Навигация
Производство пастеризованного молока
60460
знаков
9
таблиц
7
изображений
Министерство сельского хозяйства РФ
"Уральская государственная сельскохозяйственная академия"
Кафедра "Пищевой инженерии"
КУРСОВОЙ ПРОЕКТ
(расчетно-пояснительная записка)
по курсу: "Оборудование и аппараты пищевых производств"
на тему: "Технологическая линия производства
пастеризованного молока"
Исполнитель:
Руководитель:
Екатеринбург 2010.
Содержание
Введение
1. Теоритическая часть
1.1 Первичная обработка, транспортирование и хранение молока
1.1.1 Первичная обработка и транспортирование молока
1.1.2 Приемка и оценка качества молока
1.1.3 Способы очистки молока
1.1.4 Режимы охлаждения молока
1.2 Механическая обработка молока
1.2.1 Сепарирование и нормализация молока
1.2.2 Гомогенизация молока
1.3 Тепловая обработка молока
1.3.1 Влияние тепловой обработки на свойства молока
1.3.2 Пастеризация молока
2. Технологическая часть
2.1 Технология переработки молока
2.2 Продуктовый расчет для питьевого молока с м. д. ж.3,2%
3. Технологическое оборудование
3.1 Подбор технологического оборудования
3.2 Оборудование
4. Расчет площадей
4.1 Основные проектные решения по компоновке производственного корпуса
4.2 Расчет площади основного корпуса
4.1.1 Расчет площади основных производственных цехов
4.1.2 Расчет площади камер хранения готовой продукции и складских помещений
Литература
Приложения
Введение
Молоко - продукт питания, наиболее совершенный по своему составу. Ценность молока заключается в идеальной сбалансированности питательных веществ. Молочные продукты играют огромную роль в питании человека, снабжая организм необходимыми для здоровья элементами. Молоко - наименее заменимый продукт, особенно для детского питания.
Молоко различных сельскохозяйственных животных отличается по химическому составу и питательной ценности. Наиболее широко в питании людей используется коровье молоко. В рационе народов различных регионов присутствует также молоко коз, овец, кобылиц, верблюдиц, ослиц, буйволиц, самок зебу, яка, северного оленя.
Молоко - сложнейший продукт по своему химическому составу. В состав молока входят: вода, белки, молочный жир, молочный сахар - лактоза, минеральные вещества и микроэлементы - кальций и фосфор, большинство известных витаминов, ферменты, способствующие пищеварению; гормоны, иммунные тела, газы, микроорганизмы, пигменты.
Молоко - сырье для производства кисломолочных продуктов и напитков, сыра, сливочного масла, сливок, мороженого.
Молочная промышленность выпускает коровье молоко пастеризованное, стерилизованное, топленое, сгущенное, сухое.
1. Теоретическая часть
1.1 Первичная обработка, транспортирование и хранение молока
1.1.1 Первичная обработка и транспортирование молока
Молочные продукты высокого качества можно выработать только из доброкачественного сырого молока. Доброкачественное молоко характеризуется нормальным химическим составом, оптимальными физико-химическими и микробиологическими показателями, определяющими его пригодность к переработке. Изменение свойств и, особенно, микробиологических показателей сырого молока в значительной степени обусловлено жизнедеятельностью микроорганизмов, которые попадают в молоко при несоблюдении санитарно-гигиенических правил дойки, содержания животных, мойки оборудования для дойки, хранения и транспортирования молока. Чтобы предотвратить бактериальное загрязнение сырья, необходимо не только соблюдать санитарные и ветеринарные правила получения молока, но и подвергать его первичной обработке. Цель первичной обработки - обеспечить стойкость молока при его транспортировании и хранении.
Первичная обработка включает следующие процессы: очистку, охлаждение и хранение до отправки на переработку или в реализацию.
Для удаления механических примесей молоко фильтруют, пропуская через ткань, а затем направляют на дальнейшую очистку. Для очистки применяют фильтры разных систем, где рабочими элементами служат ватные диски, марля, синтетические материалы, металлические сетки и др. В настоящее время для очистки молока используют сепараторы-молокоочистители, в которых механические примеси удаляются под действием центробежной силы. После очистки молоко следует немедленно охлаждать для подавления роста микроорганизмов. Для охлаждения молока используют пластинчатые охладители.
Охлажденное (не выше 6 °С) молоко транспортируют на крупные молочные предприятия в металлических флягах, цистернах с помощью автомобильного, железнодорожного и водного транспорта. Фляги для молока вместимостью 36...40 л изготовляют из алюминия и стали. При транспортировании больших количеств молока применяют автоцистерны из нержавеющей стали и алюминия. Они имеют изоляцию и снабжены герметически закрывающимися люками.
1.1.2 Приемка и оценка качества молока
На молокоперерабатывающих предприятиях существует определенный порядок приемки и оценки качества молока. Приемку осуществляют в соответствии с требованиями действующего стандарта на молоко натуральное коровье. Молоко натуральное коровье должно быть получено от здоровых животных, отфильтровано и охлаждено в хозяйстве не позднее чем через 2 ч после дойки до температуры не выше 6 °С.
Молоко в зависимости от органолептических, физико-химических и микробиологических показателей подразделяют на сортовое (высший, первый и второй) и несортовое. По внешнему виду и консистенции сортовое молоко должно быть однородной жидкостью без осадка и хлопьев, белого или светло-кремового цвета; вкус и запах чистые, без посторонних запахов и привкусов, несвойственных свежему натуральному молоку. Для несортового молока допускаются наличие хлопьев белка и механических примесей, а также выраженные кормовые привкус и запах.
В зависимости от физико-химических показателей натуральное молоко подразделяют на сорта в соответствии с требованиями, приведенными в таблице 1.
Таблица 1. Физико-химические показатели молока
| Показатель | Норма для молока | |||
| высшего сорта | первого сорта | второго сорта | несортового | |
| Кислотность, °Т | 16...18 | 16...18 | 16...21 | Менее 16 или более 21 |
| Группа чистоты по эталону, не ниже группы | I | I | II | III |
| Плотность, кг/м3, не менее | 1028 | 1027 | 1027 | Менее 1027 |
| Температура замерзания, °С | Не выше - 0,52 | Выше - 0,52 | ||
Примечание. Если измеряют температуру замерзания молока, то плотность его можно не определять.
Молоко плотностью 1026 кг/м3, кислотностью 15 или 21 °Т допускается принимать на основании стойловой пробы вторым сортом, если оно по остальным показателям соответствует требованиям действующего стандарта.
При приемке молока ежедневно в каждой партии определяют органолептические показатели, температуру, массовую долю жира, плотность, группу чистоты, термоустойчивость, температуру замерзания, а также не реже одного раза в 10 дней бактериальную обсемененность, содержание соматических клеток, наличие ингибирующих веществ; не реже двух раз в месяц - массовую долю белка; при подозрении на тепловую обработку - активность фосфатазы.
По микробиологическим показателям сырое натуральное молоко должно соответствовать следующим требованиям: количество мезофильных аэробных и факультативно-анаэробных микроорганизмов (МАФАнМ) не должно превышать для молока высшего сорта 3 * 105 КОЕ/см3, первого сорта - 5 * 105 КОЕ/см3, второго сорта - 4 * 10б КОЕ/см3; число соматических клеток для молока высшего сорта - не более 5 * 105 в 1 см3, для молока первого и второго сорта - не более 1 * 106 в 1 см3.
Молоко, полученное от коров в первые 7 дней после отела (молозиво) и в последние 5 дней лактационного периода1 (стародойное) не принимают на молочные заводы.
Это молоко значительно отличается от нормального (натурального) молока по химическому составу, органолептическим и физико-химическим показателям (табл.2).
Таблица 2. Сравнительные показатели нормального молока и полученного в первый (после отела) и последний дни лактационного периода
| Показатель | Нормального (натурального) | Первого дня лактационного периода | Последнего дня лактационного периода |
| Массовая доля,%: | |||
| сухих веществ | 12,5 | 25...30 | - |
| в том числе: | |||
| молочного жира | 3,5 | 5 и более | 5 и более |
| белков | 3,2 | 15 и более | До 5 |
| в том числе: | |||
| казеина | 2,6 | 2,7 | - |
| сывороточны белков | 0,6 | 12 и более | Большое количество |
| молочного сахара (лактозы) | 4,8 | 3,3 | 3,8 |
| минеральных веществ | 0,8 | 1,2 (увеличение за счет хлоридов) | 0,9 (большое количество хлоридов и низкое гидро - и дигидрофосфатов, гидро и дигидроцитратов) |
| витаминов | Микроколичество | Повышенное количество | - |
Лактационным периодом называют время, в течение которого корова продуцирует молоко. Начинается лактационный период сразу после отела и заканчивается перед запуском. Продолжительность лактационного периода составляет примерно 10 мес. (300 дней).
Показатели вязкости, кислотности и плотности приведены в таблице 3.
Таблица 3.
| Показатель | Нормального (натурального) | Первого дня лактационного периода | Последнего дня лактационного периода |
| Вязкость, Па * с | 1,8 - 10-3 | 25 * 10-3 | - |
| Кислотность, °Т | 16...18 | 40...50 и более | 14...16 (иногда 9...12) |
| Плотность, кг/м3 | 1028 | 1037...1055 | - |
Так, молоко первого дня лактационного периода характеризуется высокой массовой долей сухих веществ (25...30%), что обусловливает его высокую плотность (1037...1055 кг/м3) и вязкость (25 * 10-3 Па * с); пониженным содержанием лактозы и одновременно повышенным (за счет хлоридов) содержанием минеральных веществ, что придает молоку солоноватый вкус; высоким содержанием жира и ферментов (в том числе липазы), что способствует гидролизу жира и образованию значительного количества свободных жирных кислот, придающих молоку специфический запах; высоким содержанием белков, и прежде всего термолабильных сывороточных белков, что обусловливает высокую кислотность и нетермоустойчивость молока. Такое молоко свертывается при нагревании до 60 °С из-за денатурации и коагуляции сывороточных белков и потому непригодно для промышленной переработки на молочные продукты.
Показатели молока постепенно изменяются и после 7 (иногда 10) дней соответствуют показателям нормального молока.
Молоко последнего дня лактации отличается: повышенным содержанием жира и ферментов (в том числе липазы), что способствует повышению количества свободных низкомолекулярных жирных кислот, образующихся при гидролизе жира; повышенным содержанием хлоридов и пониженным содержанием лактозы, что обусловливает появление в молоке солоноватого вкуса. Несмотря на повышенное содержание белков и солей, молоко имеет пониженную кислотность, что объясняется изменениями в составе минеральных веществ, повышенным содержанием гидро- и дигидрофосфатов, гидро- и дигидроцитратов. Последние в нормальном молоке обусловливают долю кислотности 9...130Т. Стародойное молоко содержит мелкие жировые шарики и мицеллы казеина. Казеин отличается повышенным содержанием у-фракции.
Молозиво и стародойное молоко медленно свертываются мо-локосвертывающими ферментами и являются плохой средой для развития молочнокислых микроорганизмов. Продукты, изготовленные из молока с примесью молозива и стародойного молока, имеют неприятный вкус и быстро портятся.
Поэтому согласно действующему стандарту натуральное коровье молоко, полученное в первые 7 и последние 5 дней лактационного периода, не подлежит приемке и переработке на пищевые цели.
В нашей стране установлена базисная норма массовой доли жира молока 3,4%, базисная норма массовой доли белка 3,0%.
1.1.3 Способы очистки молока
Очистку проводят для того, чтобы удалить механические загрязнения и микроорганизмы. Осуществляют очистку способом фильтрования под действием сил тяжести или давления и центробежным способом на сепараторах-молокоочистителях. При фильтровании молоко должно преодолеть сопротивление, оказываемое перегородкой фильтра, выполненной из металла или ткани. При прохождении жидкости через фильтрующую перегородку на ней задерживаются загрязнения в количестве, пропорциональном объему жидкости, прошедшей через фильтр.
Периодически через каждые 15...20 мин необходимо удалять загрязнения из фильтра. Эффективность очистки в значительной мере зависит от давления, при котором происходит фильтрование. Обычно в цилиндрические фильтрационные аппараты молоко поступает под давлением 0,2 МПа. Фильтрационные аппараты с тканевыми перегородками имеют ряд недостатков: кратковременность безостановочной работы; необходимость частой разборки для промывки; возможность прорыва ткани; уменьшение производительности фильтров в зависимости от продолжительности работы.
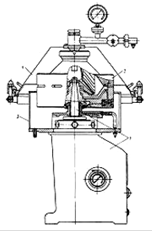
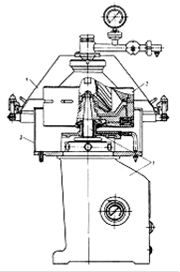
Наиболее эффективна очистка молока с помощью сепарато-ров-молокоочистителей. Центробежная очистка в них осуществляется за счет разницы между плотностями частиц плазмы молока и посторонних примесей. Посторонние примеси, плотность которых больше, чем у плазмы молока, отбрасываются к стенке барабана и оседают на ней в виде слизи.
Молоко, подвергаемое очистке, поступает по центральной трубке (рис.1, а) в тарелкодержатель, из которого направляется в шламовое пространство между кромками пакета тарелок и крышкой. Затем молоко поступает в межтарелочные пространства и по зазору между тарелкодержателем и верхними кромками тарелок поднимается вверх и выходит через отверстия в крышке барабана. Процесс очистки начинается в шламовом пространстве, а завершается в межтарелочных пространствах.
Традиционно в технологических линиях центробежная очистка молока осуществляется при 35...45 "С, так как в этих условиях осаждение механических загрязнений более эффективно вследствие увеличения скорости движения частиц.
При центробежной очистке молока вместе с механическими загрязнениями удаляется значительная часть микроорганизмов, что объясняется различием их физических свойств. Бактериальные клетки имеют размеры 0,8...6 мкм, а размеры белковых частиц молока значительно меньше: даже наиболее крупные из них - частицы казеина - достигают размера 0,1...0,3 мкм. Для достижения наибольшей степени удаления микробных клеток предназначен сепаратор-бакгериоотделитель. Эффективность выделения микроорганизмов на нем достигает 98%.
1.1.4 Режимы охлаждения молока
Качество молока, особенно его бактериологические показатели, в значительной степени зависит от длительности и температуры его хранения. Известно, что свежевыдоенное молоко содержит особые бактерицидные вещества, которые не только препятствуют росту бактерий, но и уничтожают их. В неохлажденном молоке быстро развиваются микроорганизмы, вызывающие его скисание. Так, при температуре 32 °С через 10 ч кислотность молока повышается в 2,8 раза, а число бактерий возрастает в 40 раз. В молоке, охлажденном до 12 "С, в течение 10 ч кислотность не увеличивается, а общее число бактерий изменяется несущественно. Значит, охлаждение молока - один из основных факторов, способствующих подавлению развития нежелательной патогенной микрофлоры и сохранению качества молока.
Размножение большинства микроорганизмов, встречающихся в молоке, резко замедляется при охлаждении его ниже 10 °С и почти полностью прекращается при температуре около 2...4 °С.
Оптимальные сроки хранения молока, охлажденного до 4...6 °С, не более 12 ч. При более длительном хранении молока в условиях низких температур возникают пороки вкуса и консистенции.
1.2 Механическая обработка молока
1.2.1 Сепарирование и нормализация молока
Сепарирование молока - это разделение его на две фракции различной плотности: высокожирную (сливки) и низкожирную (обезжиренное молоко). Осуществляется сепарирование под действием центробежной силы в барабане сепаратора. Молоко, распределяясь в барабане между тарелками в виде тонких слоев, перемещается с небольшой скоростью, что создает благоприятные условия для наиболее полного отделения высокожирной фракции (жировых шариков) за короткое время. Процесс сепарирования молока подчиняется закону Стокса:
v = (2/9) (2π/60) Rr2n2 (ρ-ρ1/μ)
где v - скорость выделения жировых шариков, см/с; R - средний радиус рабочей части тарелки сепаратора, см; r-радиус жирового шарика, см; n - частота вращения барабана сепаратора, С-1; ρ, ρ1, - плотность плазмы и жира, кг/м3; μ - динамическая вязкость, Па * с.
В соответствии с этим законом скорость выделения жировой фракции из молока находится в прямой зависимости от размеров жировых шариков, плотности плазмы молока, габаритов и частоты вращения барабана и в обратно пропорциональной зависимости от вязкости молока. С увеличением размеров жировых шариков и плотности плазмы молока ускоряется процесс сепарирования и отделения сливок. Чем выше содержание сухих обезжиренных веществ в молоке, тем выше плотность плазмы и цельного молока. Следовательно, молоко большей плотности будет иметь лучшие условия для сепарирования. Повышение вязкости молока приводит к снижению скорости выделения жировой фракции.
Кроме того, существенное влияние на сепарирование оказывают кислотность и температура молока.
Повышение кислотности молока приводит к изменению коллоидного состояния его белков, сопровождающемуся иногда выпадением хлопьев; в результате нарастает вязкость, что затрудняет сепарирование.
Повышение температуры молока способствует снижению его вязкости и переходу жира в жидкое состояние, что улучшает сепарирование. Оптимальная температура сепарирования 35...45 °С. Нагревание молока до этой температуры обеспечивает хорошее обезжиривание. Схема работы сепарирующего устройства показана на рисунке 1.
Наряду с сепарированием при 35...45 °С иногда применяют высокотемпературное сепарирование при 60...85 °С. С увеличением температуры сепарирования повышаются производительность сепаратора и качество обезжиривания. Однако высокотемпературное сепарирование имеет и ряд недостатков: увеличение содержания жира в обезжиренном молоке вследствие частичного выпадения альбумина, препятствующего выделению жира; сильное вспенивание сливок и обезжиренного молока; возрастание раздробления жировых шариков.
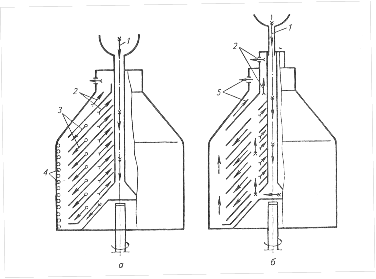
Рис.1. Схема работы сепарирующего устройства: а - молокоочистителя; б - сливкоотделителя; / - исходное молоко; 2 - легкая фракция (очищенное молоко или сливки); 3 - частицы, образующие осадок; 4 - осадок (слизь); 5 - тяжелая фракция (обезжиренное молоко)
Большое внимание уделяют сепарированию при низких температурах, так называемому сепарированию холодного молока. Однако сепарирование при низкой температуре на обычных сепараторах приводит к снижению их производительности почти вдвое из-за повышения вязкости и частичной кристаллизации жира.
Процесс сепарирования в сепараторе осуществляется в такой последовательности (рис.1, б). Цельное молоко по центральной трубке поступает в тарелкодержатель, из которого по каналам, образованным отверстиями в тарелках, поднимается в верхнюю часть комплекта тарелок и растекается между ними. В межтарелочном пространстве жировые шарики как более легкая фракция молока движутся к центру барабана, далее по зазору между кромкой тарелки и тарелкодержателем поднимаются вверх и поступают в камеру для сливок. Затем под напором сливки поступают в патрубок, на котором установлены измеритель количества сливок (ротаметр) и регулировочный вентиль. Обезжиренное молоко как более тяжелая фракция направляется к периферии барабана (в грязевое пространство), поднимается вверх и поступает в патрубок, на котором установлены манометр и регулировочный вентиль (кран).
Регулировочный вентиль предназначен для регулирования жирности получаемых сливок, которая изменяется в зависимости от количества сливок и обезжиренного молока. При постоянных количестве и массовой доле жира в поступающем молоке уменьшение количества выходящих сливок приводит к повышению массовой доли жира в них и, наоборот, увеличение количества сливок снижает в них массовую долю жира.
Исходя из соотношения масс сливок и обезжиренного молока можно найти требуемую жирность сливок. Определив расчетным путем соотношение между массами сливок и обезжиренного молока, устанавливают это соотношение при помощи регулировочного устройства.
На молочные предприятия молоко поступает с разным содержанием жира и сухого обезжиренного молочного остатка (СОМО), а в готовом продукте жир и СОМО должны быть в определенном количестве или соотношении. В связи с этим необходима нормализация сырья.
Нормализация - это регулирование состава сырья для получения готового продукта, отвечающего требованиям стандарта.
При нормализации исходного (цельного) молока по жиру могут быть два варианта: жира в цельном молоке больше, чем требуется в производстве, и жира в цельном молоке меньше, чем требуется. В первом варианте жир частично отбирают путем сепарирования или к исходному молоку добавляют обезжиренное молоко. Во втором варианте для повышения жирности исходного молока добавляют к нему сливки. Массы сливок и обезжиренного молока, необходимых для добавления к исходному молоку, рассчитывают по уравнениям материального баланса, который можно составить для любой составной части молока.
Один из простейших способов нормализации по жиру - нормализация путем смешивания в емкости рассчитанных количеств нормализуемого молока и нормализующего компонента (сливок или обезжиренного молока). Нормализующий компонент добавляют при тщательном перемешивании смеси в емкости.
Нормализацию смешиванием можно осуществить в потоке (рис.2, а), когда непрерывный поток нормализуемого молока смешивается в определенном соотношении с потоком нормализующего продукта.
Нормализация молока с использованием сепаратора-сливкоотделителя осуществляется в таком порядке: нормализуемое молоко подается на сепаратор-сливкоотделитель, где разделяется на сливки и обезжиренное молоко. Затем полученные сливки и обезжиренное молоко смешиваются в потоке в требуемом соотношении, а часть сливок (при Жм > Жн м) или обезжиренного молока (при Жи < Жн м) отводится как избыточный продукт (рис.2, б). Массовая доля жира в молоке, нормализованном в потоке, регулируется автоматически с помощью систем управления УНП (управление нормализацией в потоке) и УНС (управление нормализацией в потоке с применением сепаратора-сливкоотделителя). Основная задача систем управления процессом нормализации заключается в получении стабильных заданных значений массовой доли жира или другого параметра нормализованного молока.
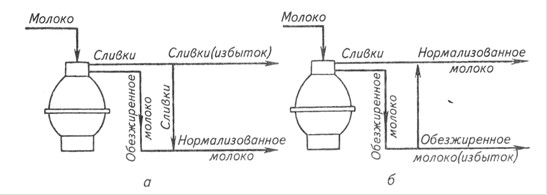
Рис.2. Схема нормализации с применением сепаратора-сливкоотделителя, снабженного нормализующим устройством
а - при Жм > ЖИ. м; б - при Жч < Жн, „. Здесь Жм, Жн. м –
соответственно массовые доли жира в исходном и нормализованном молоке
1.2.2 Гомогенизация молока
Гомогенизация - это обработка молока (сливок), заключающаяся в дроблении (диспергировании) жировых шариков путем воздействия на молоко значительных внешних усилий. Известно, что при хранении свежего молока и сливок из-за разницы в плотности молочного жира и плазмы происходит всплывание жировой фракции, или ее отстаивание. Скорость отстаивания жира зависит от размеров жировых шариков, вязкости, от возможности соединения жировых шариков друг с другом. Как известно, размеры жировых шариков колеблются в широких пределах - от 0,5 до 18 мкм. Согласно формуле Стокса скорость выделения (всплывания) жирового шарика прямо пропорциональна квадрату его радиуса. В процессе гомогенизации размеры жировых шариков уменьшаются примерно в 10 раз (размер - 1,0 мкм), а скорость всплывания их соответственно становится примерно в 100 раз меньше. В процессе дробления жирового шарика перераспределяется его оболочечное вещество. На построение оболочек образовавшихся мелких шариков мобилизуются плазменные белки, а часть фосфатидов переходит с поверхности жировых шариков в плазму молока. Этот процесс способствует стабилизации высокодисперсной жировой эмульсии гомогенизированного молока. Поэтому при высокой дисперсности жировых шариков гомогенизированное молоко практически не отстаивается.
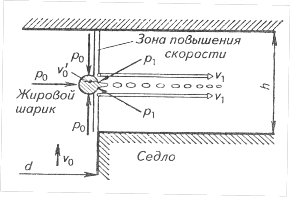
Рис.3. Схема дробления жировых шариков в клапанной щели гомогенизатора: d - диаметр отверстия в седле клапана; v0 - скорость движения молока в клапане; v'0 - скорость в пограничном сечении; р0 - давление в клапане; v1 - скорость движения в шели клапана; р1 - давление в шели клапана; h - высота шели клапана
Механизм дробления жировых шариков, схематично показанный на рисунке 3, заключается в следующем. В гомогенизирующем клапане на границе седла гомогенизатора и клапанной щели имеется порог резкого изменения сечения потока, а следовательно, и изменения скорости движения. При переходе от малых скоростей движения к высоким жировой шарик деформируется: его передняя часть, включаясь в поток в гомогенизирующей щели с большой скоростью, вытягивается в нить и дробится на мелкие капельки. Таким образом, степень раздробленности, или эффективность гомогенизации, зависит прежде всего от скорости потока при входе в гомогенизирующую щель, а следовательно, от давления гомогенизации, которое всегда определяет скорость.
С повышением давления усиливается механическое воздействие на продукт, возрастает дисперсность жира, а средний диаметр жировых шариков уменьшается. По данным ВНИКМИ, при давлении 15МПа средний диаметр жировых шариков составляет 1,43 мкм, а эффективность гомогенизации 74%, при давлении 20 МПа средний диаметр шариков уменьшается до 0,97 мкм, а эффективность возрастает до 80%. Повышения давления можно достигнуть, снабдив гомогенизатор двумя или тремя клапанами. Такие гомогенизаторы называют двух - или трехступенчатыми. Однако повышение давления приводит к увеличению расхода электроэнергии, поэтому оптимальное давление составляет 10...20 МПа. Рекомендуемое давление гомогенизации зависит от вида и состава изготовляемого продукта. С повышением содержания жира и сухих веществ в продукте следует применять более низкое давление гомогенизации, что обусловлено необходимостью снижения энергетических затрат.
Интенсивность гомогенизации возрастает с повышением температуры, так как при этом жир переходит полностью в жидкое состояние и уменьшается вязкость продукта. При повышении температуры снижается также отстаивание жира. При температурах ниже 50 "С отстаивание жира усиливается, что приводит к ухудшению качества продукта. Наиболее предпочтительной считают температуру гомогенизации 60...65 °С. При чрезмерно высоких температурах сывороточные белки в гомогенизаторе могут осаждаться.
Кроме того, эффективность гомогенизации зависит от свойств и состава продукта (вязкость, плотность, кислотность, содержание жира и сухих веществ). С повышением кислотности молока эффективность гомогенизации уменьшается, так как в кислом молоке снижается стабильность белков и образуются белковые агломераты, затрудняющие дробление жировых шариков. При повышении вязкости и плотности молока эффективность гомогенизации также снижается.
В настоящее время применяют два вида гомогенизации: одно-и двухступенчатую. При одноступенчатой гомогенизации могут образовываться агрегаты мелких жировых шариков, а при двухступенчатой происходит разрушение этих агрегатов и дальнейшее диспергирование жировых шариков. Иногда при производстве молочных напитков и сыров используют раздельную гомогенизацию. Раздельная гомогенизация предназначена для получения гомогенизированного молока с требуемым содержанием жира, повышенной стабильностью жировой дисперсной фазы и белков. Раздельная гомогенизация отличается от полной тем, что при ней механическому воздействию подвергается лишь высококонцентрированная жировая эмульсия (сливки определенной жирности). Сущность раздельной гомогенизации заключается в том, что молоко вначале сепарируют, а полученные сливки гомогенизируют, после гомогенизации их смешивают с обезжиренным молоком, нормализуют, пастеризуют и охлаждают. При производстве раздельно гомогенизированного молока с использованием двухступенчатой гомогенизации массовая доля жира в сливках не должна превышать 25%, а при одноступенчатой гомогенизации 16%. Раздельную гомогенизацию применяют для того, чтобы увеличить производительность гомогенизации и ограничить нежелательное механическое воздействие на молочный белок при выработке питьевого молока, кисломолочных продуктов и сыров. Полученное при раздельной гомогенизации молоко по своим физико-химическим и органолептическим свойствам не отличается от обычного гомогенизированного молока при условии, если массовая доля жира в сливках, используемых при гомогенизации, не превышает 12%. В молоке, полученном из сливок с повышенным содержанием жира и гомогенизированном раздельным способом, наблюдается усиленное отстаивание жира.
1.3 Тепловая обработка молока
1.3.1 Влияние тепловой обработки на свойства молока
Тепловую обработку молочного сырья проводят с целью его обеззараживания. Она должна обеспечить не только надежное подавление жизнедеятельности микроорганизмов, но и максимально возможное сохранение исходных свойств молока. Любое тепловое воздействие на молоко нарушает его первоначальный состав и физико-химические свойства. Степень физико-химических изменений составных частей молока зависит главным образом от температуры и продолжительности тепловой обработки.
Молочные белки под действием тепла денатурируют. Наиболее чувствительны к нагреванию сывороточные белки, которые денатурируют при температурах выше 65 °С, казеин же обладает высокой тепловой стойкостью. При температурах выше 100 "С начинается частичное разложение лактозы, в результате которого молоко приобретает специфический вкус, запах и цвет (бурый). Молочный жир при нагревании до 100 °С практически не меняется. В процессе тепловой обработки частично разрушаются витамины, особенно водорастворимые (С, В12, тиамин и др.), а также инактивируются ферменты (редуктаза, фосфатаза, пероксидаза). Минеральные соли в результате перехода растворимых солей кальция и фосфора в нерастворимое состояние частично выпадают в осадок. Изменение составных частей молока, отрицательно влияющее на пищевую ценность и органолептические показатели, должно быть незначительным.
К видам тепловой обработки относятся пастеризация и стерилизация. Разновидности пастеризации - это ультравысокотемпературная (УВТ) обработка и термизация.
1.3.2 Пастеризация молокаПастеризация молока - это тепловая обработка молока с целью уничтожения вегетативных форм микрофлоры, в том числе патогенных. Режим пастеризации должен обеспечить также получение заданных свойств готового продукта, в частности органолептических показателей (вкус, нужные вязкость и плотность сгустка). Эффект пастеризации, обусловленный степенью гибели патогенной микрофлоры, влияет на выбор режимов и способов пастеризации. Из патогенных микроорганизмов наиболее устойчивы к тепловой обработке бактерии туберкулеза. Поскольку работа по определению возбудителей туберкулеза сложна, то эффективность пастеризации принято определять по гибели не менее стойкой кишечной палочки. Эффект пастеризации зависит от температуры t и продолжительности тепловой обработки z, взаимосвязь которых установлена в виде следующего уравнения:
In z, =36,84-0,48 t
где 36,84 и 0,48 - постоянные величины.
В зависимости от этих факторов различают три режима пастеризации: длительная пастеризация - при температуре 60...63°С с выдержкой 30 мин; кратковременная - при 74...78 °С с выдержкой 20 с; моментальная - при температуре 85...87 °С или 95...98 °С без выдержки.
Выбор режимов пастеризации предопределяется технологическими условиями и свойствами продукта. При содержании в продукте компонентов, отличающихся низкой термоустойчивостью, следует применять длительную пастеризацию. Процесс длительной пастеризации хотя и обеспечивает надежное уничтожение патогенных микробов и наименьшее изменение физико-химических свойств молока, однако требует больших затрат, связанных с использованием малопроизводительного оборудования.
Наиболее распространенный способ в производстве пастеризованного молока, кисломолочных продуктов и мороженого - кратковременная пастеризация. Этот способ также надежен для инактивации микробов и максимального сохранения исходных свойств молока. Моментальная пастеризация по воздействию на микробы и свойства молока аналогична кратковременной. Она рекомендуется для пастеризации сливок, из которых вырабатывают масло, и при производстве молочных консервов. Таким образом, все способы пастеризации позволяют получить продукт, безвредный для непосредственного употребления в пищу, но имеющий ограниченный срок хранения.
Сопротивляемость микроорганизмов тепловой обработке увеличивается при повышении содержания жира и сухих веществ в продуктах (сливки, смесь для мороженого), так как жировые и белковые вещества оказывают защитное действие на микробные клетки. Поэтому для продуктов с повышенным содержанием жира и сухих веществ температура пастеризации должна быть увеличена на 10...15 "С по сравнению с температурой пастеризации молока.
Одновременно с пастеризацией для улучшения органолептических показателей молока и сливок проводят их дезодорацию.
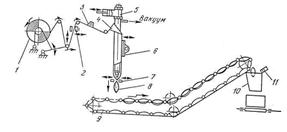
Органолептические показатели изменяются вследствие наличия в молоке летучих веществ и газов, особенно кислорода, обусловливающих нежелательные вкус и запах. Кислород, присутствующий в молоке, при хранении способствует окислению жировой фракции и разрушению витаминов. Для удаления этих нежелательных веществ из молока используют вакуум-дезодорационные установки. Дезодорацию осуществляют обычно при температуре 65...70 °С и разрежении 0,04...0,06 МПа в течение 4...5 с. При этих условиях молоко закипает и вместе с парами удаляются нежелательные газы и летучие вещества.
Ультравысокотемпературная (УВТ) обработка молока проводится при температурах выше 100 °С без выдержки или с выдержкой 1...3 с. Так, в технологии кисломолочных напитков используют УВТ-обработку при 102 ± 2 °С без выдержки.
Термизация - это тепловая обработка молока с целью увеличения продолжительности его хранения путем снижения общей бактериальной обсемененности молока. Проводят ее при температуре 65 "С в течение 15 с. Термизация в качестве низкотемпературной кратковременной тепловой обработки рекомендована для повышения стойкости сырого молока при хранении. В сыроделии термизацию применяют для обработки молока с повышенной бактериальной обсемененностью и предназначенного для созревания, а в производстве молочных консервов - для повышения термостойкости молока.
2. Технологическая часть
2.1 Технология переработки молока
Молоко на предприятия закупается согласно ГОСТу 13264-88:
Молоко должно быть цельным, свежим и полученным от здоровых коров, иметь чистый, сладковатый вкус и запах, свойственный свежему молоку. Цвет от белого до светло-кремового, без каких-либо цветных пятен и оттенков. По консистенции это однородная жидкость без сгустков белка и комочков жира, без осадка, плотностью не ниже 1027 кг/м3. Не подлежит приемке молока в первые 7 дней после отела и старо дойное молоко за 10-15 дней перед запуском коровы. Не допускается в молоке резко выраженных кормовых привкусов, а также молоко со стойким запахом химикатов и нефтепродуктов с добавлением нейтрализующих веществ, с остаточным содержанием химических средств защиты растений и животных, а также антибиотиков, с прогорклым, затхлым привкусом, тягучей консистенции. Молоко подразделяется по сортам.
В качественную оценку молока при приемке на заводе входит определение степени чистоты по эталону, бактериальной обсемененности, титруемой кислотности.
Для определения степени чистоты по эталону применяют приборы разнообразной конструкции. По содержанию механических примесей молоко в соответствии с эталоном, предусмотренным ГОСТом, разделяют на три группы: в молоке 1 группы на фильтре отсутствуют частицы механических примесей, 2 - на фильтре обнаруживаются отдельный частицы3 - на фильтре имеется заметный осадок частиц механических примесей.
Бактериальную обсемененность молока определяют по редуктазной пробе и относят молоко к одному из 4 классов. К классу 1 относят молоко, содержащее менее 0,5 млн. бактерий в 1 мл. Это хорошее в бактериальном отношении молоко можно использовать в производстве различных молочных продуктов. К классу 2 относят молоко, содержащее до 4 млн. бактерий в 1 мл. в молоке класса 3 содержится до 20 млн. бактерий в 1 мл. молоко класса 4 не принимают заводы молочной промышленности.
Молоко кислотностью не выше 21 0Т, бактериальной обсемененностью не ниже 3 класса и степенью чистоты не ниже 2 группы, а также молоко от больных или подозреваемых в заболевании коров, использование в пищу которого разрешается после термической обработки, принимается как не сортовое.
Молоко кислотностью свыше 21 0Т считается некондиционным и приемке не подлежит.
Расчеты за сданное молоко проводятся по базисной жирности и содержанию белка соответствующим средним нормам для данного сырья. При приемке проводят также контроль молока на санитарно-биологическое состояние (раз в декаду), на механическую загрязненность, на бактериологическую обсемененность.
Также в качестве сырья для производства пастеризованного молока используют восстановленное и рекомбинированное молоко и их смеси. При выработке пастеризованного восстановленного молока сухие компоненты растворяют в воде при температуре 38…420 С, фильтруют и охлаждают до 5…80 С. С целью набухания белков и достижения требуемой плотности восстановленное молоко выдерживают при температуре охлаждения в течении 3…4 часов.
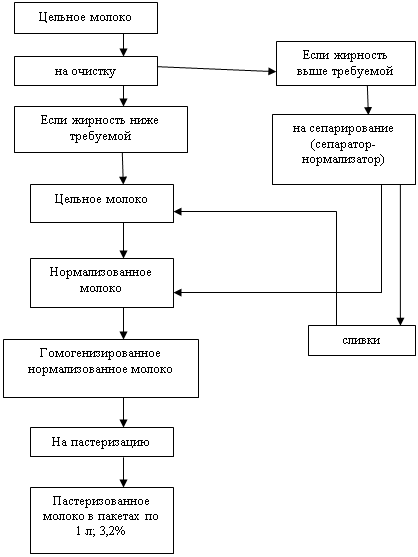
Технологический процесс состоит из следующих операций:
приемка
очистка
сепарирование
нормализация (периодическим способом или сепаратором - нормализатором)
гомогенизация
пастеризация
охлаждение
фасование, упаковывание и хранение.
Принятое цельное молоко подвергается подогреву до 40 - 45 0С и очистке на сепараторах молокоочистителях. Затем молоко нормализуется путем отделения сливок на сепараторах-нормализаторах или путем разделения цельного молока на обезжиренное и сливки в сепараторах-сливкоотделитилях с последующим смешением их в нужной пропорции. После этого молоко подогревается до 45…550С и гомогенизируется при давлении 10-15 МПа. Нормализованное и гомогенизированное молоко пастеризуется при 76 0С с выдержкой 15-20 с. Затем молоко охлаждается до 4-6 0С. Охлажденное молоко разливается и упаковывается в стеклянную, бумажную или полимерную тару. В отличии от бутылок пакеты используются однократно. При этом исключатся сложный процесс мойки, сокращаются необходимый площади, численность обслуживающего персонала, расход энергии, моющих средств и воды, улучшаются санитарные условия производства. Полимерная тара значительно легче бутылок и поэтому удобна для потребителя и транспортировки. Срок хранения герметично упакованного пастеризованного молока при температуре 4±20С составляет 3 сут.
Схема направления переработки молока
Масса готового продукта (Мгп) равна 1200 кг. Молоко поступает жирностью 3,5%. По массе готового продукта определяем массу нормализованного молока (Мн) с учетом предельно допустимых потерь молока при приемке, обработке и фасовке:
Мн = , (1)
, (1)
Где: Мн - масса нормализованного молока, кг;
Мгп - масса готового продукта, кг
Р - норма расхода нормализованного молока на 1 т продукта, кг/т
(Р=1008,6)
Мн = =1210,32 (кг)
=1210,32 (кг)
Массовую долю жира в нормализованном молоке рассчитываем по формуле:
Жн = Жгп + 0,05, (2)
где, Жн - жир нормализованного молока,%
Жгп - жир готового продукта,%
Жн= 3,2+ 0,05=3,25%
Определяем вариант нормализации:
Жн =3,25% < Жц = 3,5%
Нормализацию путем смешивания Жн˂ Жц.
Расчет масс компонентов нормализации (цельное молоко и. обезжиренное молоко) выполняем по следующим формулам.
Определяем сколько требуется цельного молока:
Мц= , (3)
, (3)
где, Мц - масса цельного молока, кг;
Жц - жир цельного молока,%
Жо - жир обезжиренного молока.
Мц=![]() =1122,6 (кг)
=1122,6 (кг)
Мо=  , (4)
, (4)
Мо= =87,7 (кг), проверка: Мн= Мц+ Мс
=87,7 (кг), проверка: Мн= Мц+ Мс
1122,6+87,7= 1210,3 (кг)
Массу обезжиренного молока получаем сепарированием цельного молока. Расчеты выполняем по формулам:
Мц=
![]()
 , (5)
, (5)
где, Жс - жир сливок (30%),%;
П3 - потери обезжиренного молока при получении на заводе (П3 =0,4).
Мц=
![]()
![]() =99,5 (кг)
=99,5 (кг)
Мс=
![]()
 (6)
(6)
где, П2 - потери обезжиренного молока при его получении на заводе
(П2 - 0,27).
Мс=
![]()
 =11,42 (кг)
=11,42 (кг)
11,42 кг- остаток сливок от производства питьевого молока с м. д. ж.3,2%.
Результаты продуктового расчета приведены в таблице 4.
Таблица 4. Таблица продуктового расчета
| Продукты | Затрачено, кг | Получено | |||
| Нормализованное молоко | в том числе | Готового продукта | |||
| Цельное молоко | Обезжиренное молоко | ||||
| Молоко с м. д. ж.3,2% | 1210,32 | 1122,6 | 87,7 | 1200 | |
При производстве пастеризованного молока у нас осталось:
Сливки с м. д. ж. 30% -11,42 кг
Оставшуюся продукцию целесообразней отдавать хозяйствам поставляющим молоко-сырье. А они используют в своих целях, для выпойки животных. Между хозяйством и заводом происходит обмен.
3. Технологическое оборудование
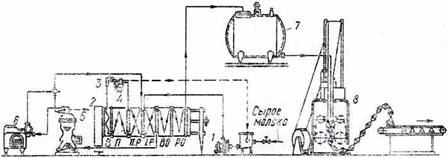
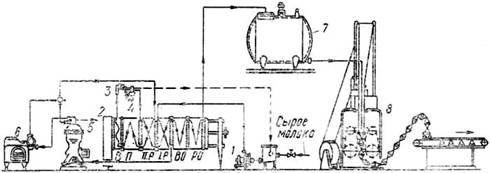
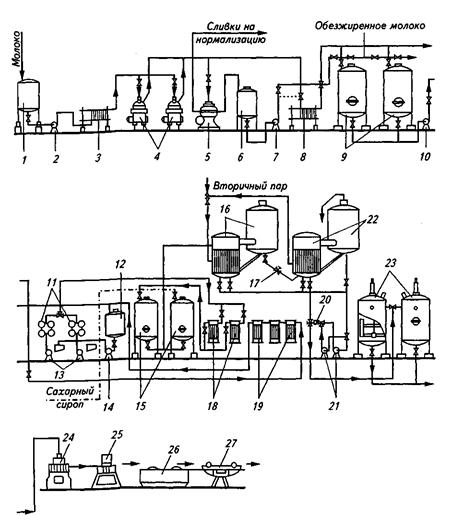
Схема производства пастеризованного молока с м. д. ж.3,2%
приемка: молоко цельное ГОСТ 13264-88; насос центробежный, счетчик, фильтр, охладитель, резервуар для хранения молока
↓
подогрев: Т=40…450С; пастеризатор (1 секция рекуперации)
↓
очистка: саморазгружающийся сепаратор-сливкоотделитель / очиститель
↓
нормализация: саморазгружающийся сепаратор-сливкоотделитель / очиститель
↓
гомогенизация: Р=10…15МПа, Т=40…450С; гомогенизатор
↓
пастеризация: Т=76±20С, выдержка 15-20 сек; пастеризатор (секция пастеризации)
↓
охлаждение: Т=4…60С; пастеризатор (охлаждающая секция)
↓
упаковывание в пакеты: упаковочный автомат
↓
хранение: Т=4±20С, время=3 сут
3.1 Подбор технологического оборудования
Приемное отделение.
Мощность молочного предприятия составляет 1200 кг в смену. Согласно нормам технологического проектирования, при данной мощности завода предусматривается приемка молока в 1 смены, не менее 2 часов в смену.
Часовая производительность оборудования определяется по формуле:
Q = Mm/t =1210/2 = 605 кг/ч
где Mm - масса молока в смену, кг;
t - время приемки молока, ч.
Для приемки заданного количества молока предусматривается насос центробежный Г2-ОПА (6 м3/ч) и пластинчатый охладитель одноконтурный для молока ОП-1000М (1000 л/ч)
Для промежуточного хранения сырого молока в соответствии с ВНТП вместимость резервуаров должна составить 100% от суточного поступления. В связи с этим предусматривается 1 резервуар вместимостью 2 м3 РМ-В-2.
Аппаратное отделение
Для проведения пастеризации молока, согласно продуктовому расчету, удобна установка марки ПМР-0,2Вт. Она обеспечит необходимые режимы. Время эффективной работы установки 6 часов.
1210/6= 201,66 кг/ч
Таким образом, предусматривается пастеризационно-охладительная установка производительностью 1200 л/ч ПМР-0,2Вт.
Время ее работы при производстве молока пастеризованного составляет:
1210/1200= 1,008 ч
Сепаратор-сливкоотделитель\очиститель и гомогенизатор целесообразно подобрать такой производительности, как и пастеризатор. Выбираем саморазгружающийся сепаратор-сливкоотделитель ОСЦП-1,5М (1200 л/ч) и гомогенизатор П8-ГМ-1,25/20 (1,25 м3/ч).
Отделение розлива
В этом отделении предусмотрим емкость для хранения пастеризованного молока до розлива РМ-В-2 (2м3). Насос Г2-ОПА (6 м3/ч). Автомат фасовочно-упаковочный РТ-УМ-21-Ж для упаковки готового продукта в 1 литровые пакеты, производительностью до 50 упаковок в минуту. Время его работы составит
1200/50 = 24 мин
3.2 Оборудование
Охладитель одноконтурный для молока ОП-1000М
Предназначен для охлаждения молока в непрерывном тонкослойном закрытом потоке до температуры хранения. Состоит из пластинчатого теплообменника и приборов контроля температуры продукта.
Производительность, л\ч 1000
Хладоноситель ледяная вода
Потребление холода, кВт*ч 47
Ледяная вода:
Расход, м3\ч 3-4
Давление, МПа 0,2-0,3
Температура, 0С 1-2
Габаритные размеры, мм 850x500x1300 (0,425 м2)
Масса, кг 200
Емкость для приемки и резервирования молока РМ-В-2
Предназначена для приемки и хранения охлажденного до 60С молока на предприятиях молочной промышленности
Объем, м3 2
Перемешивающее устройство мешалка рамного типа
Частота вращения мешалки, мин-1 17
Мощность привода, кВт 0,75
Габаритные размеры, мм 1510x1510x2110 (2,280м2)
Масса, кг 410
Установка для пастеризации и охлаждения молока (пастеризатор) ПМР-0,2Вт
Предназначена для пастеризации и охлаждения молока в закрытом потоке из накопительных емкостей с целью прекращения жизнедеятельности болезнетворных форм бактерий тифа, туберкулеза, кишечной палочки, бруцеллеза и теплостойких микробов.
Используется для пастеризации напитков и * других жидких пищевых продуктов (сливки, кефир, меланж, майонез, соки и др.). Энергетическая оптимизация происходит путем использования роторного нагревателя.
Возможны достижение более высоких температур пастеризации (от 70 до 150°С) и стерилизации, частичная гомогенизация (12-16%). Технологическая унификация с сепаратором-сливкоотделителем/очистителем. Саморегулирующийся процесс пастеризации за счет автоматического устройства блокировки предупредительное сигнализации. Использование отходящего тепла для подогрева исходного продукта.
Установка работает надежно на рабочих режимах при температуре окружающей среды от 5 до 40°С и относительной влажности 65% при 20°С.
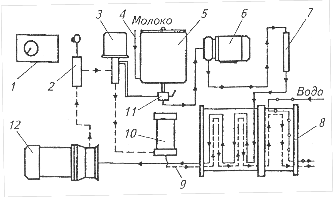
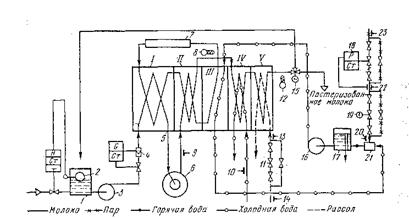
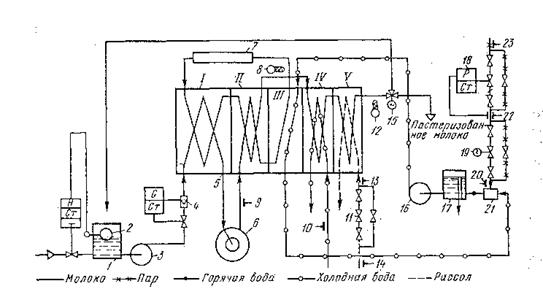
Рис.3. Технологическая схема пастеризатора ПМР-0,2 ВТ: 1 - пульт управления; 2 - термометр сопротивления; 3 - автоматический клапан возврата; 4 - вход молока; 5 - приемный бак; 6 - молочный насос; 7 - фильтр; 8 - пластинчатый теплообменник; 9 - выход молока; 10 - выдерживатель; 11 - кран проходной; 12-роторный нагреватель
Молоко из емкости для хранения поступает в приемный бак, насосом подается в фильтр и далее в пластинчатый теплообменный аппарат. В секции регенерации аппарата молоко подогревается за счет теплоты, передаваемой от продукта, поступающего из выдерживателя, и подается в роторный нагреватель. Температура обработки молока в нагревателе измеряется термометром сопротивления и отображается с помощью цифрового индикатора на пульте управления. В случае нарушения заданного режима пастеризации молоко с помощью автоматического клапана возврата направляется на повторную обработку. Нагретое до нужной температуры молоко подается в выдерживатель, где находится 15...20 с, а затем последовательно перемещается через секции регенерации и охлаждения пластинчатого теплообменного аппарата.
Пастеризатор оснащен электронным управлением, что позволяет непрерывно контролировать его рабочие параметры.
Производительность при температуре
входящего молока 15-20°С и
мощности электродвигателя нагревателя, л/ч:
Похожие работы
... увеличилась в 4,82 раза. Всё это говорит о экономической жизнеспособности и устойчивости деятельности на данном уровне. 3.Совершенствование организации производства пастеризованного молока на ОАО «Брасовские сыры» 3.1 Пути совершенствования организации производства ОАО «Брасовские сыры» Анализ деятельности ОАО «Брасовские сыры» проведенный в предыдущих главах курсовой работы выявил целый ...

... . Допускается перевозка в открытых машинах, но ящики и фляги с молоком при этом должны быть укрыты брезентом. Технологическая схема производства пастеризованного молока Технологический процесс производства всех видов пастеризованного молока состоит из ряда последовательно выполняемых операций: 1. Прием молока цельного 2. Охлаждение, резервирование (температура 8-100С) 3. Нормализация по ...

... растительных жиров делает возможным создание продукта здорового питания, что в настоящее время является наиболее актуальной задачей.2 Цели и задачи исследования Целью нашей работы является: Разработка технологии производства сгущенного молока с сахаром с использованием в качестве сырья сухого обезжиренного молока и растительного жира. Основными задачами видим: - Выяснение оптимального ...
... Молоко (сырьё), прошедшее входной контроль СМК 74–05, соответствующий ГОСТ Р 52054 2. Нормативная документация: - СанПиН 2.3.4.551–96 «Производство молока и молочных продуктов»; - Инструкция по ТХК на предприятиях молочной промышленности; - ГОСТ 13928 3. Персонал, имеющий соответствующий опыт и навыки: - Мастер производства ...
0 комментариев