Программирование роботов робототехнических комплексов (РТК) механообработки
Для промышленных роботов (ПР), обслуживающих металлообрабатывающее оборудование, непосредственному программированию предшествует разработка алгоритма функционирования управляющей программы. Этот алгоритм формируется с учетом специфики конкретного технологического процесса и оборудования, В указанном алгоритме определяется последовательность использования всей требуемой для функционирования ПР информации, включая очередность выполнения отдельных операций и длительность их реализации. Помимо этого в алгоритме предусматривается информация, необходимая для обеспечения взаимодействия ПР с оборудованием.
Особенности программирования ПР в значительной степени определяются их назначением. Управляющая программа ПР, обслуживающего металлорежущие станки, в значительной степени определяется как его конструкцией, так и числом единиц оборудования.
В состав одностаночного РТК входят станок, ПР и два магазина-накопителя (одни для заготовок, другой для изделий). Основные функции ПР в этом случае – разгрузка и загрузка станка. На рис. 1 представлена схема типового алгоритма управления одностаночным РТК. Существует определенное время простоя станка, связанное как с его загрузкой-разгрузкой, так и с выполнением ПР других подготовительных операций. Некоторое сокращение времени простоя достигается путем оснащения ПР двухпозиционным захватом.
В алгоритме управления ПР (рис. 2) предусмотрено ожидание запроса станка на его обслуживание. Результатом выполнения этой операции является переход к обслуживанию станка (его разгрузке-загрузке) либо переход к выполнению вспомогательных функций (укладке детали в тару и взятию заготовки из магазина), совмещенных по времени с циклом обработки детали на станке.
В состав типового многостаночного РТК. (рис. 3) входят, два-три металлообрабатывающих станка; ПР; транспортные устройства; накопители.
Особенностью работы ПР, обслуживающего многостаночный РТК, по сравнению с ПР, обслуживающий одностаночный РТК, является необходимость реализации дополнительной функции – транспортирования деталей между станками. Назначение тар-накопителей аналогично их назначению и в одностаночном РТК. Первая тара (магазин заготовок) предназначена для накопления заготовок, поступающих на вход РТК, последняя – для обработанных деталей. Тара, располагаемая между станками, используется для хранения деталей, прошедших частичную обработку. Специальным вспомогательным оборудованием для многостаночных РТК являются ложементы, расположенные вблизи станков. Они применяются в целях сокращения времени простоя станков, связанного с вспомогательными операциями, выполняемыми ПР при их обслуживании (взятие детали из тары, перемещение детали в рабочую зону станка и т.п.). Ложементы имеют две позиции: 1) для установки обработанной на станке детали при его разгрузке; 2) для размещения заготовки, которой загружается станок. Такая схема работы РТК позволяет сократить время простоя станков при их обслуживании ПР.
Как правило, система управления РТК включает в себя отдельные управляющие устройства (для каждого из видов применяемого технологического оборудования), связанные между собой соответствующими информационными потоками. Подобная структура построения позволяет сохранить работоспособность части применяемого оборудования при выходе из строя отдельных элементов устройств управления РТК.
Для обеспечения согласованной работы подобного комплекса необходимо синхронное функционирование отдельных единиц оборудования. Роль такого синхронизирующего устройства выполняет устройство управления ПР.
Число и содержание сигналов обмена между ПР и металлообрабатывающими станками, входящими в многостаночный РТК. в основном те же самые, что и для одностаночного РТК. Дополнительным входным сигналом на ПР может быть сигнал так называемого «предварительного вызова», который предназначается для сокращения времени простоя станка в результате перемещения робота в зону, требующую обслуживания. Такой сигнал формируется устройством управления станка за определенное (до окончания цикла обработки) время, достаточное для перемещения ПР в зону данного станка из любой точки обслуживаемого им пространства.
Для разработки алгоритма управления ПР необходим технологический процесс обработки деталей на станках РТК. Алгоритм управления ПР должен предусматривать как манипуляции ПР, связанные с загрузкой-разгрузкой станков, захватом и укладкой деталей в тары, так и операции ПР, связанные с межстаночным транспортированием.
Набор стандартных подпрограмм управления ПР в каждом конкретном случае в соответствии с требованиями технологического процесса может меняться либо модифицироваться. Условия технологического процесса могут предусматривать совмещение некоторых основных и вспомогательных операций, выполняемых ПР. В любом случае в основе создания программы управления лежит разделение операций ПР на основные (загрузка-разгрузка станков) и вспомогательные (транспортирование, ориентирование и т.п.), а также применение подпрограммы ожидания.
Подпрограмма ожидания обеспечивает анализ информации с оборудованием РТК в целях выбора цикла последующего действия ПР. По существу, эта подпрограмма является основной, определяющей деятельность ПР в соответствии с требованиями технологического процесса.
Опыт показывает, что для правильного выбора последующего действия ПР требуется анализ следующей информации: запрос станков на их обслуживание; наличие либо отсутствие деталей в станках; наличие деталей в тарах и ложементах, позволяющих осуществить их захват, наличие свободных мест в тарах, позволяющих осуществить укладку деталей и т.п.
