Федеральное агентство по образованию РФ
ВОСТОЧНО-СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра МТОМ
Расчетно-графическая работа №4.
Проектирование технологического процесса механической обработки детали
Выполнил:
Проверил:
Улан-Удэ
2007
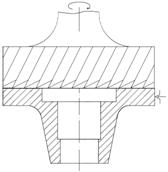
Проектирование механической обработки детали «Фланец», материал детали Сталь 30Л.
Обрабатываемые поверхности и требования к ним:
А – цилиндрическая (3), ![]() 78,
78, ![]() 45,
45, ![]() 40мм, припуск
40мм, припуск ![]() =2,5мм на сторону;
=2,5мм на сторону;
Б – плоская 80мм, припуск ![]() =2,5мм на сторону;
=2,5мм на сторону;
В – отверстие (4), ![]() 16мм.
16мм.
Способы обработки поверхностей, необходимый тип станка, инструменты и приспособления:
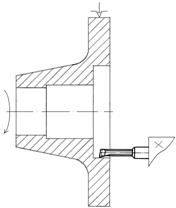
Поверхность А – точение, станок токарно-винторезный;
· Точение поверхности А, резец расточной для глухих отверстий;
· Описание станка:
| Параметры (размеры, мм) | 16Б04А |
| Наибольший диаметр обрабатываемой поверхности: над станиной над суппортом Наибольший диаметр прутка, походящего через отверстие шпинделя Наибольшая длина обрабатываемой заготовки Шаг нарезаемой резьбы: метрической дюймовой Частота вращения шпинделя об/мин Число скоростей шпинделя Наибольшее перемещение суппорта: продольное поперечное Подача суппорта, мм/об (мм/мин): продольная поперечная Число ступеней подач Скорость быстрого перемещения суппорта, мм/мин: продольного поперечного Мощность электродвигателя, кВт Габаритные размеры: длина ширина высота Масса, кг | 200 115 14 350 0,2 – 28 96 320 – 3200 Б/С – – 0,01 – 0,175 0,005 – 0,09 – – – 1,1 1310 690 1360 1245 |
·
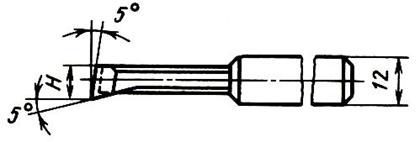
Марка и эскиз резца. Резец расточной для глухих отверстий, Т15К6
Характеристика материала Т15К6
Сплавы группы ТК (Т15К6) применяются для обработки конструкционных сталей. Они обладают высокими износо- и теплостойкостью, но более хрупкие, чем сплавы группы ВК (вольфрамовые однокарбидные)
ТК – титановольфрамовые сплавы, спекаемые из карбида вольфрама, карбида титана и кобальта. Для изготовления режущих инструментов твёрдые сплавы поставляются в виде пластинок определённых формах и размеров. Твердые сплавы в форме пластинок соединяют с крепежной частью пайкой или с помощью специальных высоко температурных клеев. Многогранные твердо сплавные пластины закрепляют прихватами, винтами, клиньями.
При изготовлении режущих инструментов используют минеральную керамику, представляющую собой кристаллический оксид алюминия (Аl2О3). Широкое распространение получила минеральная керамика марки ЦМ-332. Этот материал так же, как и твердые сплавы, получают спеканием. Технологический процесс изготовления минералокерамики предусматривает при спекании в керамику добавлять 0,5 ... 1 % оксида магния (МgО), который, вступая в реакцию с оксидом алюминия, образует прочное цементирующее вещество. При прессовании керамических пластинок тех же форм и размеров, что и пластинки твердых сплавов, в исходную шихту добавляют пластификатор - 5 %-ный раствор каучука в бензине.
· Приспособление - трехкулачковый патрон.
Поверхность Б – фрезерование, станок вертикально-фрезерный
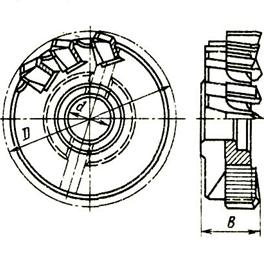
· Фрезерование поверхности Б, фреза торцевая
· Описание станка:
· Марка и эскиз фрезы
Фреза торцевая, 160, 60мм, Р6М5
· Приспособление – трехкулачковый самоцентрирующийся патрон для фрезерной операции
| D | B(h16) | d | Число зубьев |
| 160 | 45 | 50 | 16 |
| 60 | 40 | 27 | 12 |
Поверхность В – сверление, станок вертикально-сверлильный
· Сверление поверхности А, сверло
· Описание станка
| Параметры (размеры, мм) | 2Н118 |
| Наибольший условный диаметр сверления в стали Рабочая поверхность стола Наибольшее расстояние от торца шпинделя до рабочей поверхности стола Вылет шпинделя Наибольший ход шпинделя Наибольшее вертикальное перемещение: сверлильной (револьверной) головки Отверстие шпинделя Число скоростей шпинделя Частота вращения, об/мин Число подач шпинделя (револьверной головки) Подача шпинделя (револьверной головки) Мощность электродвигателя привода главного движения, кВт Габаритные размеры: длина ширина высота Масса, кг | 18 320x360 650 200 150 300 2 9 180 – 2800 – Ручная 1,5 820 590 2080 450 |
· Марка и эскиз сверла
Сверло, ![]() 16мм, Р6М5
16мм, Р6М5
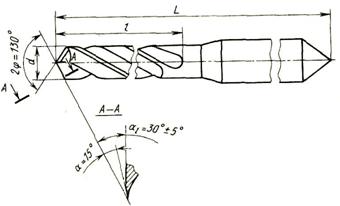
Характеристика материала Р6М5
При добавлении в углеродистую инструментальную сталь большого количества легирующих элементов: вольфрама (В), ванадия (Ф), молибдена (Мо), хрома (X) - образуются быстрорежущие инструментальные стали. Введением в сталь вольфрама, ванадия, молибдена и хрома в значительных количествах и различных сочетаниях получают сложные карбиды, связывающие почти весь углерод, что, в конечном итоге, обеспечивает возрастание теплостойкости быстрорежущей стали.
В отличие от углеродистых и легированных инструментальных сталей быстрорежущие стали обладают более высокими твердостью, прочностью, тепло- и износостойкостью сопротивлением малым пластическим деформациям, хорошей прокаливаемостью.
Благодаря высокой теплостойкости быстрорежущих сталей инструменты, изготовленные из этих сталей, работают со скоростями резания, в 2,5-3 раза более высокими, чем те, которые при равной стойкости допускают углеродистые инструменты. По уровню теплостойкости быстрорежущие стали разделяют на:
- стали нормальной теплостойкости (Р18, Р9, Р12, Р6МЗ и Р6М5);
Высокая стоимость большинства марок ванадиевых, кобальтовых и безуглеродистых сплавов ограничивает их широкое применение для обработки углеродистых и умеренно легированных конструкционных материалов. Их использование целесообразно только при обработке высокопрочных и труднообрабатываемых материалов (жаропрочных сталей и сплавов, высокомарганцовых сталей, титановых сплавов).
Широкое применение быстрорежущей стали при изготовлении самых разных инструментов объясняется ее хорошими режущими и технологическими свойствами. Из быстрорежущих сталей изготовляют фасонные резцы, сверла, развертки, метчики, плашки, винторезные головки, цилиндрические, осевые, концевые, фасонные, резьбовые, червячно-модульные и червячно-шлицевые фрезы, зуборезные долбяки, шевер, протяжки.
| Марка | Р6М5 |
| Классификация | Сталь инструментальная быстрорежущая |
| Применение: | для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками |
| Химический состав материала в %. | ||||||||||
| C | Si | Mn | Ni | S | P | Cr | Mo | W | V | Co |
| 0.82 - 0.9 | до 0.5 | до 0.5 | до 0.4 | до 0.025 | до 0.03 | 3.8 - 4.4 | 4.8 - 5.3 | 5.5 - 6.5 | 1.7 - 2.1 | до 0.5 |
| Температура критических точек материала. | Ac1 = 815 , Ar1 = 730 |
| Твердость материала после отжига | HB = 255 |
· Приспособление – машинные тисы для сверлильной операции.
Количество станков:
· токарно-винторезный (1) – 16Б04А, N=1,1 кВт;
· вертикально-фрезерный (1) – 650Ф3, N=4 кВт;
· вертикально-сверлильный (1) – 2Н118, N=1,5 кВт.
Технологическая карта обработки детали
№ | Наименование и содержание операций, переходов | Эскиз операции (схема обработки) | Станок, модель | Инструмент и приспособления |
| 1 | Токарная | |||
| Точение цилиндрических поверхностей
|
| Токарно-винторезный, 16Б04А | Трехкулачковый патрон, резец расточной для глухих отверстий, Т15К6 | |
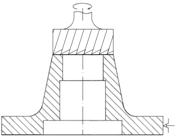
| 2 | Фрезерная | |||
| Фрезерование плоскости, 160мм |
| вертикально-фрезерный, 650Ф3 | трехкулачковый самоцентрирующийся патрон, тисы машинные, фреза торцевая
| |
| Фрезерование плоскости, 60мм |
| вертикально-фрезерный, 650Ф3 | трехкулачковый самоцентрирующийся патрон, тисы машинные, фреза торцевая
| |
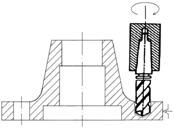
| 3 | Сверлильная | |||
| Сверление 4-х отверстий,
|
| вертикально-сверлильный, 2Н118 | Тисы машинные, сверло | |
Похожие работы

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
0 комментариев