Навигация
Общая характеристика аксонометрических проекций на чертеже
49484
знака
1
таблица
2
изображения
3. Общая характеристика аксонометрических проекций на чертеже
Способ аксонометрического проецирования состоит в том, что данная фигура вместе с осями прямоугольных координат, к которым она отнесена в пространстве, параллельно проецируется на некоторую плоскость, принятую за плоскость аксонометрических проекций
При параллельном проецировании, если направление проецирования перпендикулярно аксонометрической плоскости проекций, аксонометрическую проекцию называют прямоугольной, если направление проецирования не перпендикулярно плоскости проекций, аксонометрическую проекцию называют косоугольной.
1) Изометрическая проекция. В изометрической проекции все коэффициенты равны между собой, следовательно, при построении изометрической проекции размеры предмета, откладываемые по аксонометрическим осям, умножают на 0,82. Такой перерасчет размеров неудобен. Поэтому изометрическую проекцию для упрощения, как правило, выполняют без уменьшения размеров (искажения) по осям: х, у, z, т.е. коэффициент искажения принимают равным 1 (рис. 1). Получаемое при этом изображение предмета в изометрической проекции имеет несколько большие размеры, чем в действительности. Увеличение в этом случае составляет 22%.
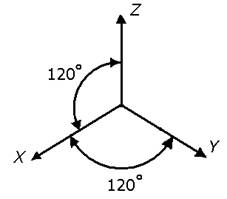
Рис. 1
2) Диаметрическая проекция. Коэффициенты искажения в диаметрической проекции по осям х и z принимают равным 1; по оси у коэффициент искажения равен 0,5. По осям х и z или параллельно им все размеры откладывают в натуральную величину, по оси у – размеры уменьшают вдвое. Увеличение в этом случае составляет (рис. 2).
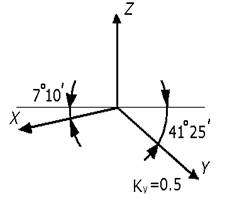
Рис. 2
Аксонометрические изображения окружности. Окружности в аксонометрии изображаются в виде эллипсов, с указанием соответствующих значений величин осей эллипсов для приведенных коэффициентов искажения, равных 1.
Построение аксонометрических изображений деталей. Положение предмета в изометрической и диаметрической проекциях выбирают в зависимости от его форм и соотношения размеров. Так, детали, имеющие продолговатую (удлиненную) форму, выполняют обычно в диметрии. При этом наибольший размер располагают вдоль осей х или z, по которым размеры не уменьшаются. В диметрии также предпочтительно выполнять детали, поверхности которых ограничены горизонтально проецирующими или фронтально проецирующими плоскостями, расположенными под углом 45° к плоскостям π2 и π1 соответственно, так как эти плоскости в изометрической проекции изображаются в виде вертикальных прямых.
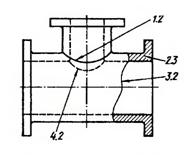
Внутренние формы деталей в аксонометрических проекциях выявляют «вырезом» передней части детали.
4. Типы соединений. Особенности разъемных и неразъемных
Резьбовое соединение – это соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно другой. В резьбовом соединении одна из деталей имеет наружную резьбу, другая – внутреннюю.
Классификация резьб:
· По расположению: 1)Внутренняя резьба – это резьба, образованная на внутренней цилиндрической или конической поверхности. В резьбовом соединении внутренняя резьба является охватывающей поверхностью и носит название «гайки» (гнездо и др.).2)Наружная резьба – это резьба, образованная на наружной цилиндрической или конической поверхности. В резьбовом соединении наружная резьба является охватываемой поверхностью, а имеющая ее деталь носит название «болт» (винт и др.).
· По поверхности: 1)Цилиндрическая; 2)Коническая.
· По числу заходов 1)Однозаходная; 2)Многозаходная.
· По направлению: 1)Правая; 2)Левая.
· По профилю: 1)Треугольная; 2)Прямоугольная; 3)Трапециидальная; 4)Круглая; 5)Упорная.
· По величине шага: 1)С мелким шагом; 2)С крупным шагом.
· По назначению: 1)Крепежная (метрические, дюймовые); 2)Ходовая ходовые (трапецеидальные, упорные); 3)Специальная.
Параметры резьбы:
·Угол: α – угол между боковыми сторонами профиля; углы наклона боковых сторон профиля β, γ- углы между боковыми сторонами профиля и перпендикуляром к оси резьбы; для резьб с симметричным профилем углы наклона равны половине угла профиля α/2; угол подъема резьбы φ- угол, образованной касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы, наружный диаметр резьбы.
·Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы;
·Ход резьбы t – расстояние между ближайшими боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы; ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот; в однозаходных резьбах ход равен шагу, в многозаходных - произведению числа заходов n на шаг; Рh = Р·n.
·Наружный диаметр d, - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
·Внутренний диаметр d1 - диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы;
·Средний диаметр резьбы d2 - диаметр воображаемого соосного с резьбой цилиндра, образующие которого пересекают профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Все резьбы, используемые на практике, можно разделить на две группы:
1) стандартные (все резьбы с установленными стандартами параметрами: профилем, шагом, диаметром и соотношениями между' ними). Стандартные резьбы составляют основную массу применяемой резьбы;
2) нестандартные или специальные, например прямоугольная и квадратная резьбы.
Таблица 1 - Типы стандартных резьбы
| № | Наименование | Обозначение | Геометрические параметры | Пример обозначения |
| 1 | Метрическая | M |
| М20LH M20x1.5 |
| 2 | Метрическая-коническая | MK |
| MK 40 |
| 3 | Трубная | G |
| G ½ 1"=25.4 |
| 4 | Трубная-коническая | R-Наруж Rc-внутр |
| R1 ½ LH |
| 5 | Коническая-дюймовая | K |
| K1" |
| 6 | Трапециидальная | Tr |
| Tr20x8(P4) |
| 7 | Упорная | S |
| S80x10 |
| 8 | круглая | Kp |
| Kp12 |





Стандартная метрическая резьба. Метрическая резьба является основным типом крепежной резьбы треугольного профиля с углом профиля α=60°. Ее используют также в деталях приборов. Размеры элементов метрической резьбы задают в миллиметрах. Для метрической резьбы в ГОСТ 8724-81 установлены следующие значения шага, мм: 0,075; 0,08; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,225; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5; 1,75; 2 и далее до 6 через 0,5 мм. Для метрической резьбы общего назначения стандартом установлены диаметры в диапазоне от 0,25 до 600 мм и шаги в указанном выше интервале.
По ГОСТ 8724-81 метрическая резьба диаметром от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелкими шагами (для диаметров от 1 до 600 мм). Каждому диаметру резьбы соответствуют определенные, шаги (крупный и мелкие).
Все стандартные диаметры резьбы разделены на 1, 2 и 3-й ряды. Каждый из них имеет резьбы с крупным и мелким шагами. При этом каждому диаметру резьбы соответствует только один ряд (диаметры резьбы в рядах не повторяются).
Трубная цилиндрическая резьба. Эту резьбу используют для соединений в трубопроводах, цилиндрических резьбовых соединениях. Профиль этой резьбы - равнобедренный треугольник с углом а=55°, вершины и впадины профиля закруглены, а в соединении между вершинами и впадинами наружной и внутренней резьб отсутствуют зазоры. Трубная резьба разработана в дюймовой системе (1 дюйм (1")=25,4 мм) и имеет мелкие шаги. Шаг трубной резьбы задают косвенным способом - указывают число ниток резьбы, укладывающихся на 1". Это число ниток стандартизовано в пределах от 28 до 11.
Обозначение размера трубной резьбы имеет особенность, которая заключается в том, что размер резьбы задается не наружным диаметром трубы, на котором нарезается резьба, а величиной внутреннего диаметра трубы. Он называется диаметром трубы «в свету» и определяется как условный проходной размер трубы. Объяснение этой условности состоит в том, что конструктивный расчет трубопроводов ведется по условным проходам трубопроводов, арматуры и соединительных частей.
Например, трубная резьба в 1" нарезается снаружи на трубе, которая имеет внутренний диаметр, равный 1" (25,4 мм), размер же наружного диаметра всегда больше диаметра «в свету» на две толщины стенки трубы.
Трубная коническая резьба. В соединениях топливных, масляных, водяных и воздушных трубопроводов машин широко применяют коническую трубную резьбу, обеспечивающую хорошую герметичность соединений без применения специальных уплотнений.
Конусность поверхностей, на которых нарезают коническую резьбу, обычно равна 1:16. Биссектриса угла профиля перпендикулярна оси резьбы.
Диаметральные размеры конических резьб устанавливают в основной плоскости, которая перпендикулярна оси и отстоит от торца детали с наружной резьбой на расстоянии l, регламентированном стандартами на конические резьбы. В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы.
Резьба трапецеидальная (ГОСТ 9484-81). Профиль резьбы - равнобочная трапеция с углом профиля 30° между боковыми сторонами. Стандартизована для диаметров от 10 до 640 мм с шагами от 2 до 48 мм. Для каждого диаметра стандарт предусматривает три различных шага.
Резьба упорная. Стандартизована для диаметров от 10 до 600 мм с шагами от 2 до 24мм. Для каждого диаметра резьбы предусмотрены три различных шага. Имеет несимметричный профиль и предназначена для ходовых винтов с большой односторонней нагрузкой (тиски, домкраты, прессы и др.).
Болтовое соединение. В комплект болтового соединения входят следующие крепежные детали (крепежные изделия): болт, гайка, шайба. Указанные крепежные детали имеют различную форму и размеры. При конструировании приборов и машин применяют, как правило, только стандартизованные крепежные детали.
Болт представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом - чаще всего в виде шестигранной призмы. При соединении скрепляемых деталей на резьбу болта навертывается гайка.
Головку болта обрабатывают с торца на конус (этот элемент называют фаской). Фаску выполняют и на стержне для удобства нарезания резьбы и устранения непрочной части крайнего витка. Обозначение диаметра d на чертежах болтов заменяют на обозначение резьбы. Обычно болты применяются для соединения деталей не очень большой толщины (фланцев и др.) и при необходимости частого соединения и разъединения деталей по условиям их эксплуатации.
В зависимости от назначения и условий работы болты выполняют с шестигранными, полукруглыми и потайными головками. На различные формы болтов разработаны и утверждены свои стандарты.
Болты с шестигранными головками получили наибольшее распространение. Их изготавливают нормальной, повышенной и грубой точности, они имеют от трех до четырех вариантов исполнения.
Стандартное условное обозначение болта, которое записывают технической документации и применяют в литературе, содержит основные конструктивные размеры.
Гайка - деталь, имеющая отверстие с резьбой для навинчивания на болт или шпильку. Гайки различают: по форме наружной поверхности, по виду исполнения, по типу резьбы, по точности изготовления.
По форме наружной поверхности гайки выполняют шестигранными, шестигранными прорезными, корончатыми, круглыми, барашковыми и др. По высоте шестигранные гайки различают нормальной высоты, низкие, высокие и особо высокие. Кроме того, гайки выпускают с уменьшенным размером «под ключ». Гайки изготавливают нормальной, повышенной и грубой точности.
По виду резьбы гайки различают с метрической резьбой с крупным или мелким шагом.
Фаску выполняют для срезания острых кромок углов шестигранной призмы, которые могут служить причиной порезов.
Выбор типа гайки зависит от назначения конструкции и условий работы. Указанные сокращенные записи условных обозначений болта и гайки используют при выполнении чертежей в учебном процессе. Их стандартные обозначения содержат также информацию о классах точности и прочности, исполнении, поле допуска резьбы, виде и толщине покрытия, марке стали или сплава.
Расчет размеров болтового соединения.
d1 – Внутренний диаметр резьбы, d1=0.85d, d1=0.85*40=34мм.
d2 – Диаметр отверстия соединяемых деталей, d2=1.1*d, d2=1.1*40=44мм.
h – Высота головки болта, h=0.7d, h=0.7*40=2.8мм.
D – Диаметр вспомогательной окружности, D=2d, D=40*2=80мм.
S – Размер под ключ, S=1.7d, S=1.7*40=68мм.
k – Длина выступающей части болта над гайкой, k=0,3d, k=0.3*40=12мм.
с – Высота фаски, с=0.1d, c=0.1*40=4мм.
R – Радиус скругления фаски головки болта и гайки, R=1.5d, R=1.5*40=60мм.
R – По построению.
l – Длина стержня болта, l=b1+b2+H+Sш+k, l=20+30+32+6+12=100мм.
l0 – Длина нарезной части, l0=2d+2P, где Р – шаг резьбы, l0=2*40+2*1.5=83мм.
Н – Высота гайки, Н=0,8d, Н=0,8*40=32мм.
Dш – Диаметр шайбы, Dш=2,2d, Dш=2.2*40=88мм.
Sш – Толщина шайбы, Sш=0.15d, Sш=0.15*40=6мм.
Вычислив l, нужно подобрать ближайшую длину болта по ГОСТ 7796-70.
Сварные соединения.
Неразъемные соединения сваркой, пайкой и склеиванием широко применяются в технологическом оборудовании, в электронных приборах, радиотехнических устройствах, вычислительной технике, устройствах автоматики и телемеханики.
Сварка – процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве либо пластическом деформировании, либо совместным действием того и другого (ГОСТ 2601-84). Способы сварки определяются формой энергии для образования сварного соединения, видом источника энергии, техническими и технологическими признаками.
Детали (или их элементы), соединенные с помощью сварки, образуют сварное соединение.
Сварные швы разделяют на следующие виды:
а) стыковые (детали соединяются торцами), обозначают буквой С;
б) угловые (свариваемые детали образуют угол), обозначают буквой У;
в) тавровые (свариваемые детали образуют форму буквы Т), обозначают буквой Т;
г) внахлестку (кромки свариваемых деталей набегают на другую внахлестку), обозначаются буквой H.
Изображения сварных швов на чертежах стандартизованы в ГОСТ 2.312-72. Шов сварного соединения независимо от способа сварки условно изображают: 1)Видимый – сплошной основной линией; 2)Невидимый – штриховой линией.
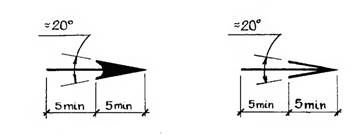
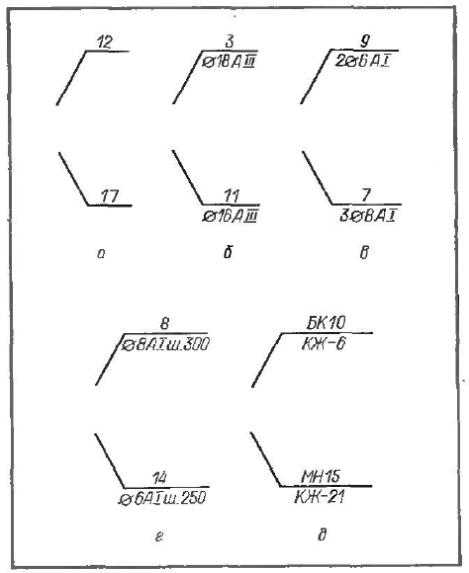
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Над полкой (для лицевых швов) или под полкой (для оборотных швов) линии-выноски наносят условное обозначение шва.
Похожие работы
... новые координаты начала печатаемой области по осям X и Y. 4. Для выхода из диалогового окна и начала печати нажимается кнопка <Ok>. Часть 2. Практика Построение чертежа детали Рис.24 Алгоритм построения чертежа валика в среде Компас 3D 8. Задание лимитов и начальных настроек чертежа. Создание нового чертежа в программе Компас начинается с задания лимитов и начальных ...
... и навыки, полученные при изучении инженерной графики, необходимы и развиваются при изучении других учебных дисциплин, а также в последующей инженерной деятельности. Способы преобразования комплексного чертежа. Способ комплексного проецирования основан на том, что точку (предмет) проецируют на несколько взаимно перпендикулярных плоскостей проекций, используя прямоугольное проецирование, а ...
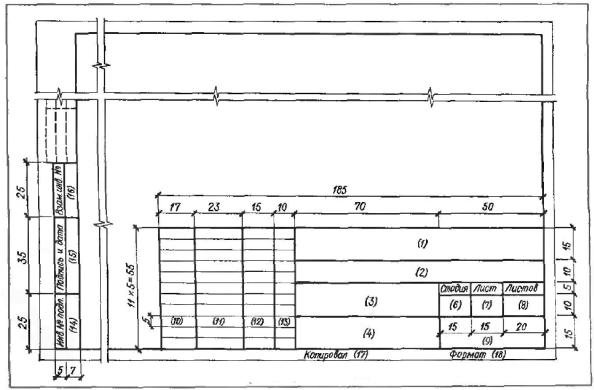
... и не менее 25 мм на листах высотой 297 мм. Над основной надписью (выше резервного поля) при необходимости оставляют место для нанесения спецификации и технических требований. При компоновке общих архитектурно-строительных чертежей — планов, разрезов и фасадов — определяют наименьшее, но достаточное количество чертежей деталей, фрагментов, сечений и т. п., размещаемых на одном листе с планом или ...
... секущие плоскости пересекаются под углом. В зависимости от положения секущих плоскостей разрезы разделяются на горизонтальные, вертикальные. 2. Основная часть 2.1 Чтение чертежа общего вида изделия "Вал приводной" Из спецификации следует, что Вал приводной состоит из 40 позиций. 18 из которых - стандартные детали (с 24 по 41 позиции). Продолжая изучать спецификацию, следует отметить, что ...
0 комментариев