Этот анализ осуществляется в два этапа. Первый этап предназначен для непосредственного обслуживания станков РТК (реализации подпрограмм загрузки и разгрузки станков) и осуществляется после получения ПР запросов на обслуживание отдельных станков. Переход ко второму этапу производится при отсутствии запросов на обслуживание. Результатом выполнения операций, предусмотренных этим этапом, является выполнение вспомогательных операций, включая межстаночное транспортирование. Особенность второго этапа заключается, как правило, в минимальном совмещении по времени выполнения соответствующих подпрограмм с работой станков.
В целях сокращения возможного времени простоя станков, связанного с выполнением всех основных и вспомогательных операций, алгоритм предусматривает переход (возврат) к анализу запросов (первый этап подпрограммы) после выполнения каждой из подпрограмм.
Способы возврата могут быть различными и определяются требованиями конкретного производства.
Наличие в РТК станка, лимитирующего производительность комплекса, приводит к появлению системы приоритетов на обслуживание станков РТК, реализуемой несколькими способами. Простейший из них – первоочередной анализ в подпрограмме «Ожидание» данных о станке, лимитирующем производительность РТК.
Один из наиболее распространенных способов сокращения времени простоя станков, применяемых в настоящее время, состоит в организации дополнительного предварительного вызова. Это позволяет ПР заранее совершить необходимые подготовительные операции (в частности, перемещение в зону станка, взятие заготовки из ложемента), т.е. начальные операции подпрограмм разгрузки-загрузки станков, Дальнейшая отработка этих подпрограмм в этом случае осуществляется после появления сигнала окончательного вызова, т.е. по окончании всего цикла обработки детали: повышение производительности ртк может быть достигнуто в результате рациональной организации управления пр путем реализации более совершенной подпрограммы ожидания, в основе ее может лежать прогнозирование поступления заявок на обслуживание станка ртк, определение возможности обслуживания станков до прихода другой заявки с более высоким приоритете а также определение возможности и целесообразности выполнения отдельных вспомогательных подпрограмм управления ПР с учетом его текущего положения до прихода заявок на обслуживание от станков ртк.
Примеры РТК механообработки
В данном разделе рассмотрены примеры компоновочных решений РТК типа «станок – ПР».
Однопозиционный РТК на базе токарного станка мод. 16К20ФЗ с ЧПУ и ПР мод. М20П40.01 (рис. 5) предназначен для обработки деталей типа валов (с диаметром до 120 мм и длиной до 500 мм, массой до 10 кг) и фланцев (диаметром до 150 мм и длиной до 110 мм, массой до 5 кг). РТК оснащен тактовым горизонтальным магазином-накопителем замкнутого типа вместимостью 12 – 24 заготовки. ПР выполняет операции загрузки и разгрузки станка, а также дает команду на пуск станка.
Однопозиционный РТК на базе токарного станка мод. 16К20ФЗ с ЧПУ и встроенного ПР мод. СМ80Ц48.11 портального типа (рис. 6) предназначен для токарной обработки деталей типа валов диаметром до 120 мм и длиной до 710 мм и массой до 40 кг. ПР, оснащенный двумя руками, выполняет операции загрузки – разгрузки станка. Система управления ПР – цикловая.
РТК токарной обработки деталей массой до 160 кг
Многопозиционный РТК предназначеные для токарной обработки валов в условиях серийного производства.
Способы установки обрабатываемых деталей: в самоцентрирующем патроне; в самоцентрирующем патроне и заднем центре; в центрах.
Применение РТК обеспечивает; увеличение производительности оборудования на 20 – 25% в результате высокой концентрации операций на станках с ЧПУ и сокращения вспомогательного времени; сокращение простоев оборудования благодаря гибкой системе транспортирования и параллельной работе оборудования; сокращение затрат на средства автоматизации, так как один ПР обслуживает несколько станков; ликвидацию тяжелого, неквалифицированного труда операторов путем автоматизации загрузки – выгрузки деталей массой до 160 кг в условиях частой смены обрабатываемых изделий; быструю и легкую переналадку оборудования при смене объектов производства; высвобождение четырех производственных рабочих.
РТК для токарной обработки деталей типа вал массой до 160 кг
РТК предназначен для обработки гладких и ступенчатых валов (с конусными и криволинейными поверхностями, резьбами, канавками, пазами) в условиях мелкосерийного и серийного производств. Материал заготовок – сталь твердостью НВ![]() 300. Возможны три варианта последовательности обработки:
300. Возможны три варианта последовательности обработки:
1) черновая и чистовая обработка вала с одной стороны, а затем с другой стороны;
2) черновая, а затем чистовая обработка вала;
3) черновая и чистовая обработка вала параллельно на двух станках.
РТК может использоваться как автономно, так и в составе комплекса более высокого уровня.
РТК могут выпускаться в трех исполнениях, различающихся типом и расположением накопителей.
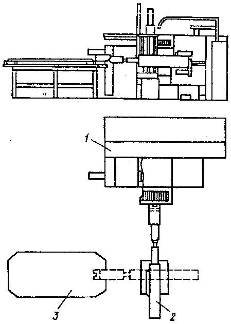
Рис. 5 – Однопозиционный РТК на базе токарного станка с ЧПУ мод. 16К20Ф3 и промышленного робота М20П40.01: 1 – токарный станок 16К20Ф3; 2 – промышленный робот; 3 – тактовый горизонтальный магазин-накопитель
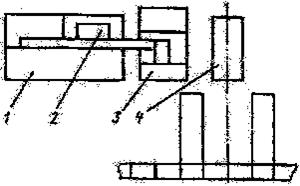
Рис. 6 – Однопозиционный РТК на базе ПР мод. СМ80Ц48.11: 1 – станок; 2 – ПР; 3 – магазин-накопитель; 4 – кран-штабелер
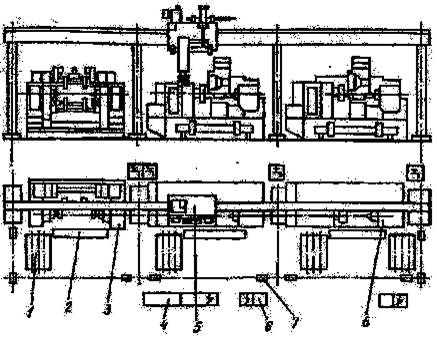
Рис. 7 – Многопозиционный РТК мод. АСВР-05
РТК для шлифования валов
РТК предназначен для шлифования гладких и ступенчатых валов (длиной 700–1400 мм, диаметром 40–160 мм, массой до 1000 кг) в условиях мелкосерийного и серийного производства. При обработке гладких валов диаметром до 140 мм может быть использован прибор активного контроля.
В состав РТК входят: ПР 1 мод. УМ160Ф2.81.04; полуавтомат 2 мод. МА3296 для обработки центровых отверстий; два крутошлифовальных станка 3 мод. МАЗМ162Ф2; устройство 4 свето-защиты; УЧПУ 5, управляющее ПР; устройства 6 и 7 связи; магазины-накопители 8.
На полуавтомате 2 обрабатывают центровые отверстия, а затем на станках 3 производят наружное шлифование валов. При шлифовании вала по всей длине (или по его концам) вал обрабатывают на двух круглошлифовальных станках; сначала на первом станке обрабатывают одну сторону вала, а затем вал кантуется (с помощью ПР) и на втором станке обрабатывают другую сторону вала. На РТК в автоматическом режиме осуществляется врезное и строчное шлифование с последующей зачисткой продольным ходом стола, а также шлифование торцов ступеней вала.
Установка деталей на станках производится в центрах, приводимых во вращение с помощью плавающих зажимных патронов или поводковых устройств. РТК имеет линейно-параллельную компоновку. Вспомогательное оборудование РТК состоит из четырех магазинов-накопителей и трех устройств связи.
РТК для обработки призматических деталей
РТК мод. И5.02 (рис. 8) предназначен для обработки корпусных деталей. В состав РТК входят: пять многоцелевых сверлильно-фрезерно-расточных станков 3 мод. ИР500МФ4; ПР 7 мод. УМ160.Ф2.81.01, оснащенный УЧПУ 2; манипулятор 4; роликовый конвейер 5; ограждение 6; поворотный стол 7; кран-штабелер; склад-накопитель. Заготовки, установленные на приспособлениях-спутниках, из склада-накопителя передаются (краном-штабелером) на поворотный стол, который доставляет их в зону, обслуживаемую ПР. После окончания механической обработки детали размещаются на роликовом конвейере 5, откуда манипуляторы 4 передаются на мойку.
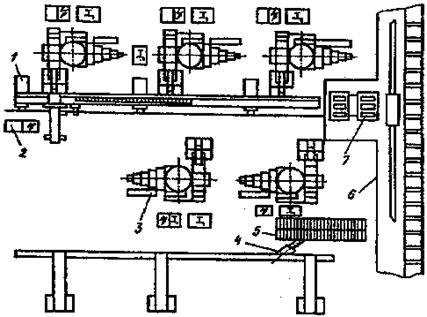
Рис. 8. РТК для обработки призматических деталей
Список литературы
1. Роботизированные технологические комплексы/ Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214 с.
2. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309 с.
3. Гибкие производственные комплексы /под. ред. П.Н. Белянина. – М.: Машиностроение, 1984. – 384 с.
4. Гибкое автоматическое производство/под. ред. С.А. Майорова. – М.: Машиностроение, 1985. – 456 с.
5. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение, 1988. – 282 с.
6. Управление работотехническими системами и гибкими автоматизированными производствами /под. ред. Н.М. Макарова, – М.: Радио и связь, 1981, ч. 3 – 156 с.
7. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216 с.
Похожие работы
... повышенной гибкости с высокими технологическими показателями работы. Цель данной курсовой работы – решение инженерных задач по изучению и разработке средств автоматизации машиностроения; углубление и закрепления полученных знаний при изучении промышленных роботов и робототехнических комплексов. 1. Выбор заготовок Выбор метода получения заготовки. 1.1.1 Заготовку детали 1 «упор» 938.01.03. ...

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев