Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Производительность АС
Контроль и диагностика в условиях автоматизированного производства
Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений
Пьезоэлектрические датчики
Навигация
Автоматизированное производство
Автоматизированное производство
67661
знак
0
таблиц
10
изображений
1. Особенности проектирования технологических процессов в условиях автоматизированного производства
Основой автоматизации производства являются технологические процессы (ТП), которые должны обеспечивать высокую производительность, надежность, качество и эффективность изготовления изделий.
Характерной особенностью ТП обработки и сборки является строгая ориентация деталей и инструмента относительно друг друга в рабочем процессе (первый класс процессов). Термообработка, сушка, окраска и прочее в отличие от обработки и сборки не требуют строгой ориентации детали (второй класс процессов).
ТП классифицируют по непрерывности на дискретные и непрерывные.
Разработка ТП АП по сравнению с технологией неавтоматизированного производства имеет свою специфику:
1.Автоматизированные ТП включают не только разнородные операции механической обработки резанием, но и обработку давлением, термообработку, сборку, контроль, упаковку, а также транспортно-складские и другие операции.
2.Требования к гибкости и автоматизации производственных процессов диктуют необходимость комплексной и детальной проработки технологии, тщательного анализа объектов производства, проработки маршрутной и операционной технологии, обеспечения надежности и гибкости процесса изготовления изделий с заданным качеством.
3.При широкой номенклатуре изделий технологические решения многовариантны.
4.Возрастает степень интеграции работ, выполняемых различными технологическими подразделениями.
Основные принципы построения технологии механообработки в АПС
1.Принцип завершенности. Следует стремиться к выполнению всех операций в пределах одной АПС без промежуточной передачи полуфабрикатов в другие подразделения или вспомогательные отделения.
2.Принцип малооперационной технологии. Формирование ТП с максимально возможным укрупнением операций, с минимальным числом операций и установок в операциях.
3.Принцип «малолюдной» технологии. Обеспечение автоматической работы АПС в пределах всего производственного цикла.
4.Принцип «безотладочной» технологии. Разработка ТП, не требующих отладки на рабочих позициях.
5.Принцип активно-управляемой технологии. Организация управления ТП и коррекция проектных решений на основе рабочей информации о ходе ТП. Корректироваться могут как технологические параметры, формируемые на этапе управления, так и исходные параметры технологической подготовки производства (ТПП).
6.Принцип оптимальности. Принятие решения на каждом этапе ТПП и управления ТП на основе единого критерия оптимальности.
Помимо рассмотренных для технологии АПС характерны и др. принципы: компьютерной технологии, информационной обеспеченности, интеграции, безбумажной документации, групповой технологии.
2. Типовые и групповые ТП
Типизация технологических процессов для сходных по конфигурации и технологическим особенностям групп деталей предусматривает их изготовление по одинаковым ТП, основанным на применении наиболее совершенных методов обработки и обеспечивающим достижение наивысшей производительности, экономичности и качества. Основа типизации — правила обработки отдельных элементарных поверхностей и правила назначения очередности обработки этих поверхностей. Типовые ТП находят применение, главным образом, в крупносерийном и массовом производстве.
Принцип групповой технологии лежит в основе технологии переналаживаемого производства — мелко- и среднесерийного. В отличие от типизации ТП при групповой технологии общим признаком является общность обрабатываемых поверхностей и их сочетаний. Поэтому групповые методы обработки характерны для обработки деталей с широкой номенклатурой.
И типизация ТП, и метод групповой технологии являются основными направлениями унификации технологических решений, повышающей эффективность производства.
Классификация деталей
Классификацию производят в целях определения групп технологически однородных деталей для их совместной обработки в условиях группового производства. Выполняют ее в два этапа: первичная классификация, т. е. кодирование деталей обследуемого производства по конструктивно-технологическим признакам; вторичная классификация, т. е. группирование деталей с одинаковыми или несущественно отличающимися признаками классификации.
При классификации деталей нужно учитывать следующие признаки: конструктивные — габаритные размеры, массу, материал, вид обработки и заготовки; число операций обработки; точностные и другие показатели.
Группирование деталей выполняют в такой последовательности: выбор совокупности деталей на уровне классов, например тела вращения для механообрабатывающего производства; выбор совокупности деталей на уровне подкласса, например детали типа вала; классификация деталей по комбинации поверхностей, например валы с комбинацией гладких цилиндрических поверхностей; группирование по габаритным размерам с выделением областей с максимальной плотностью распределения размеров; определение по диаграмме областей с наибольшим числом наименований деталей.
Технологичность конструкций изделий для условий АП
Конструкция изделия считается технологичной, если для его изготовления и эксплуатации требуются минимальные затраты материалов, времени и средств. Оценка технологичности проводится по качественным и количественным критериям отдельно для заготовок, обрабатываемых деталей, сборочных единиц.
Детали, подлежащие обработке в АП, должны быть технологичны, т. е. просты по форме, габаритам, состоять из стандартных поверхностей и иметь максимальный коэффициент использования материала.
Детали, подлежащие сборке, должны иметь как можно больше стандартных поверхностей соединений, простейших элементов ориентации сборочных единиц и деталей.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...

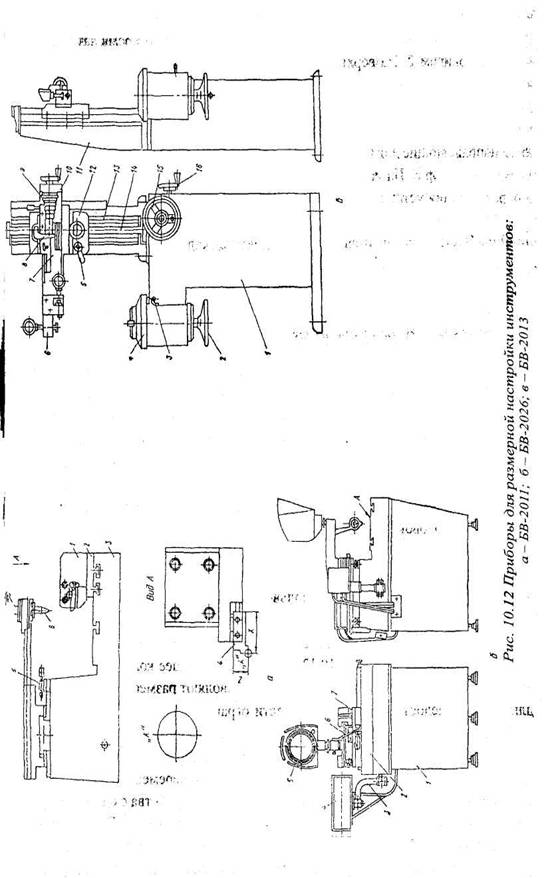
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев