Навигация
Технико – экономические показатели технологических процессов прокатного и кузнечно – прессового производства
30691
знак
0
таблиц
1
изображение
2. Технико – экономические показатели технологических процессов прокатного и кузнечно – прессового производства
Несмотря на то, что в последние годы российская экономика демонстрирует устойчивый и динамичный рост, более высокий, чем среднемировой или западноевропейский. В 2006 году он составил около 7,0%, в реальности Россия по-прежнему остается страной с примитивной, низкотехнологичной индустрией, неэффективным госаппаратом и экономикой «сырьевой трубы».
Призывы к диверсификации, национальной экономики, в том числе в рамках поставленной еще в 2003 году задачи удвоения ВВП, пока не нашли своего воплощения на практике, вектор сырьевой направленности экономики по-прежнему остается доминирующим, (сегодня 40% ВВП формирует нефтегазовый сектор) а тон в экономическом росте в 2006г задавали строительный сектор (рост на 14,2%) и быстрое расширение внутренней торговли (13%), товарное наполнение которой по прежнему в значительной степени происходит за счет импорта. В то же время прирост промышленного производства более чем в двое уступал динамики отмеченных секторов национального хозяйства.[1]
Начавшийся после кризиса 1998 года динамичный промышленный рост продолжался лишь три года, а с 2003 года темпы роста промышленного производства стали уступать темпам общей экономической динамики. Что и предопределило дальнейшее снижение доли национальной промышленности как в национальном хозяйстве, в целом так и в структуре экономического роста.
В то же время с 1989 года Росстатом отмечается дальнейшее снижение выпуска технологического оборудования для литейного производства, металлорежущих станков, кузнечно-прессовых машин, деревообрабатывающего оборудования; доменного и сталеплавильного оборудованию; прокатного оборудования; прядильных и ткацких станков, швейных машин; неустойчивые (колеблющейся по годам) масштабы выпуска нефтеаппаратуры, тракторам на колесном и гусеничном ходу.
В итоге в 2005году в Российской Федерации было произведено меньше чем в 1992 году:[2]
- электрических турбин (по мощности) на 42% (но в 2,28 раза больше чем в 2000 году);
- станков металлорежущих в 11,1 раза меньше чем в 1992 году и на 46% меньше чем в 2000 году;
- кузнечно-прессовых машин в 15 раз меньше чем в 1992 году ( и лишь на 300штук больше чем в 2000 году, что обеспечило прирост на уровне 25% по сравнению с 2000 году) и так далее.
В результате можно констатировать, что к настоящему времени в России уже практически исчезла не только собственная технологическая база для легкой промышленности, но и общая технологическая основа национального машиностроительного комплекса и современного приборостроения в целом, поскольку станкостроение производит «материнские машины» и определяет технологический уровень всех прочих машиностроительных производств, выпускающих оборудование для других отраслей промышленности, а без технологической базы для современной электроники, трудно рассчитывать на возможность развития современного приборостроения, которое определяет современный уровень не только машин и оборудования, но и современных товаров.
В то же время при относительно неплохих стоимостных показателях роста объемов промышленного производства, продолжает оставаться крайне низкой интенсивность качественных сдвигов в состоянии большинства отраслей обрабатывающей промышленности. Объективно многие из них продолжают страдать от хронического недоинвестировання, следствием чего являются слишком медленные темпы модернизации их технологической базы.
Таким образом, начавшийся после кризиса 1998 года восстановительный рост не принес новые качественные изменения в структуру российской промышленности и не остановил тенденцию к технологической примитивизации национального промышленного производства.
Главной проблемой остается то обстоятельство, что рост практически не затронул производство технологического оборудования за исключением оборудования для пищевой промышленности и общественного питания. В производстве оборудования для других секторов экономики наблюдается в лучшем случае стагнация или дальнейшее снижение объемов выпуска, как это наблюдается в станкостроении, которое обеспечивает технологический уровень и конкурентоспособность всей промышленности.
При такой структурной направленности экономического роста трудно рассчитывать на переход к инновационной модели развития, поскольку в российской экономике пропадает субъект-потребитель инновационных технологических решений, способный трансформировать их в конкурентный продукт для конечного использования.
3. Основные направления и перспективы развития технологических процессов прокатного и кузнечнопрессового производства
Основные направления деятельности должны формироваться из круга проблем и вопросов, стоящих перед предприятиями и организациями. К ним нужно отнести следующие:[1]
· повышение конкурентоспособности выпускаемой продукции;
доступность к «недорогим» финансовым ресурсам для пополнения оборотных средств;
· поддержка в дозагрузке и размещении заказов на предприятии и продвижении продукции на внутреннем и внешнем рынках;
· взаимодействие с отраслями естественных монополий при оказании услуг и проведении конкурсов и торгов на поставку продукции;
· расширить географию поставок продукции и другое.
По предприятиям кузнечно-прессового и литейного машиностроения объем производства вырос на 112,3%. Наибольший рост объемов обеспечили ОАО «Тяжпрессмаш» (г. Рязань) - 112,9%, ОАО «АлтайПресс» - 132%, ОАО «Долина» - 122%, ЗАО «Нелидовские гидропрессы» - 123,4%, ОАО «Сиблитмаш» - 124%, ООО «Завод «Амурлитмаш» - 133,9%. Активно идет работа по созданию современного кузнечно-прессового и литейного оборудования в ОАО «Тяжпрессмаш», ОАО «Долина», ОАО «АлтайПресс, ОАО «Сиблитмаш», ОАО «Завод «Амурлитмаш», ЗАО «Нелидовские гидропрессы».
К примеру, Челябинский кузнечно-прессовый завод (ЧКПЗ) сегодня успешно и динамично развивается, ежегодно растут объемы продаж, расширяется география поставок и номенклатура продукции. Становится все больше постоянных партнеров.
Производственная политика компании основывается на принципах:
· Развитие системы менеджмента качества - от ISO 9001 к ISO TS 16949;
· Оптимизация производства - принятая на предприятии производственная система базируется на опыте ведущих японских компаний;
· внедрения инновационных проектов в технологические процессы, модернизацию оборудования, менеджмент.
В основе рыночной политики предприятия - обеспечение интересов каждого партнера, отношение к его успеху как к условию собственного развития.
На ЧКПЗ разработана и внедрена уникальная система отбора, обучения и мотивации персонала, которая позволила собрать сплоченную, эффективную команду рабочих, инженеров, менеджеров. Огромный инженерно-технический и производственный потенциал позволяет компании быстро и адекватно реагировать на любые изменения рынка.
Показатели говорят сами за себя: в 2006 году освоено и запущено в производство более 300 наименований новых изделий, а объемы производства выросли более чем на 40%. Усилины конкурентные преимущества за счет реализации рыночной производной – «Максимально быстрая поставка качественной продукции потребителю».
Прочные позиции ЧКПЗ на рынке обеспечивают крепкие партнерские отношения с предприятиями различных отраслей промышленности.
в В середине ноября 2006 года компании ОАО «Энергомашспецсталь» и ОАО «АТОМ-Индустрия» объявили о запуске уникального пресса, единственного на территории СНГ, с усилием 15000 тс. Запуск пресса ознаменовал окончание первого этапа инвестиционной программы ОАО «Энергомашспецсталь». Всего до конца 2008 года в развитие производства планируется инвестировать около 80 млн. долларов. В настоящее время на мировом рынке наблюдается устойчивый рост спроса на крупнотоннажные поковки, которые изготавливают из слитков массой 100-200 тонн, и на уникальные поковки из слитков 300 и 400 тонн. Исходя из этого, с 2006 года приоритетным направлением развития производства завода «Энергомашспецсталь» стала модернизация и ввод в эксплуатацию производственных линий, удовлетворяющих потребности в крупнотоннажных поковках.
Завод «Энергомашспецсталь» провел модернизацию кузнечного производства, в ходе которой был восстановлен и запущен уникальный пресс усилием 15 000 тс, единственный на территории бывшего Советского Союза. Данный пресс позволяет изготавливать поковки весом от 0,8 до 250 тонн из углеродистых, легированных, корозийностойких и жаропрочных сталей с использованием слитков массой до 360 тонн. Масштабная программа модернизации производства ОАО «Энергомашспецсталь» стартовала в начале 2006 года. Первым этапом реализации изменений стало восстановление и модернизация пресса 15 000 тс. Дальнейшие планы развития завода предусматривают переоснащение фактически всего производства.
Общая объем инвестиционной программы завода составляет около 80 млн. долларов. Из них около 45 млн. долларов приходится на переоснащение сталеплавильного производства в 2007 году, 25 млн. долларов потребует дальнейшая модернизация кузнечного-прессового производства в 2007-2008 годах, более 3 млн. долларов составляют инвестиции в развитие термического производства до конца 2008 года и около 5 с половиной млн. долларов планируется вложить до конца 2008 года в развитие механообрабатывающего производства. До ввода пресса 15 000 тс основными поставщиками крупнотоннажных заготовок являлись предприятия Европы и Китая, но приобретение таких изделий было невыгодным: европейская продукция отличается высокими ценами, а качество продуктов китайской металлургии уступает по качеству продукции завода «Энергомашспецсталь».
ПРИЛОЖЕНИЕ
![]() Gs,Gв, δ
Gs,Gв, δ
![]()
![]() δ
δ
![]() Gв
Gв
![]()
![]()
![]()
![]() Т
Т
Gs Тот
рис. 1. Диаграмма пластичности
![]()
![]()
 Δ металл ε %
Δ металл ε %

![]() Т0
Т0
Рис.2. Диаграмма рекристаллизации.
ЗАКЛЮЧЕНИЕ
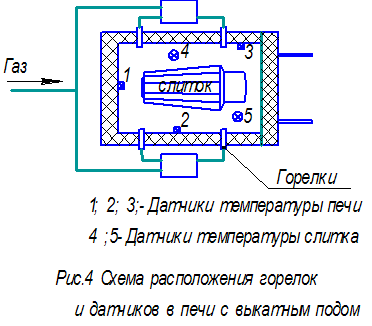
В зависимости от отрасли и типа производства, наличия основного технологического и вспомогательного оборудования, работа осуществляется на специализированных производственных участках кузнечного цеха. При планировке участков и расстановке оборудования, как правило, предусматривают прямоточное перемещение обрабатываемого металла без встречных направлений потока.
В кузнечных цехах, оборудованных молотами для изготовления мелких и средних поковок, используют в основном сортовой прокат и реже слитки небольшой массы. Со склада металла прокат поступает в заготовительное отделение, в котором в зависимости от размера сечения материала производится разрубка, ломка или отрезка обжатого или пруткового катаного материала на мерные заготовки. При использовании в качестве заготовок слитков, последние подвергают ремонту - удалению поверхностных дефектов или полной обдирке поверхности. Мерные заготовки и подготовленные слитки направляют из заготовительного отделения к нагревательным печам.
При наличии на заводах сталеплавильных цехов крупные слитки в горячем состоянии передают в специальных вагонах-термосах непосредственно на печной участок кузнечно-прессового цеха для подогрева до ковочной температуры, откуда они поступят к ковочным молотам или прессам. Очень крупные слитки подают в горячем состоянии на открытых железнодорожных платформах - лафетах.
Нагревательные печи в кузнечных и кузнечно-прессовых цехах расположены обычно рядом с молотами или прессами в одну линию.
В зависимости от марки стали, массы и формы поковок последние охлаждают на полу цеха или в таре, в термостатах, в неотапливаемых и отапливаемых колодцах или же в горячем состоянии подают в термическое отделение для первичной тепловой обработки. После термообработки проводят очистку поверхности поковок от окалины и контроль качества поковок.
Подъемно-транспортное оборудование обеспечивает связь между участками или отделениями цеха, осуществляя работы по подвозке, переноске, загрузке, подъему и передаче заготовок и поковок к соседнему участку или агрегату, а также удалению готовой продукции и отходов с производственного участка.
СПИСОК ЛИТЕРАТУРЫ:
1.Беняковский М.А., Богоявленский К.Н., Виткин А.И. и др. Технология прокатного производства. Кн. 2. М., «Металлургия», 1991 г., 423 с.
2. Бокшиц Э.Б., Ракович А.Г. «САПР фрезерных приспособлений» // «Автоматизация и современные технологии», №1, 1992 г.
3. Вермель В.Д., Зарубин С.Г. «Использование системы ГеММА 3D при производстве технологической оснастки на оборудовании с ЧПУ» // «А.П.» , № 3, 1998 г.
4. Королев А.А. Механическое оборудование прокатных и трубных цехов. М., «Металлургия», 1987 г., 480 с.
5. Механическое оборудование цехов холодной прокатки. Под ред. Г.Л. Химича. М., Машиностроение, 1972 г., 536 с
6. Схирладзе А.Г., Матвеев А.И., Новиков Ю.В., Рогозин Г.И. «Станочные приспособления, альбом» МГТУ (СТАНКИН), ТГТУ, 1999 г.
7. «Справочник экономиста» № 1, 2004 г.
8. Федосов Б.М. Лекции по курсу обработки металлов давлением. Москва. 1999 г.
1 Королев А.А. Механическое оборудование прокатных и трубных цехов. М., «Металлургия», 1987 г.
1 Механическое оборудование цехов холодной прокатки. Под ред. Г.Л. Химича. М., Машиностроение, 1972 г.
1 Беняковский М.А., Богоявленский К.Н., Виткин А.И. и др. Технология прокатного производства. Кн. 2. М., «Металлургия», 1991 г.
2 там же
1 Федосов Б.М. Лекции по курсу обработки металлов давлением. Москва. 1999 г.
2 там же
1 «Справочник экономиста» № 1, 2004 г.
Похожие работы
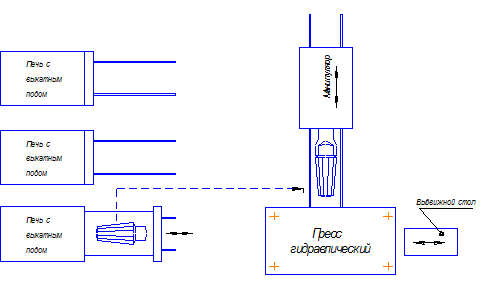
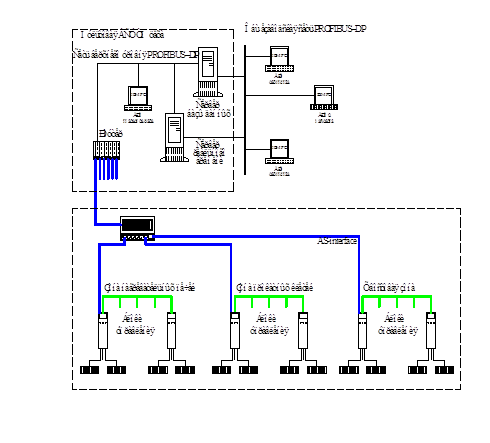
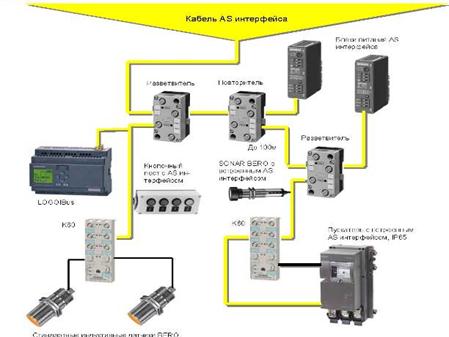
... с промежуточными кантовками, при которой увеличивается длина заготовки за счёт уменьшения площади её поперечного сечения. Рис. 1 Схема кузнечнопрессового участка 2. Функциональная Схема АСУ ТП кузнечнопрессового участка Автоматизация кузнечнопрессового участка осуществляется с помощью распределённой АСУ ТП. Участок подразделяют на три зоны управления: 1.зона нагревательных печей, 2. ...
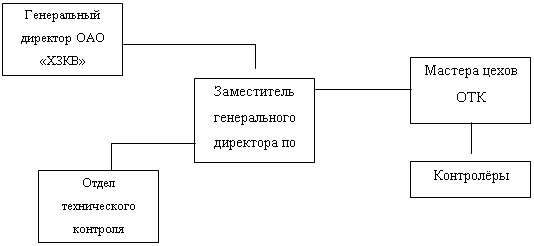
... и сертифицирована голландской фирмой "ТНО" система управления качеством по версии ISO 9001-2000г. Раздел 1. Организационно-технологическая характеристика предприятия ОАО «ХЗКВ» Главное в производственной деятельности предприятия - это разработка маркетинговых программ: 1. Разработка принципиально новых видов продукции, обладают качественно новыми технико-экономическими и эстетически ...



... БИЗНЕСА” Для совершенствования своей деятельности предприятие использует зарубежный опыт, для приобретения которого, 5 сотрудников компании ежегодно проходят практику в европейских и северо-американских консалтинговых агентств. ОАО “ХЛЕБЗАВОД №6” Предприятие постоянно разрабатывает новые виды своей продукции. Самым последним разработанным видом является торт «Черепашка», удостоенный наград на ...
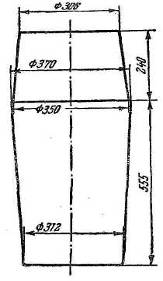
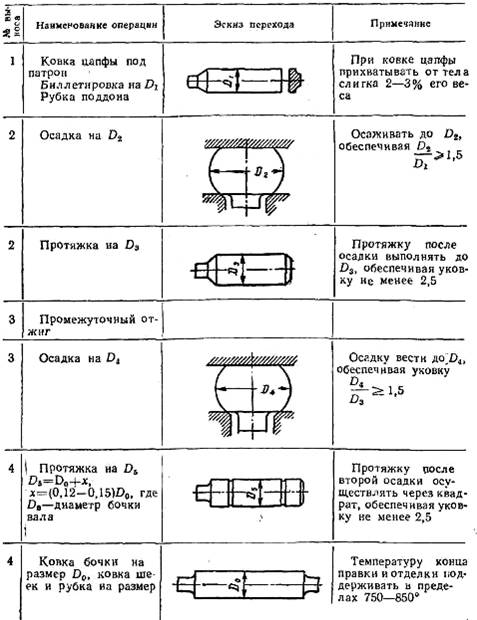
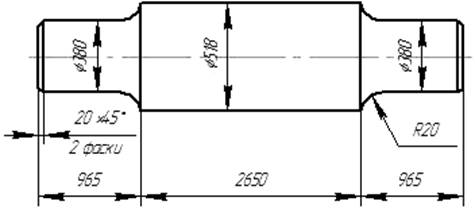
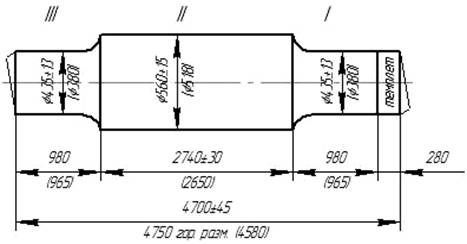
... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев