Навигация
Выбор способа изготовления промодели
16571
знак
0
таблиц
14
изображений
1.2. Выбор способа изготовления промодели
Для ажурного моделирования используется скульптурный пластилин. Он достаточно пластичен, податлив, однороден и не прилипает к рукам, имеет малую шероховатость поверхности. Скульптурный пластилин относительно стоек к деформации, что является важной характеристикой при изготовлении мастер модели.
Деформация – процесс, обеспечивающий изменение формы модели.
В отечественной скульптурной практике применяются различные составы (скульптурные пластилины) на основе синтетических материалов.
Промодель лепится из скульптурного пластилина на стекле по заранее выполненному эскизу.
Инструменты: стэки разнообразной формы, скальпель. Данные инструменты подходят для тщательной проработки деталей изображения. В зависимости от задачи, которую ставит художник, и его творческой манеры, степень детализации может быть различной.
1.3 Изготовление мастер-модели
По изготовленной из пластилина промодели получают мастер-модель, по которой уже будут делать литейную форму. Модели делают из дерева, металла, пластмасс, гипса. Выбор материала зависит в основном от условий производства, числа изготовления отливок, требований, которые предъявляют к отливке в отношении точности размеров и чистоты поверхности.
Если необходимо отлить только одно изделие, то модель достаточно сделать из гипса.
Чтобы сделать гипсовую модель необходимо изготовить гипсовую форму. Модель тщательно шерлачат, чтобы придать поверхностную прочность и сушат.
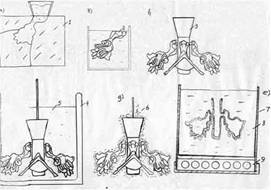
Изготовление формы заключается в следующем. Пластин и стекло протирают разделительным составом – мыльной однородной кашицей (для этих целей подходят и бензиновый или керосиновый раствор воска, в крайнем случае силиконовое масло, тавот и др.). После высушивания вокруг неё на расстоянии 10-15 мм устанавливают опалубку, зазоры между стеклом и опалубкой промазывают пластилином для исключения протекания гипса. Далее приступают к приготовлению гипсового раствора. Для этого затворитель (воду) вливают при постоянном перемешивании в предварительно подготовленный наполнитель (гипс) до состояния жидкой сметаны.
После получения однородной массы её подвергают вакуумированию, чтобы удалить пузырьки воздуха, после заливают в форму. Когда гипс станет тёплым разбирают, срезают заусенцы, сушат, шерлачат. Затем с помощью этого гипсового отпечатка изготовляется сама промодель (гипсовая) по такому же принципу.
2. Технологический этап
При изготовлении художественных изделий из металлов наиболее широко применяют метод литья в песчано-глинистые формы, называемые разовыми. В них получают только одну отливку, для извлечения которой форму разрушают. Состав формовочных смесей выбирают в зависимости от сплава отливки, в первую очередь от температуры его заливки, склонности к окислению, а также от того, в какие формы (сухие или сырые) этот сплав заливают.
Экономически целесообразнее изготовлять отливки в сырых формах, поэтому сухие формы применяют для изготовления крупных или сложных по конфигурации отливок, когда в сырых формах не удаётся получить доброкачественные отливки.
При изготовлении отливок из любых сплавов в сырых формах особое значение имеют три взаимосвязанные свойства смеси: прочность, газопроницаемость и влажность. Чем меньше в смесях глины, тем выше газопроницаемость и при меньшей влажности получается оптимальная прочность. Эти смечи должны содержать 7-12% глины первого сорта – прочносвязующей во влажном состоянии. Влажность смесей не должна превышать 4-6%.
Отливка художественных изделий в сырых песчано-глинистых формах является универсальным способом получения изделий из любых металлов и любого габарита. Универсальность этого метода привела к разработке многочисленных способов формовки, особенно ручных, позволяющих получить отливки любой сложности и с чётким рисунком.
Формовка производится, как правило в опоках. Опоки при сборке соединяют с помощью втулок и центрирующих штырей. Втулки обычно выполняют в нижних опоках, штыри - в верхних. При сборке форм штыри верхней опоки входят во втулки нижней. Иногда и верхнюю и нижнюю опоки снабжают втулками. В этом случае опоки соединяют штырями, входящими во втулки верхней и нижней опок. Столы и плиты на рабочем месте формовщика должны иметь ровные поверхности, опоки и плиты хорошо фиксироваться.
2.1 Формовочные материалы
К формовочным материалам относятся все материалы, применяемые для изготовления разовых литейных форм и стержней. Различают исходные формовочные материалы и формовочные смеси.
Основными исходными материалами для большинства разовых форм являются песок и глина, вспомогательными, связующие и добавки: противопригарные, увеличивающие газопроницаемость, податливость, текучесть и пластичность смесей; уменьшающие прилипаемость смесей и др. Формовочные смеси приготовляют из исходных формовочных материалов и из смесей, ранее уже употреблявшихся.
В качестве огнеупорной основы наибольшее распространение получили кварцевые пески, так как они тугоплавкие, с высокими механическими качествами, низкой химической активностью, а также дешёвые. Недостаток кварца – его способность к аллотропическим изменениям при нагреве и охлаждении. В качестве связующего используется глина, она выдерживает воздействие высоких температур, но имеет низкую податливость и выбиваемость.
Технология приготовления формовочных смесей включает следующие операции: дозирование выбранных исходных материалов, их тщательное перемешивание в сухом виде, увлажнение (введение связующих материалов), перемешивание влажной смеси, вылеживание и разрыхление.
Похожие работы
... » в электрокорундовой форме Данный раздел представляет собой разработку процесса изготовления отливки-представителя, взятой из производственной программы проектируемого цеха. Технология её изготовления должна соответствовать одному из принятых в проекте технологических процессов. Можно разрабатывать более совершенные технологии изготовления отливки для сокращения брака, снижения трудоемкости, ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
... на прессах с помощью штампов. Современное оборудование позволяет получать изображения высокого качества, поэтому штамповка в значительной мере сократила применение ручной чеканки в изготовлении ювелирных изделий. И чеканку следует рассматривать не как вид художественного оформления, а как самостоятельный вид изготовления изделий, занимающий большое место в художественной промышленности. ...
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
0 комментариев