Припой ПОС-61 ГОСТ 21930-76
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Количественная оценка технологичности
Выбор оборудования, приспособлений, инструментов и вспомогательных материалов
Установление содержания переходов вариантов выполнения операций и их нормирование
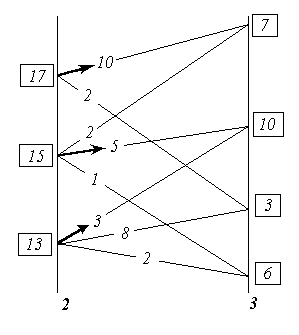
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Навигация
Количественная оценка технологичности
Проектирование хронологического процесса сложения платы преобразователя влажности газа
47667
знаков
7
таблиц
3
изображения
5.2 Количественная оценка технологичности
Количественная оценка технологичности [5] предполагает определение относительных частных показателей Ki и комплексного показателя K. Общее число базовых показателей не должно превышать семи. Комплексный показатель представляет собой сумму частных показателей с учетом их значимости по выбранному критерию.
Исходные данные для последующих расчетов технологичности:
Нмс = 7 шт. - общее количество микросхем и микросборок в изделии;
Нэрэ = 28 шт.- общее количество ЭРЭ;
Нм = 144 - общее количество монтажных соединений;
Нам = 130 - количество монтажных соединений, которые могут осуществляться (или осуществляются) механизированным или автоматизированным способом;
Нмп эрэ = 25 - количество ЭРЭ, подготовка которых к монтажу может осуществляться (или осуществляется) механизированным или автоматизированным способом;
Нмкн = 3 - количество операций контроля и настройки, которые можно осуществить механизированным способом. В число таких операций включаются операции, не требующие средств механизации;
Нкн = 5 - общее количество операций контроля и настройки;
Нт эрэ = 11 - общее количество типоразмеров ЭРЭ в изделии;
Нтор эрэ = 0 - количество типоразмеров оригинальных ЭРЭ в изделии.
Определяем значения коэффициентов
1) Коэффициент использования микросхем и микросборок:
Кмс = Нмс / Нэрэ = 7/28 = 0,25; (5.2.1)
2) Коэффициент автоматизации и механизации монтажа изделия:
Кам = Нам / Нм = 130/144= 0,91; (5.2.2)
3)Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу:
Кмп зрэ = Нмп эрэ / Нэрэ = 25/28 = 0,89; (5.2.3)
![]() 4) Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров:
4) Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров:
Кмкн = Нмкн / Нкн = 3/5= 0,6; (5.2.4)
5) Коэффициент повторяемости электрорадиоэлементов:
Кпов эрэ = 1 – Нт эрэ / Нэрэ = 1 – 11/28 = 0,61; (5.2.5)
6) Коэффициент применяемости электрорадиоэлементов:
Кп эрэ = 1 – Нт ор эрэ / Нт эрэ = 1 – 0/11 = 1; (5.2.6)
Определяем значение комплексного показателя по формуле:

 (5.2.7)
(5.2.7)
где ki – значение показателя по таблице состава базовых показателей соответствующего класса блоков;
jі – функция, нормирующая весовую значимость показателя:
φ1 = 1;φ3 = 0,75;φ5 = 0,31;
φ2 = 1; φ4 = 0,5; φ6 = 0,187
i – порядковый номер показателя в ранжированной последовательности;
s – общее количество базовых показателей для данной стадии проектирования изделия.
Разработанная конструкция печатного узла является технологичной для стадии разработки рабочей документации серийного производства, т.к. комплексный показатель равен 0,66, что соответствует нормативам комплексного показателя для класса электронных блоков (0,5 – 0,8) данной стадии проектирования конструкторской документации.
6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Разработка технологического маршрута сборки начинается с расчленения изделия или его части на сборочные элементы путем построения схем сборочного состава, и технологических схем сборки. Расчленение изделия на элементы проводится независимо от программы его выпуска и характера технологического процесса сборки. При разработке технологической схемы сборки формируется структура операций сборки, устанавливается их оптимальная последовательность, вносятся указания по особенностям выполнения операций. Схемы сборки составляют как для отдельных сборочных единиц, так и для общей сборки изделия.
Технологические схемы позволяют упростить проектирование процессов сборки и позволяют оценить технологичность конструкции изделия. Исходными данными для разработки технологической схемы сборки являются:
- сборочный чертеж;
- анализ элементной базы;
- технические требования конструктора.
Технологическая схема сборки с базовой деталью более трудоемка, но в наглядной форме отражает:
- временную последовательность процесса сборки;
- относительное расположение сборочных единиц и деталей;
- возможности организации сборочного процесса;
- позволяет выделить минимальные по содержанию законченные части работ, из которых состоят операции.
При назначении последовательности сборочных работ необходимо придерживаться следующих рекомендаций [7]:
1) предшествующие работы не должны затруднять выполнение последующих работ;
2) последующие работы не должны ухудшать качества уже выполненных соединений и установленных ЭРЭ;
3) однотипные работы необходимо группировать;
4) после наиболее ответственных работ вводиться сплошной или выборочный контроль;
5) технологическая схема общей сборки строиться при условии образования наибольшего количества сборочных единиц;
6) в первую очередь выполняются неподвижные соединения, требующие значительных механических усилий;
7) обычно механические сборочные работы выполняются раньше, если это не противоречит первой и второй рекомендациям;
8) допускается чередование работ по механическому и электрическому соединению в тех случаях, когда полное окончание механических сборочных работ затрудняет доступ к узлам и деталям для выполнения электрического соединения;
9) на заключительных этапах собираются подвижные части изделий, разъемные соединения, устанавливаются детали, заменяемые в процессе настройки;
10) установку элементов на печатную плату рекомендуется начинать с меньших по высоте и размерам.
Наша конструкция подходит к 3 варианту функциональных узлов – только на верхней стороне платы устанавливаются компоненты для монтажа в отверстия и поверхностного монтажа. Монтаж компонентов содержит следующие операции: нанесения паяльной пасты на контактные площадки верхней стороны платы; установка компонентов поверхностного монтажа; контроль; сушка и оплавление паяльной пасты; установка компонентов для монтажа в отверстия; пайка компонентов для монтажа в отверстия двойной волной припоя; промывка печатной платы с компонентами; контроль паяных соединений.
В приложении В представлена технологическая схема сборки. В качестве базовой выбираем ту деталь, поверхности которой будут впоследствии использованы при установки в готовое изделие, т.е. печатную плату (поз. 1). Вначале наносим паяльную пасту на контактные площадки трафаретной печатью согласно п.1 технических рекомендаций. Затем производим установку ЭРЭ поверхностного монтажа: индуктивности (поз.11, 12), микросхемы (поз. 2-5). Следующим шагом будет контроль согласно п.4 технических рекомендаций. Далее сушка и оплавление паяльной пасты. После производим установку с последующей подгибкой выводов ЭРЭ наименьших размеров согласно п. 10 технических рекомендаций: диоды (поз. 16), резисторы (поз. 13-15), транзистор (поз. 17), кварцевый генератор (поз. 20), конденсаторы (поз. 6-10), разъем (поз. 18). Далее устанавливаем разъемы (поз. 19) при помощи механического крепления винтами, гайками и шайбами в соответствии с п. 1 технических рекомендаций. Затем производим контроль установки ЭРЭ согласно п.4 технических рекомендаций. Потом следует пайка выводов ЭРЭ волной припоя, промывка, сушка, контроль качества паяных соединений и электрических параметров в соответствии с п. 4 рекомендаций. После этого выполняем покрытие лаком (п.4 технических требований конструктора), сушку и контроль работоспособности готовой платы преобразователя влажности газа. На завершающем этапе после контроля необходимо клеймить плату краской ТНПФ-84 по ТУ 29-02-889-79 (п.6 технических требований конструктора).
7. РАЗРАБОТКА МАРШРУТНОЙ ТЕХНОЛОГИИ
Маршрутный технологический процесс определяет последовательность исполнения операций, их вид и наименование, оснащение, трудоемкость выполнения операций и квалификацию рабочих. Все параметры разработки ТП заносят в маршрутные карты.
Типовые технологические процессы разрабатываются для группы изделий, объединенных на основе конструктивно-технологических признаков, и характеризуются единством содержания и последовательности большинства технологических операций и переходов для изделий всей группы. Операции записываются в общей форме.
Единичный ТП относится к изделию конкретного наименования, типоразмеру и исполнению независимо от типа производства. Операции записываются для конкретной элементной базы.
7.1 Анализ ТТП и выделение необходимых операций для единичного техпроцесса
Необходимые операции:
1. Комплектовочная
2. Подготовительная*
3. Промывка*
4. Сушка*
5. Лужение
6. Формовка
7. Сборка*
8. Пайка*
9. Проверочная*
10. Контроль
7.2 Разработка операций единичного ТП, установка их количества, содержания и степень механизации
Комплектовочная
Распаковать от упаковки ЭРЭ, детали, платы. Проверить сроки годности, номиналы, наличие сопроводительной документации, отсутствие нарушений внешнего вида. Подобрать чертеж. Уложить комплект согласно чертежу в тару. Подобрать форму технологического паспорта, заполнить графу «комплектация», уложить паспорт в тару. Вручную.
Подготовительная
Будет 4 операции:
а) получить комплект ЭРЭ, деталей, плату, изучить документацию. Проверить комплект на соответствие чертежу. Проверить отсутствие повреждений внешнего вида ЭРЭ, платы, деталей. Вручную;
|
| ХАИ-КП.402131.12.ПЗ | Лист | ||||
| 22 | ||||||
| Изм. | Лист | №докум. | Подпись | Дата |
б) формовать и обрезать выводы ЭРЭ поз. 13, 14, 15, 16, 17, 18, 20. Автоматически;
в) вклеить ЭРЭ поз. 6, 7, 8, 9, 10 в липкую ленту. Автоматически;
г) нанести паяльную пасту. Автоматически;
Промывка
Будет 2 операции:
a) очистить плату перед сборкой. Виброустановка Т858095;
б) отмывка плат от ацетонно-конифольного лака и флюса. Виброустановка Т858095.
Сушка
Будет 3 операции:
а) сушить плату после контроля установки элементов поверхностного монтажа. Сушильный шкаф ВШ-0,035;
б) сушить плату после промывки платы от ацетонно-конифольного лака и флюса. Сушильный шкаф ВШ-0,035;
в) сушить плату после покрытия лаком. Сушильный шкаф ВШ-0,035.
Лужение
Лудить выводы ЭРЭ поз. 6, 7, 8, 9, 10, 13, 14, 15, 16, 17, 18, 20. Групповое механизированное погружение выводов ЭРЭ.
Сборка
Будет 4 операции:
а) установить ЭРЭ поз. 2, 3, 4, 5, 11, 12 на паяльную пасту. Автоматически;
б) установить ЭРЭ для монтажа в отверстия на свои выводы подгибкой поз. 13, 14, 15, 16, 17, 18, 20 на установке «Силуэт»;
в) установить ЭРЭ для монтажа в отверстия на свои выводы подгибкой поз. 6, 7, 8, 9, 10. Автоматически;
г) установить на плате ЭРЭ поз.19 с механическими креплениями винтами, гайками. Вручную.
Пайка
Будет 2 операции:
а) оплавить паяльную пасту. Автоматически;
б) паять плату волной припоя. Установка УПВ-903;
Лакирование
Лакировать печатную плату с установленными на нее ЭРЭ погружением в ванну с лаком.
Проверочная
Будет 4 операции:
а) проверить качество установки ЭРЭ поверхностного монтажа. Вручную;
б) проверить внешний вид блоков платы, качество паяных соединений. Вручную;
в) проверить блок согласно ТУ по электрическим параметрам. Вручную;
г) проверить внешний вид блоков платы, качество установленных элементов. Вручную.
Контроль
Проверить внешний вид платы, блока в ОТК. Вручную. Клеймить.
Похожие работы

... породе не выше 0,2%. Это свидетельствует о том, что в процессе разработки их влияние на изменение фильтрационно-емкостных характеристик пласта будет минимальным. 3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 3.1. Проектное решение по разработке месторождения Хохряковское нефтяное месторождение открыто в 1972 году, введено в разработку в 1985 году на основании «Технологической схемы разработки», составленной ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... Во все времена люди боялись и отторгали от себя инакомыслящих, чужих, не похожих на большинство. Именно по этому проблема ведьм актуальны сейчас, когда постоянно происходят всплески нетерпимости других народов и их культур. Уничтожение инакомыслия активно приветствовалось правительством, ведь отсутствие инакомыслия позволяло держать народ в подчинении. Для этого и была создана Святая инквизиция, в ...
0 комментариев