процесса - это средневзвешанное время одной организационной операции.
Такт процесса - это время через которое запускается изделие в процесс или выпускается.
![]() изд= Тизд. / N6p,
изд= Тизд. / N6p,
где N6p - число рабочих в одной бригаде
![]() изд= 690.028 /9 = 76.67
изд= 690.028 /9 = 76.67
2.5.5 Распределение рабочих по секциям.
Распределение рабочих бригады по секциям производится в соответствии с трудоемкостью (Т) каждой секции.
Число рабочих в первой секции определяется:
N1 –Т1/ ![]() изд= 207.59 / 76.67 = 2.71
изд= 207.59 / 76.67 = 2.71
Число рабочих во второй секции определяется:
N2= Т 2 /![]() изд= 482.438 / 76.67 = 6.29
изд= 482.438 / 76.67 = 6.29
Предварительная проверка загрузки каждой секции осуществляют по коэффициенту согласования, который определяется по формуле:
kc=np/Nф
Нормативная величина коэффициента согласования имеет пределы
0.98<Кс<1,02
Коэффициент согласования первой секции:
КС1 = 2,71/3 = 0,9
Коэффициент согласования второй секции:
Кс2=6,29/6=1,05
2.5.7. Уточнение трудоемкости секций
Если значение коэффициента согласования не соответствует допустимым пределам. Необходимо произвести корректировку технологической последовательности (и соответственно трудоемкости) между секциями. Все изменения вносятся в графическую модель
N1 = Т1 /![]() изд; 0.29=*/76.67
изд; 0.29=*/76.67
*=22,234мин; 22,234:Кп=17,103мин
2.5.8. Уточнение числа рабочих по секциям и окончательная проверка загрузки секции
Np1 = T1 /![]() изд= 228,96 / 76,67 - 2.99 Кс1 = 2,99 / 3 = 0,997
изд= 228,96 / 76,67 - 2.99 Кс1 = 2,99 / 3 = 0,997
Np2 = T2/![]() изд=
461,07/76,67 = 6,01 Кс2 ==6,01/6 = 1,002
изд=
461,07/76,67 = 6,01 Кс2 ==6,01/6 = 1,002
2.5.9. Организация централизованных секций
В случае, когда в цехе имеется несколько бригад одинаковой мощности для улучшения использования оборудования и повышения специализации рабочих рассматривается вопрос о централизации секции для этих бригад.
ВЖО:
Количество бригад: 2;
Мощность одной бригады: 9 чел., в том числе по секциям:
1-я - 3 чел.
2-я - 6 чел.
Первую секцию можно централизовать для двух бригад.
![]()
Рис 7. Централизация для двух бригад.
2.5.10 Определение длины агрегатов
Определение длины агрегатов (L) для первой и второй секций с учетом централизации по формуле:
Ljarp. = Nj * Кср * lpm. / 2,
где Nj - число рабочих в данной секции
Кср - среднее количество рабочих мест, приходящееся на одного рабочего (для костюма – 1,2)
lpm - шаг рабочего места, м (для костюма – 1,2 м)
2 - количество рядов рабочих мест в агрегате
L1агр.= 6*1,2*1,2/2=4,32 (м)
2.5.11. Характеристика типа процесса
Для технологического процесса, изготавливающего основной вид изделия, определенный заданием, дают в табличной форме
Таблица 20.
Характеристика типа процесса
| Факторы определяющие типы процессов | Характеристика типа процессе | Обоснование выбора типа процесса |
| Мощность процесса Предметная специализация Сменность работы Питание процесса | Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача | Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса |
| Вид запуска Секционность Последовательность расположения рабочих мест Направление движения п/ф в агрегате Ритм процесса Специализация рабочих мест | Портионный Секционный Однолинейный, двухрядный Зигзагообразное движение Со свободным ритмом Специализированная | Одновременно изготавливают 8/12 моделей Изготовление моделей с примеркой Для равномерной загрузки площади цеха и рационального грузопотока Ручная передача изделия от рабочего к рабочему через несколько рабочих мест и возврат изделия на рабочие места Независимость работы рабочих друг от друга Технологическая целесообразность |
2.6. Расчет условий согласования и разработка схемы разделения труда.
При комплектовании технологических операций в организационные учитывают ряд производственных требований. Одним из основных требований является соблюдение условий согласования времени организационных операций с тактом.
Расчет условий согласования времени организационных операций проводится только для основного вида изделия. Условия согласования рассчитывают на основании данных предварительного расчета швейного цеха.
Расчет условий согласования зависит от выбранного варианта условного изделия.
Сначала определяется такт по условному изделию и минимальной сложности для каждой секции отдельно, если имеются централизованные секции. При отсутствии централизации такт будет одинаковый для всех секций:
![]() изд=Тизд/Nизд,
изд=Тизд/Nизд,
где ![]() изд - такт процесса по условному изделию для данной секции, мин.
изд - такт процесса по условному изделию для данной секции, мин.
Тизд - трудоемкость по условному изделию данной секции, мин.
Nизд - кол-во рабочих в данной секции, чел.
![]() изд1= 228,96 /6 = 38,16
изд1= 228,96 /6 = 38,16
![]() изд2= 461,07 /6 = 76,845
изд2= 461,07 /6 = 76,845
Основное условие согласования обеспечивает равномерную загрузку каждой организационной операции в целом, т.е. по условному изделию, и определяется по формуле:
Tj00=(0.9-1.1)* ![]() j*К
j*К
Если при определении трудоемкости изготовления условного изделия был введен поправочный коэффициент, условия согласования рассчитываются дважды:
• без учета поправочного коэффициента;
• с учетом поправочного коэффициента.
Расчет условий согласования сведен в табл. 21
Таблица 21.
Условие согласования времени организационных операций (для условного изделия состоящего из изделия минимальной сложности и усложняющих элементов)
| Номер секции | Число рабочих в секции, чел. | Трудоемкость секции, мин. | Такт по секции, мин | кратность | Условие согласования, мин | |
| расчетн | фактич | |||||
| Без учета Кп | ||||||
| 1 | 5,98 | 6 | 176,12 | 29,35 | 1 2 | 26,415-32,285 52,83-64,57 |
| 2 | 6,01 | 6 | 354,671 | 59,11 | 1 2 | 53,1999-65,021 106,4-130,042 |
| С учетом Кп | ||||||
| 1 | 5,98 | 6 | 228,96 | 38,16 | 1 2 | 34,344-41,976 68,688-83,952 |
| 2 | 6,01 | 6 | 461,07 | 76,845 | 1 2 | 69,16-84,52 138,32-169,06 |
При комплектовании неделимых операций в организационные операции необходимо соблюдать ряд производственных требований:
- соблюдение условий согласования
- однородность операций по разрядам и видам работ
- соблюдение технологической последовательности и т. д.
Комплектовка организационных операций выполняется следующим образом.
Сначала для каждой секции определяется расчетное количество рабочих по каждому виду работ по формуле:
Ni = τti/ti
где
τti - итоговая затрата времени на определенный вид работ по секциям в минутах
ti - такт условного изделия по секции в мин.
Расчетное число рабочих сводится в таблицу 22.
Таблица 22.
Структура затрат времени и расчетное число рабочих по видам работ
| Наименование показателей | М | СМ 2222 | СМ 622 | СМ 62761 | Ртц | У | О | Пр | Рби | Ри | Итого |
| ti, мин | 19.575 | 25.096 | 7.162 | 15.804 | 44.014 | 6.707 | 34.73 | 23.082 | 176.12 | ||
| Ni, чел | 0.667 | 0.853 | 0.244 | 0.538 | 1.5 | 0.228 | 1.18 | 0.79 | 6.002 | ||
| ti, мин | 61.493 | 12.61 | - | 2.428 | 38.166 | 79.368 | 6.24 | 8.129 | 83.675 | 65.512 | 354.671 |
| Ni, чел. | 1.04 | 0.213 | 0.041 | 0.646 | 1.343 | 0.105 | 0.138 | 1.415 | 1.059 | 6.0 |
Комплектовка организационных операций осуществляется на третьем этапе.
Далее выполняется предварительная укрупненная комплектовка, подбираются совместимые виды работ для каждого рабочего, используя расчетное количество рабочих. Целью такой комплектовки является определение специальности каждого рабочего проектируемого процесса.
Предварительная, укрупненная комплектовка организационных операций расчетным числам рабочих по видам работ:
1-я секция:
1 операция- 0 .667 М + 0.333 Ртц=1чел
Похожие работы
... зарубежье также проводятся исследования в данной области, но в целом, вопросы трехмерного проектирования остались малоизученны. Целью данного курсового проекта является разработка технологического процесса изготовления и определения нормы расхода материала на изделие. В качестве модели предлагается платье женское. 1. Характеристика модели Описание внешнего вида предлагаемой модели платья ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...

... вида ассортимента. Табель мер заполнен верно, изготовленное изделие соответствует показателям качества. Заключение В данном проекте представлена разработка чертежей и проектно-конструкторской документации на изготовление жакета для девочки подростковой группы из ткани шёлкового ассортимента. Изделия этой ассортиментной группы наиболее популярны. Жакет является необходимой составляющей ...
... производство» / В.В. Ермилова, Д.Ю. Ермилова. – М.: ACADEMIA, 2001. – 184 с. 2. Полатынская Н.П. Разработка бизнес-планов в производстве швейных изделий: Учебное пособие / Н.П. Полатынская, А.А. Бикбулатова. – Уфа: УГИС, 2005. – 96 с. 3. Черемных А.И. Основы художественного конструирования женской одежды: Для художников-конструкторов женской одежды / А.И. Черемных. – 2-е изд. – М.: ...
0 комментариев