Навигация
Прокатное и кузнечнопрессовое производство
30691
знак
0
таблиц
1
изображение
СОДЕРЖАНИЕ:
ВВЕДЕНИЕ…………………………….………………………………………….3
1. Основные понятия о технологических процессах прокатного и кузнечнопрессового производства. Структура и элементы технологических процессов прокатного и кузнечнопрессового. Классификация технологических процессов. Оборудование. Оснастка. Изделия……….……4
2. Технико-экономические показатели технологических процессов прокатного и кузнечнопрессового производства………………………….…12
3. Основные направления и перспективы развития технологических процессов прокатного и кузнечнопрессового производства……………….15
ПРИЛОЖЕНИЕ…………………………………………………………….…..18
ЗАКЛЮЧЕНИЕ…………………………………………………………….…..19
СПИСОК ЛИТЕРАТУРЫ………………………………………………….…..21
ВВЕДЕНИЕ
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность ритмичности ее выпуска с заданными потребительскими свойствами.
Решение экономических, социальных и других задач предприятия непосредственно связано с быстрым техническим прогрессом производства и использования его достижений во всех областях хозяйственной деятельности. На предприятии он осуществляется тем эффективней, чем совершеннее на нем техническая подготовка производства, под которой понимается комплекс конструкторских, технологических и организационных мероприятий, обеспечивающих разработку и освоение производства новых видов продукции, а также совершенствование выпускаемых изделий. Запуск в производство изделий, прошедших полную техническую подготовку, позволяет добиться высокой рентабельности их выпуска уже через 1-2 года.
Существует определенная система технической подготовки производства. Она представляет собой совокупность взаимосвязанных научно-технических процессов, обеспечивающих технологическую готовность предприятия выпускать продукцию с техническими условиями качества. В условиях становления промышленности в период перехода к рынку подготовка предприятий к выходу со своей продукцией на международный рынок будет усложняться. Объем труда, затрачиваемый на постановку новой техники, будет значительно возрастать в следствии сложности и многодетальности конечного продукта.
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая прокатка.
1. Основные понятия о технологических процессах прокатного и кузнечнопрессового производства. Структура и элементы технологических процессов прокатного и кузнечнопрессового. Классификация технологических процессов. Оборудование. Оснастка. Изделия.
В кузнечно-прессовых цехах установлены гидравлические прессы усилием 4000 тс, имеются участки для термообработки: отпуска, отжига и отделки поковок (обточка, шлифовка).
В составе цехов есть кузнечные отделения, включающее в себя трех- и семитонные молота, производящие кованый сорт круглого, квадратного сечения размерами 80-200 мм и, прямоугольного сечения размерами 30-120 х 100-300 мм.
Сортамент выпускаемой продукции цехов: штанги круглого и квадратного сечения размером от 180 до 450 мм, слябы размером 80-300 х 320 - 600 мм и шайбы диаметром 350- 900 мм весом от 100 до 1000 кг.
Кузнечно-прессовые цеха - высокомеханизированные цеха. В них установлены радиально-ковочная машины SXP-55 усилием 10 МН фирмы GFM (Австрия) и горизонтальный экструдинг-пресс усилием 63МН.
Благоприятная схема деформации металла на радиально-ковочной машине позволяет получить поковки и заготовки с высоким качеством поверхности и повысить уровень автоматизации и механизации процесса ковки.
Сортамент продукции: поковки и заготовки круглого и квадратного сечения размером 105-180 мм.
Горизонтальный пресс 63 МН предназначен для получения прутков диаметром от 80-210 мм сложнолегированных особотруднодеформируемых сплавов.
Цеха оснащены термическими средствами и адъюстажем.
Основные виды продукции:
· Поковки круглого, квадратного и прямоугольного сечения 180 - 450 мм
· Шайбы диаметром до 900 мм
· Трубная заготовка диаметром 70 - 280 мм
· Прутки круглого, квадратного и прямоугольного сечения (горячекатаные 8 - 95 мм, кованые 60 - 200 мм, пресс-изделия 80 - 210 мм)
· Шестигранник 10 - 36 мм
· Прутки со специальной отделкой поверхности диаметром 5 - 30 мм
· Прутки калиброванные диаметром 7 - 32 мм
· Лист горячекатаный толщ. 2,8 - 40 мм, ширина 400 - 650 мм
· Лента холоднокатаная толщ. 0,01 - 2,5 мм, шириной 40 - 250 мм
· Проволока холоднотянутая диаметром 0,02 - 7,5 мм
Действующая на заводах система качества прошла проверку на соответствие требованиям международного стандарта ИСО 9002.
Потребительские свойства продукции отвечают требованиям международных стандартов.
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая прокатка. К алюминиевому прокату особенно тонколистовому предъявляются особые требования, как по геометрическим размерам, так и по механическим свойствам.
В зависимости от сплавов, технических условий на готовую продукцию и так далее технологические процессы изготовления листов могут быть различными. Типичную схему производства листов из алюминиевых сплавов можно разбить на следующие стадии:
1. отливка слитков,
2. подготовительные операции,
3. горячая прокатка,
4. холодная прокатка,
5. термическая обработка,
6. отделочные операции.
Для прокатки листов и плит применяют слитки различной массы от 3 до 8 тонн. Масса слитка и его размеры определяются технологическими свойствами данного металла или сплава при прокатке, размерами и назначением готовых листов, мощностью и размерами основного оборудования и так далее.
Прокатка листов и плит осуществляется на цилиндрических валках с гладкой поверхностью. Заготовкой является слиток определенного размера. Прокат, который используется вторично, называется подкат. Валки расположены горизонтально, и приводятся принудительно к вращению ролики, которые приводят слиток к движению называются рольганг.
Металл заготовки захватываются вращающимися валками за счет сил трения, возникающих на контактной поверхности между валком и заготовкой, В очаге деформации осуществляется уменьшение толщины заготовки. Толщина проката определяется зазором между валками, на просвет (распор валков). При уменьшении толщины проката незначительно увеличивается его ширина и интенсивно увеличивается его длина по направлению прокатки. Это происходит по закону наименьшего сопротивления, так как длина очага деформации значительно меньше, чем длина валка. Прокатка обычно с толщины заготовки до конечной толщины полосы производится за несколько переходов проката.
Различают горячую и холодную листовые прокатки.
Горячей прокаткой называют прокатку, которая происходит при температуре выше температуры рекристаллизации:
Тпр = 0,4 Тпл;
Тпр = (0,7-0,9) Тпл.
Любая пластическая деформация металла сопровождается упрочнением (деформация упрочнения – нагартовка). Однако если нагреть предварительно заготовку до температуры выше температуры рекристаллизации, то в процессе пластической деформации такой заготовки упрочнение ощущаться практически не будет, так как в процессе упрочнения одновременно протекают процессы разупрочнения. Для горячей прокатки температура нагрева заготовки определяется:[1]
1. Из диаграммы состояния материала определяют максимально допустимую температуру нагрева Тmax = 0,9 Тs;
2. Из диаграммы пластичности определяют интервал температур которые соответствуют максимальной пластичности для данного сплава (рис 1.).
3. Существует диаграмма рекристаллизации (рис.2).
Горячая прокатка имеет существенное преимущество перед холодной - меньшая энергоемкость, большие суммарные деформации, не требуется промежуточных отжигов. Однако горячая прокатка ограничена толщиной проката. Минимальная толщина горячих катанных листов ~ 3 – 3,5 мм. Меньшую толщину горячего проката получить нельзя, так как из-за интенсивного и неравномерного охлаждения полосы на рольганге невозможно обеспечить равномерное распределение механических свойств по всему объему металла и как следствие заданную разнотолщенность по длине и ширине полосы. Поэтому, алюминиевый прокат меньше 3 мм получают методом холодной прокатки (то есть от 20-50 градусов). 1
· После обрезки концов полосы и смотки ее в рулон последний подвергается отжигу.
· Предварительная правка и резка рулонов, где размотанная полоса подвергается правке, обрезки боковых кромок и резке на листы.
· Сложенные в стопы листы проходят дальнейшие операции в линии отделки (закаленные листы): термическая обработка, сушка, правка, прогладка, растяжка на растяжной машине, обрезка в размер по длине и окончательная правка. После этого листы проходят контроль, маркировку, смазку и упаковку в ящики.
Любой технологический процесс можно рассматривать как систему более мелких технологических процессов или как часть более сложного технологического процесса. В структуре сложного технологического процесса всегда можно выделить элементарный технологический процесс, который при дальнейшем упрощении теряет свои характерные признаки.
В свою очередь элементарный технологический процесс можно расчленить на ряд простейших составляющих его фрагментов, называемых технологическими операциями.
Технологическая операция – законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и характером воздействия на предмет труда.
Частями технологической операции являются технологический переход и вспомогательный переход. В свою очередь, в состав технологического перехода входят рабочий ход и вспомогательный ход.
В структуре технологического процесса различают два вида связей между элементами: предметные и временные. В любом технологическом процессе предметные связи всегда последовательны. Технологические операции следуют строго одна за другой. Временные же связи могут быть как последовательными, так и параллельными.
Первичным элементом технологической структуры является рабочее место — это часть производственной площади цеха, оснащенная основным оборудованием и вспомогательными устройствами, предметами труда, обслуживаемая одним или несколькими рабочими. На рабочем месте выполняется часть производственного процесса, за ним может быть закреплено несколько детале-операций.
Виды рабочих мест:
· простое рабочее место (одна единица оборудования, один рабочий);
· многостаночное рабочее место — один рабочий обслуживает несколько видов оборудования (как правило, работающих в автоматическом режиме);
· комплексное рабочее место (характерно для непрерывных производственных процессов) — один агрегат или установка обслуживается бригадой рабочих.
По уровню специализации рабочие места подразделяются на специализированные (за рабочим местом закрепляется выполнение трех–пяти детале-операций) и универсальные (закрепление детале-операций или отсутствует, или их число достаточно велико — больше 20).
Несколько производственных участков объединяются в цеха. Цех — административно-обособленная часть предприятия, специализирующаяся либо на изготовлении продукции или части ее, либо на выполнении определенной стадии производственного процесса. Возглавляется начальником цеха.
Также в цехах имеются участки:
· заготовительный участок (слесарный стол);
· стол для контроля;
· склад исходных материалов (стеллажи);
· склад готовой продукции.
Все производственные помещения оборудованы общеобменной праточно-вытяжной вентиляцией.
В основе подавляющей массы технологий лежат физические и химические превращения. Часто без каких-либо обоснований выделяют также механические превращения, что недостаточно логично, так как механические процессы (механика) являются частью физических процессов (физики).
В физических процессах изменяются лишь форма, размеры, агрегатное состояние и другие физические свойства веществ. Их строение и химический состав сохраняются. Физические процессы доминируют при дроблении, измельчении полезных ископаемых, в различных способах обработки металлов давлением (ОМД), при сушке и в других аналогичных случаях.
Химические процессы, естественно, изменяют химический состав исходного сырья и, как следствие, его физические свойства. С их помощью получают металлы, спирты, удобрения, сахара и тому подобное, которые в чистом виде в сырье не присутствуют. Химические процессы являются основой производства в металлургии, химии, промышленности строительных материалов, в целлюлозно-бумажной и во многих других отраслях народного хозяйства.
Химические явления в технологических процессах зачастую получают развитие под влиянием внешних условий (давление, объем, температура и так далее), в которых реализуется процесс. При этом имеют место нестехиометрические превращения одних веществ в другие, изменение их поверхностных, межфазных свойств и ряд других явлений смешанного (физического и химического) характера. Совокупность взаимосвязанных химических и физических процессов, происходящих в вещественной субстанции, часто на границе раздела фаз, получила название физико-химических, пограничных между физическими и химическими. Физико-химические процессы широко применяются в обогащении полезных ископаемых, металлургии, технологиях основных химических производств, органическом синтезе, энергетике, но особенно в природоохранных технологиях (пыле- и газоулавливании, очистке сточных вод и другие).
Специфическую группу составляют биохимические процессы – химические превращения, протекающие с участием субъектов живой природы, – микроорганизмов, играющих роль биокатализаторов. Биохимические процессы составляют основу жизнедеятельности всех живых организмов растительного и животного мира. На их использовании построена значительная часть сельскохозяйственного производства и пищевой промышленности, например биотехнология. Продуктом биотехнологических превращений являются вещества неживой природы.
Тесно связаны с биохимическими биологические процессы. Однако, в отличие от биохимических, в биологических процессах воспроизводятся субъекты живой природы.
Следует также выделить ядерные процессы. В них не только меняются физические и химические свойства веществ, но и происходит переход одних элементов и элементарных частиц в другие, имеют место различные виды ядерных излучений. Ядерные процессы лежат в основе атомной энергетики, ядерного синтеза, ядерного оружия.
Основной характеристикой ядерных процессов является период полураспада радиоактивных элементов, то есть время, в течение которого их концентрация снижается вдвое. Это период не зависит от химического состава соединений, в которые входят радиоактивные элементы. На него не влияют давление и температура окружающей среды. У человечества в принципе нет способов воздействия на скорость радиоактивного распада.
Конечно, приведенное деление технологических процессов по характеру сопровождающих их превращений зачастую является условным из-за невозможности проведения четкой грани между ними и их одновременного протекания. С учетом последнего, по типу превращений, лежащих в основе переработки, технологические процессы можно разделить на физические, химические, физико-химические, биохимические, биологические, ядерные и комбинированные, являющиеся сочетанием двух или более процессов.[1]
По способу организации технологические процессы делятся на периодические, непрерывные и полунепрерывные.2
В периодических процессах поступление исходных материалов в переработку осуществляется дискретно, через определенные промежутки времени. После переработки полученный продукт выгружают. Примеры периодических процессов: мартеновское и конверторное производство стали, литье в форму, обработка металлов давлением и резанием. Главные недостатки периодического процесса: простои основного технологического оборудования во время загрузки сырья и выгрузки продукта, непостоянство технологического режима в начале и конце цикла переработки.
При непрерывном процессе загрузка исходного сырья в аппарат и выгрузка конечного продукта осуществляются непрерывно, при этом все стадии технологии протекают одновременно как в отдельных частях одного аппарата, так и в комплексе аппаратов, обслуживающих данный технологический процесс. Примеры: перегонка нефти, получение серной кислоты, синтез аммиака, производство цемента, обжиг сырья в печах кипящего слоя, агломерация руд и концентратов на конвейерных машинах.
В непрерывных процессах исключены простои основного оборудования, вызванные требованиями технологии, нет перерывов в выпуске конечной продукции, устойчивее режим переработки, более стабильно качество готовой продукции, полнее использование вторичных энергетических ресурсов. По указанным причинам одна из основных тенденций промышленного производства состоит в замене периодических процессов непрерывными.
В полунепрерывных процессах сочетаются непрерывные и периодические стадии. К ним относятся многие технологии металлургического производства, в которых процесс плавки непрерывен, а загрузка исходного сырья и выпуск продуктов плавки осуществляются периодически (доменная плавка, шахтная и отражательная плавка руд цветных металлов). Полунепрерывны некоторые процессы в промышленности стройматериалов, например пропарка железобетонных изделий в камерах непрерывного действия, в горнодобывающей промышленности (непрерывная отгрузка угля на поверхность при периодическом режиме его выемки в отдельных забоях) и так далее.
Похожие работы
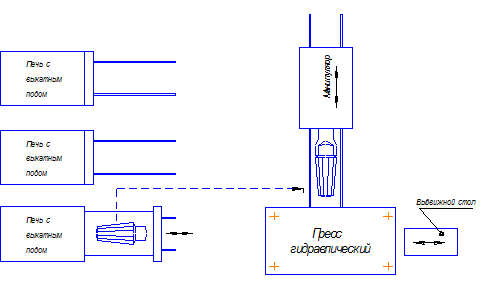
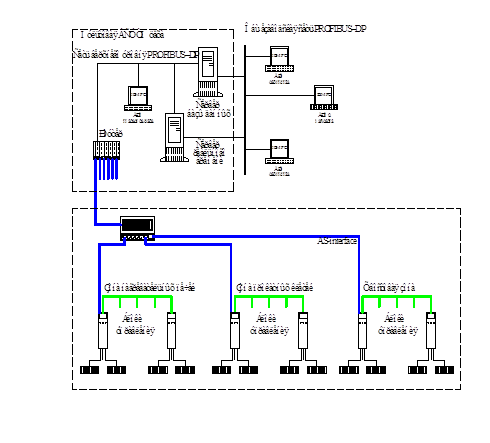
... с промежуточными кантовками, при которой увеличивается длина заготовки за счёт уменьшения площади её поперечного сечения. Рис. 1 Схема кузнечнопрессового участка 2. Функциональная Схема АСУ ТП кузнечнопрессового участка Автоматизация кузнечнопрессового участка осуществляется с помощью распределённой АСУ ТП. Участок подразделяют на три зоны управления: 1.зона нагревательных печей, 2. ...
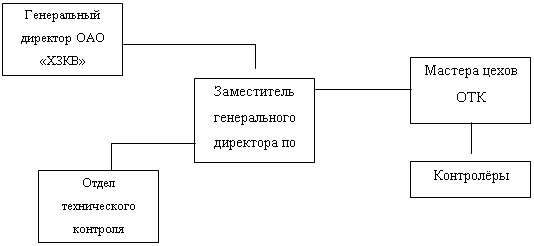
... и сертифицирована голландской фирмой "ТНО" система управления качеством по версии ISO 9001-2000г. Раздел 1. Организационно-технологическая характеристика предприятия ОАО «ХЗКВ» Главное в производственной деятельности предприятия - это разработка маркетинговых программ: 1. Разработка принципиально новых видов продукции, обладают качественно новыми технико-экономическими и эстетически ...



... БИЗНЕСА” Для совершенствования своей деятельности предприятие использует зарубежный опыт, для приобретения которого, 5 сотрудников компании ежегодно проходят практику в европейских и северо-американских консалтинговых агентств. ОАО “ХЛЕБЗАВОД №6” Предприятие постоянно разрабатывает новые виды своей продукции. Самым последним разработанным видом является торт «Черепашка», удостоенный наград на ...
... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев