Припой ПОС-61 ГОСТ 21930-76
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Количественная оценка технологичности
Выбор оборудования, приспособлений, инструментов и вспомогательных материалов
Установление содержания переходов вариантов выполнения операций и их нормирование
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Навигация
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Проектирование хронологического процесса сложения платы преобразователя влажности газа
47667
знаков
7
таблиц
3
изображения
8.3 Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Оперативное время на выполнение операции берем из таблиц (8.2.1) и (8.2.2):
1) Для ручной сборки:
![]() мин;
мин;
2) Для автоматической сборки:
![]() мин.
мин.
Определим норму штучного времени для каждой операции по формуле:
 (8.3.1)
(8.3.1)
Где ![]() оперативное время на выполнение монтажной операции, мин;
оперативное время на выполнение монтажной операции, мин;
![]() поправочный коэффициент, учитывающий группу сложности и вид производства;
поправочный коэффициент, учитывающий группу сложности и вид производства; ![]() ;
;
![]() подготовительно-заключительное время, время обслуживания рабочего места и личные надобности, процент от оперативного времени;
подготовительно-заключительное время, время обслуживания рабочего места и личные надобности, процент от оперативного времени; ![]() ;
;
![]() время на отдых, процент от оперативного времени;
время на отдых, процент от оперативного времени; ![]() .
.
1) Для ручной сборки:
 мин.
мин.
2) Для автоматической сборки:
 мин;
мин;
Определим подготовительно-заключительное время Тп.з.. Это время, которое рабочий затрачивает на первоначальное ознакомление с работой и чертежом, наладку оборудования, инструментов для выполнения данной операции и другие заключительные работы после выполнения работы:
 (8.3.2)
(8.3.2)
Где n – количество изделий в партии.
1) Для ручной сборки:
 мин;
мин;
2) Для автоматической сборки:
 мин,
мин,
Где 30 минут добавлено на настройку автоматического оборудования.
Рассчитаем штучно-калькуляционное время:
![]() (8.3.3)
(8.3.3)
Где ![]() подготовительно-заключительное время на партию изделий;
подготовительно-заключительное время на партию изделий;
1) Для ручной сборки:
![]() мин
мин
2) Для автоматической сборки:
![]() мин
мин
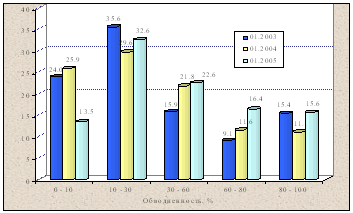
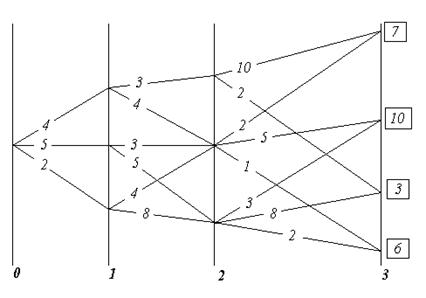
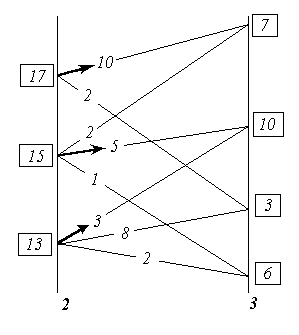
По этим двум зависимостям построим графики, на которых можно сравнить трудоемкость для ручной и автоматической сборки. (рис.8.3.1).
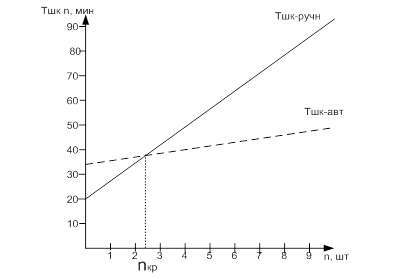
Рис.8.3.1 – График трудоемкости ручной и автоматической сборки
nкр – значение, при котором оба варианта выполнения операции равноценны. Для данного случая nкр=2 шт. Если n>2 более рациональным по трудоемкости, в зависимости от количества изделий в партии, является вариант установки ЭРЭ на ПП в автоматическом режиме. Если n<2 шт., то использование ручной установки более технологично. Т.к. в нашем случае в партия 150 шт, то оптимальным вариантом для данной операции является установка ЭРЭ на автомате.
9. НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И УТОЧНЕНИЕ ТИПА ПРОИЗВОДСТВА
Исходными данными для укрупненного нормирования работ является маршрутная технология и, в частности, таблица 7.4. Из нее выписывают все операции и по нормативным документам определяют нормативные времена Топ, необходимые для их выполнения. После этого определяем норму штучного времени Тш для каждой операции по формуле (8.3.1)
Полученные значения занесем в таблицу:
Таблица 9.1 – Нормирование технологического процесса
| № | Операция | Топ, мин | Тш, мин |
| 005 | Комплектовочная | 4,91 | 6,63 |
| 010 | Подготовительная | 2,5 | 3,37 |
| 015 | Подготовительная | 3,62 | 4,88 |
| 020 | Лужение | 5,8 | 7,83 |
| 025 | Подготовительная | 1,15 | 1,55 |
| 027 | Промывка | 3,2 | 4,32 |
| 028 | Сушка | 3,15 | 4,25 |
| 030 | Подготовительная | 2,1 | 2,84 |
| 035 | Сборка | 1,53 | 2,06 |
| 040 | Проверочная | 1,46 | 1,97 |
| 045 | Сушка | 4,57 | 6,16 |
| 050 | Пайка | 5,58 | 7,5 |
| 055 | Сборка | 1,12 | 1,51 |
| 060 | Сборка | 3,32 | 4,48 |
| 065 | Сборка | 2,87 | 3,87 |
| 070 | Проверочная | 1,81 | 2,44 |
| 075 | Пайка | 3,73 | 5,03 |
| 080 | Промывка | 2,24 | 3,02 |
| 085 | Сушка | 3,15 | 4,25 |
| 090 | Проверочная | 2,41 | 3,26 |
| 095 | Проверочная | 1,81 | 2,44 |
| 100 | Лакирование | 5,07 | 6,84 |
| 105 | Сушка | 3,15 | 4,25 |
| 110 | Контроль | 1,5 | 2,02 |
| Суммарное время | 68,6 | 92,61 |
Рассчитаем коэффициент закрепления операций:
 ,(9.1)
,(9.1)
Где ![]() - среднее штучное время, которое находится по формуле:
- среднее штучное время, которое находится по формуле:
![]()
 мин, (9.2)
мин, (9.2)
m – количество операций;
Рассчитаем такт выпуска изделия:
 мин,(9.3)
мин,(9.3)
![]() - действительный фонд рабочего времени.
- действительный фонд рабочего времени.
Подставим найденные значения в формулу (9.1):
 .
.
Тип производства – среднесерийный, т.к. коэффициент закрепления операций входит в диапазон от 10-20.
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте представлена разработка технологического процесса сборки платы преобразователя влажности газа.
В результате нами получен вариант технологического процесса сборки платы и выбраны все необходимые для этого приспособления, оборудования и инструменты. Основной упор в работе делался на снижение затрат на изготовление печатного узла, а так же снижение трудоемкости.
![]() СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. ОСТ 92 – 1468 – 90 Лаки и краски. Марки, состав, свойства и область применения.
2. ОСТ 4 ГО.033.200. Припои и флюсы для пайки. Марки, состав, свойства и область применения. ГОСТ 21931-76.
3. ОСТ 92-1042-82. Технические требования и требования безопасности к типовым операциям сборки и монтажа блоков и узлов на печатных платах.
4. ОСТ 4.010.030.-81.Установка навесных элементов на печатных платах. введ.01.01.82.
5. Заболотный В. А. Проектирование техпроцесса сборки электронных устройств приборов и систем управления летательных аппаратов. Учебное пособие по курсовому проектированию. Харьков: ХАИ, 1999.
6. Заболотный В.А, Заболотный А.В., Кныш В.А. Проектирование технологических процессов сборки электронной аппаратуры. Харьков: ХАИ, 2008.
7. ОСТ 92-1046-82. Типовые технологические операции подготовки печатных плат к сборке и монтажу блоков и узлов.
8. Билибин К.И., Власов А.И., Журавлева Л.В. Конструкторско-технологическое проектирование электронной аппаратуры: учеб. для вузов – М.: МГТУ им. Н.Э. Баумана, 2005.
9. ОСТ4 ГО.050.012. Научная организация труда. Нормативы времени (элементные). Нормирование монтажных работ.
10. ТТП. Сборка, электромонтаж и покрытие лаком узлов и блоков на печатных платах. ТТПС-096, 1995.
11. ОСТ4 ГО.054.264. Аппаратура радиоэлектронная. Сборочно- монтажное производство. Поготовка электрорадиоэлементов к монтажу. Типовые технологические операции.
Похожие работы

... породе не выше 0,2%. Это свидетельствует о том, что в процессе разработки их влияние на изменение фильтрационно-емкостных характеристик пласта будет минимальным. 3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 3.1. Проектное решение по разработке месторождения Хохряковское нефтяное месторождение открыто в 1972 году, введено в разработку в 1985 году на основании «Технологической схемы разработки», составленной ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... Во все времена люди боялись и отторгали от себя инакомыслящих, чужих, не похожих на большинство. Именно по этому проблема ведьм актуальны сейчас, когда постоянно происходят всплески нетерпимости других народов и их культур. Уничтожение инакомыслия активно приветствовалось правительством, ведь отсутствие инакомыслия позволяло держать народ в подчинении. Для этого и была создана Святая инквизиция, в ...
0 комментариев