Навигация
Разработка робототехнического комплекса токарной обработки
14605
знаков
8
таблиц
5
изображений
Тольяттинский государственный университет
Машиностроительный факультет
Кафедра «Технология машиностроения»
Курсовая работа
по автоматизации
На тему: «Разработка робототехнического комплекса токарной обработки»
Студент: Храмов Д.С.
Группа: ТМ-502
Преподаватель: Бойченко О.В.
Тольятти 2006 г.
Содержание
Введение
1. Выбор заготовок
2. Разработка технологического процесса обработки деталей
3. Разработка теоретических схем базирования крепления заготовок на станке, в захватном устройстве и на транспортере-накопителе
4. Разработка наладок при обработке заготовок на токарном оборудовании
5. Расчет и проектирование транспортера-накопителя и разработка наладок размещения на нем заготовок
6. Выбор промышленного робота для использования в РТК токарной обработки
7. Расчет захватного устройства и разработка конструкции его размещения на руке промышленного робота
8. Компонование средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием
9. Разработка циклограмм работы оборудования, входящего в РТК
Заключение
Список литературы
Введение
Около 80% продукции машиностроения выпускается в условиях единичного и серийного производства, производительность которых уступает массовому. Кроме того, основная задача современного производства в машиностроении – повышение эффективности механообрабатывающих производств на предприятии с широкой и постоянно обновляемой номенклатурой выпускаемой продукции. Для достижения этих целей требуется создание производственных систем механообработки повышенной гибкости с высокими технологическими показателями работы.
Цель данной курсовой работы – решение инженерных задач по изучению и разработке средств автоматизации машиностроения; углубление и закрепления полученных знаний при изучении промышленных роботов и робототехнических комплексов.
1. Выбор заготовок
Выбор метода получения заготовки.
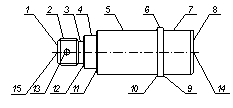
1.1.1 Заготовку детали 1 «упор» 938.01.03.028 можно получить штамповкой или из проката. Эффективнее и экономически выгоднее будет принять заготовку из проката – круг ГОСТ 2590-71/45-б-2 ГОСТ 1050-74. На рис. 1.1 показана конструкции заготовки.
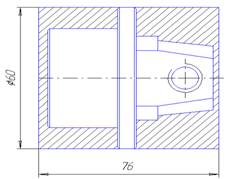
рис. 1.1 Заготовка детали «упор»
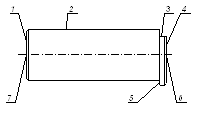
1.1.2 Заготовку детали 2 «хвостовик» 766.36.70.15 можно получить штамповкой или из проката. Эффективнее и экономически выгоднее будет принять заготовку из проката – круг ГОСТ 2590-71/В Ст3 по 5 I ГОСТ 535-71. На рис. 1.2 показана конструкция заготовки.
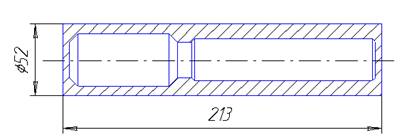
рис. 1.2 Заготовка детали «хвостовик»
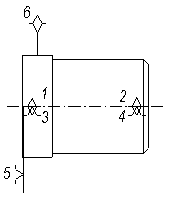
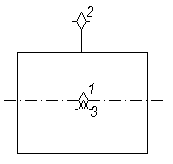
1.1.3 Заготовку детали 3 «бобышка» 766.12.42.02 можно получить штамповкой или из проката. Эффективнее и экономически выгоднее будет принять заготовку из проката – круг В60 ГОСТ 2590-71/В Ст3 по 5 I ГОСТ 535-71. На рис. 1.3 показана конструкция заготовки.
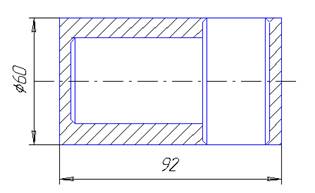
рис. 1.3 Заготовка детали «хвостовик»
2. Разработка технологического процесса обработки деталей
Классификация поверхностей деталей.
Упор Таблица 2.1
| № | Вид поверхности | № поверхности |
| 1 | ОКБ | 1 |
| 2 | ВКБ | 9 |
| 3 | ИП | 2, 8, |
| 4 | С | 3, 4, 5, 6, 7 |
Хвостовик Таблица 2.2
| № | Вид поверхности | № поверхности |
| 1 | ОКБ | 1 |
| 2 | ВКБ | 7 |
| 3 | ИП | 3, 6 |
| 4 | С | 2, 4, 5 |
Бобышка Таблица 2.3
| № | Вид поверхности | № поверхности |
| 1 | ОКБ | 1 |
| 2 | ВКБ | 4 |
| 3 | ИП | 3 |
| 4 | С | 2, 5, 6, |
Требования к обрабатываемым поверхностям. Таблица 2.4
| Упор | № поверхности | IT | Rz |
| 1 | 14 | 20 | |
| 2 | 14 | 20 | |
| 3 | 14 | 40 | |
| 4 | 14 | 80 | |
| 5 | 14 | 40 | |
| 6 | 14 | 40 | |
| 7 | 14 | 40 | |
| 8 | 11 | 20 | |
| 9 | 14 | 40 | |
| Хвостовик | 1 | 14 | 80 |
| 2 | 14 | 40 | |
| 3 | 12 | 40 | |
| 4 | 14 | 40 | |
| 5 | 14 | 40 | |
| 6 | 8 | 10 | |
| 7 | 14 | 80 | |
| Бобышка | 1 | 14 | 80 |
| 2 | 14 | 40 | |
| 3 | 12 | 40 | |
| 4 | 14 | 80 | |
| 5 | 14 | 80 | |
| 6 | 14 | 80 |
Технологический процесс токарной обработки деталей. Таблица 2.5
| № дет. | Оборудование или исполнительные узлы | Операция | Переход | Установ. | № пов. |
| 1 | Полуавтомат токарный патронно-центровой с ЧПУ модели TZC32N1 Патрон РИКХ-315 | Токарная 015 | Точить Ø60 до Ø44 на длину 34мм за 6 проходов, подрезать торец на Ø60 в размер 34мм. | 1 установ | 2, 3 |
| Точить Ø60 до Ø40 за 8 проходов на длине 34мм; точить конус под углом 15º на длине 26мм; подрезать торец Ø60 в размер 34мм. | 2 установ | 4, 5, 6, 7, 9 | |||
|
| Точить Ø55 до Ø42 на длину 124мм за 4 прохода, точить канавку Ø39,8, точить фаску на Ø55 шириной 15мм. | 1 установ | 4, 5, 6 | ||
| Точить фаску 45º на Ø50; точить Ø55 до 50 на длине 71мм за 2 прохода. | 2 установ | 2, 3 | |||
| 3 | Точить фаску 45º на Ø60; | 1 установ | 7 | ||
| Точить Ø60 до Ø50 за 3 прохода на длине 60мм; подрезать торец Ø60 в размер 60мм. Точить фаску 45º на Ø50; | 2 установ | 2, 3, 4 |
Маршрут обработки деталей.
Упор Таблица 2.6
| № операции | Наименование операции | Оборудование |
| 005 | Заготовительная | Отрезной станок |
| 010 | Центровально-подрезная | Центровально-подрезной станок |
| 015 | Токарная | Токарный полуавтомат |
| 020 | Фрезерная | Горизонтально-фрезерный станок |
| 025 | Сверлильная | Сверлильный станок |
Хвостовик Таблица 2.7
| № операции | Наименование операции | Оборудование |
| 005 | Заготовительная | Отрезной станок |
| 010 | Центровально-подрезная | Центровально-подрезной станок |
| 015 | Токарная | Токарный полуавтомат |
Бобышка Таблица 2.8
| № операции | Наименование операции | Оборудование |
| 005 | Заготовительная | Отрезной станок |
| 010 | Центровально-подрезная | Центровально-подрезной станок |
| 015 | Токарная | Токарный полуавтомат |
Похожие работы
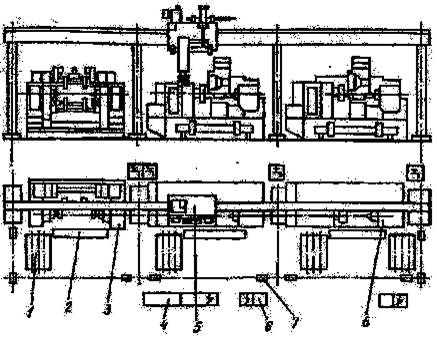
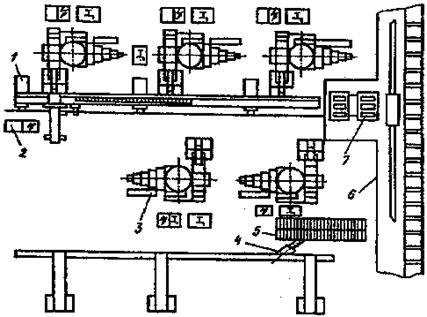
... поршня 40 40 40 Диаметр штока 20 20 20 8. Компоновка средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием На основе полученных результатов проделанной работы, используя [6], [7], подготавливаем общий вид робототехнического комплекса. На чертеже общего вида покажем вид в плане РТК, а также дополнительно виды и сечения для пояснения ...
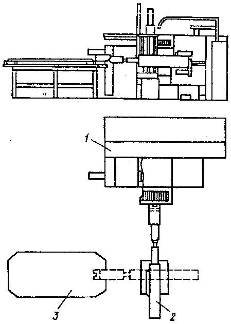
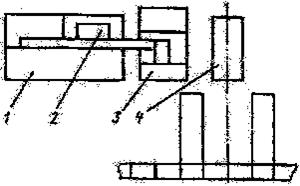
... другой заявки с более высоким приоритете а также определение возможности и целесообразности выполнения отдельных вспомогательных подпрограмм управления ПР с учетом его текущего положения до прихода заявок на обслуживание от станков ртк. Примеры РТК механообработки В данном разделе рассмотрены примеры компоновочных решений РТК типа «станок – ПР». Однопозиционный РТК на базе токарного станка мод. ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев