Навигация
Проектирование технологического процесса механической обработки детали типа вал
23409
знаков
6
таблиц
1
изображение
Федеральное агентство по образованию
Пермский государственный технический университет
Курсовая работа
Проектирование технологического процесса механической обработки детали типа вал
Выполнил:
Студент группы
Проверил:
Преподаватель
В.А. Штронберг
2009г
Содержание
Задание
Введение
1 Исходная информация для разработки курсового проекта
1.1 Служебное назначение и техническая характеристика детали
1.2 Анализ технологичности конструкции детали
1.3 Определение типа производства
2 Разработка технологического процесса обработки детали
2.1 Выбор типового технологического процесса
2.2 Выбор исходной заготовки и метода ее изготовления
2.3 Экономическое обоснование выбора заготовки
2.4. Выбор технологических баз и методов обработки поверхностей заготовок, разработка технологического маршрута обработки детали
2.5 Выбор средств технологического оснащения
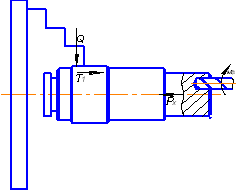
2.6 Разработка одной технологической операции обработки детали
3 Технологические расчеты
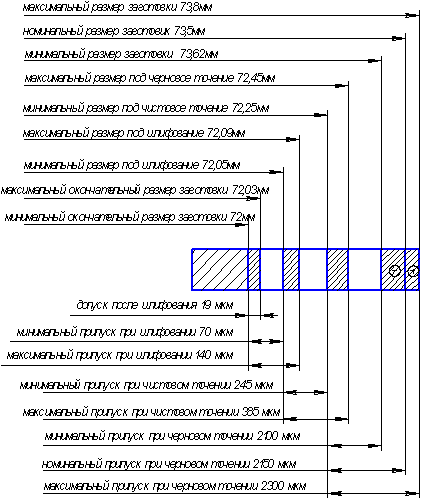
3.1 Расчет припусков табличным методом
3.2 Расчет режимов резанья табличным методом
3.3 Расчет технических норм времени
4 Альбом технологической документации
5 Графическая часть
Введение
Данный курсовой проект выполнен по предмету «технология машиностроения». Темой проекта является разработка технологического процесса изготовления детали «Вал ступенчатый». Содержится расчетно-пояснительная записка, комплект технологических и графических документов.
В пояснительной записке изложен анализ данной детали, её материала, обоснование метода получения заготовки и последовательность механической обработки, характеристика металлообрабатывающего оборудования.
Выбор режущих, мерительных и вспомогательных инструментов, станочных приспособлений, а так же расчет операционных припусков и режимов резания – все это обосновано в данном курсовом проекте.
Приложение содержит полный маршрут обработки детали и операционное описание с эскизами на каждую операцию.
Цель проекта – получение навыков разработки технологического процесса на изготовление деталей.
1 Исходная информация для разработки курсового проекта
Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием целесообразности ее производства, процесса производства по предложенным преподавателем плану, описание конструктивных особенностей детали и средств контроля качества, а так же обоснование технико-экономических характеристик детали по предложенным данным.
На основании сформулированной темы работы можно определить задачи, которые необходимо рассмотреть в ходе обоснования эффективности реализации предложенного проекта:
• технологическая часть;
• конструкторская часть;
• технико-экономическая часть.
1.1 Служебное назначение и техническая характеристика детали
Данная деталь – вал , относится к группе цилиндрических изделий . Основное предназначение вала – передавать крутящий момент. Данный вал ступенчато-переменного сечения ( имеет 4 ступени).
Валы классифицируют:
- По назначению: валы передач, коренные валы;
- По форме геометрической оси: прямые, коленчатые , с гибкой осью;
- По конструкции: гладкие (на протяжении всей диаметр одинаковый), ступенчатые (шейки – цилиндрические, конические).
Материалами, используемыми для изготовления валов могут быть: сталь, если нет термообработки, то материал Сm5, Cm6; если есть термообработка, то материал Сталь 40; для тяжело нагруженных валов используют легированные стали - 40XH, 40 XHMA.
Основными требованиями к данному изделию являются устойчивость цилиндрических поверхностей к деформации, т.к. деталь в будущем должна вращаться с определенной скоростью и цилиндрическая поверхность детали будет соприкасаться с другими частями механизма, данные особенности применения вала, дают основания сказать, что вал будет подвергаться к нагрузкам, ведущим к деформации детали. Данная особенность применения дает основание сделать основной упор при выборе материала на показатели деформации. Оптимальным будет применение легированных сталей с добавками хрома, например сталь марки 40Х. Материал является достаточно прочным, так как обеспечивает необходимую жесткость и прочность, вместе с тем, является хорошо обрабатываемым резанием. Немало важна простота получения заготовки (резка сортового проката).
Класс чистоты необходимый для соприкасающихся частей ступенчатого вала – 8 (Ra = 0,4), для поверхности крепления – 7 (Ra = 0,8). Для достижения необходимого класса чистоты поверхности необходимо провести две операции шлифования – предварительную и окончательную.
Масса вала рассчитывается по формуле:
Gдет= S ср * L дет * ρ = 694*460* 7,8 / 1000 = 2,5 кг;
D ср = ( 30*50 +30*250+28*5 +28*5+30*90+28*60 / 460 ) = 29,7 мм;
S ср = 3,14 * 29,7 2 / 4 = 694 мм2 ;
L дет = 460 мм;
ρ - плотность стали , ρ =7,8 г/см3 .
Высокие требования по точности предъявляются тем ступеням вала, которые соприкасаются с подшипниками (цапфам). Нагрузки, воспринимаемыми валом, передаются через опорные устройства – подшипники, устанавливаемыми на цапфах вала, на корпуса, рамы или станины машин.
Таблица 1 - Химический состав, % (ГОСТ 4543-71)
| C | Si | Mn | Cr | Ni | P | Cu | S |
| не более | |||||||
| 0,36 – 0,44 | 0,17 – 0,37 | 0,50 – 0,80 | 0,860 – 1,10 | 0,30 | 0,035 | 0,30 | 0,035 |
Таблица 2 - Механические свойства материала (ГОСТ 1133-71)
| Сечение, мм | σ0,2 | σв | σТ | ψ | KCU, Дж/см 2 | НВ поверхности |
| МПа ≤ | % ≤ | |||||
| 25 | 780 | 980 | 10 | 45 | 59 | 288 |
Технологические свойства. Температура ковки, °С: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе. Свариваемость - трудносвариваемая. Способ сварки: РДС и ЭШС. Необходимы прогрев и последующая термообработка.
Обрабатываемость резанием в горячепрокатном состоянии при НВ 163-168 МПа и Кυтв.спл.=0,20; Кuб.ст.= 0,95.
1.2 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали производится с целью повышения производительности труда, снижения затрат и сокращение времени на технологическую подготовку производства. Конструкция изделия может быть названа технологичной, если она обеспечивает простое и экономичное изготовление изделия и отвечает следующим основным требованиям:
1. При конструировании изделий используются простые геометрические формы, позволяющие применять высокопроизводительные методы производства. Предусмотрена удобная и надежная технологичная база в процессе обработки
2. Конфигурация деталей и их материалы позволяют применять наиболее прогрессивные заготовки, сокращающие объем механической обработки (точное кокильное литье, литье под давлением, объемная штамповка и вытяжка, холодная штамповка различных видов и т.п.)
3. Обоснованы заданные требования к точности размеров и формы детали
4. Использованы стандартизация и унификация деталей и их элементов
5. Для достижения объема механической обработки предусмотрены допуски только по размерам посадочных поверхностей
6. Предусмотрена возможность удобного подвода жесткого высокопроизводительного инструмента к зоне обработки детали.
7. Обеспечена достаточная жесткость детали
Количественную оценку технологичности конструкции детали производят по следующим показателям:
1 По коэффициенту использования материала
![]() =
= ![]() =
= ![]() 0,93
0,93
2 Коэффициенту точности обработки детали
![]() =
= ![]()
3 Коэффициенту шероховатости поверхности детали
![]() =
= ![]()
4 По жесткости детали
D ср = ( 30*50 +30*250+28*5 +28*5+30*90+28*60 / 460 ) = 29,7 мм
![]() <12
<12
5 По оптимальной степени точности
![]() Kmч =
Kmч =  =
= ![]() = 1
= 1
По сделанным расчетам можно сделать вывод, что деталь является достаточно технологичной, состоит из унифицированных элементов, можно применять стандартный режущий и мерительный инструмент, закреплять в стандартные приспособления. Использование материала приемлемо при использовании сортового проката в качестве заготовки.
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев