Навигация
Анализ конструктивности формы и технологичности изготовления элементов детали операциями листовой штамповки
18096
знаков
1
таблица
3
изображения
1. Анализ конструктивности формы и технологичности изготовления элементов детали операциями листовой штамповки
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей при соблюдении техники и эксплуатационных требований к ним.
Основными показателями технологичности листовых холодноштамповочных деталей являются:
наименьший расход материала;
наименьшее количество и низкая трудоемкость операции;
отсутствие последующей механической обработки;
наименьшее количество требуемого оборудования и производственных площадей;
применение прогрессивных материалов;
наименьшее количество оснастки при сокращении затрат и сроков подготовки производства.
Общим результативным показателем технологичности является наименьшая стоимость штампуемых деталей.
Возможность формообразования при разделительных операциях определяется способностями материала заготовки изменять форму под действием деформирующего усилия и возможностью изготовления рабочих частей штампа способных осуществить заданное формоизменение. Деталь получаем за две операции: вырубка контура, пробивка отверстий. Конфигурация детали простая.
Для достижения качественных деталей при вырубке должны соблюдаться определенные требования по наименьшему расстоянию отверстий и пазов от края детали, а также минимальные диаметры вырубаемых отверстий.
Расстояние между пробиваемыми отверстиями, а также между краем детали и отверстием больше минимальных значений перемычек, при которых можно использовать пробивку, т.е. больше чем ![]() таблица 1 /2/.
таблица 1 /2/.
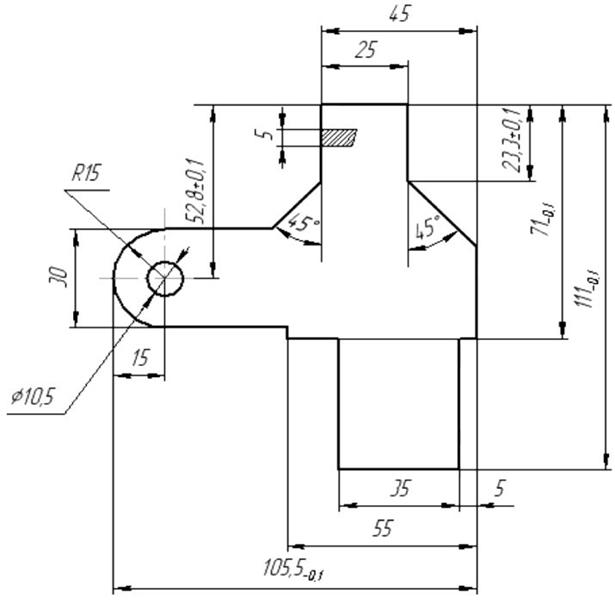
Масштаб 5:1
Рис.1 Эскиз для анализа технологичности формы детали
2. Составление технологической схемы штамповки
Технологическая схема штамповки включает в себя определение размеров плоской заготовки, необходимой для изготовления заданной детали, определения операций для изготовления детали, их качество и последовательность. Также оценивается возможность совмещения операций. Определение типа штампа с учетом серийности производства.
В рассматриваемом случае деталь гибке не подлежит, поэтому все размеры оставляем без изменений.
3. Разработка схемы раскроя материала
Понятие раскрой включает в себя такие составные элементы, как раскрой листа и раскрой полосы. Мерой эффективности раскроя служит коэффициент использования металла.
Раскрой полосы должен обеспечить: наилучшее качество детали, наилучшее использование материала, простоту конструкции штампа и наивысшую стойкость его рабочих частей, а также удобство и безопасность работы на штампе. Экономичность раскроя зависит от правильно выбранной величины перемычек. Ширина перемычек при вырубке (между деталями и по краям полосы) зависит от ряда факторов: толщины листа, свойств материала. типа штампа. Размеров и формы вырубаемого контура.
Рассчитаем ширину полосы
![]() /2/
/2/
где![]() - допуск на ширину ленты (таблица 1/2/), мм;
- допуск на ширину ленты (таблица 1/2/), мм;
![]() - ширина перемычки, мм;
- ширина перемычки, мм;
![]() - ширина полосы, мм;
- ширина полосы, мм;
![]() - размер вырубаемой детали, мм;
- размер вырубаемой детали, мм;
![]()
По ГОСТ 4986-70 выбираем ленту 12Х18Н9(М)
Находим коэффициент использования металла:
![]()
где![]() - коэффициент использования металла;
- коэффициент использования металла;
![]() - площадь штампуемой детали,
- площадь штампуемой детали,![]() ; Площадь
; Площадь ![]()
![]()
![]() ширина ленты,
ширина ленты, ![]() ;
;
![]() - шаг подачи.
- шаг подачи.
![]()
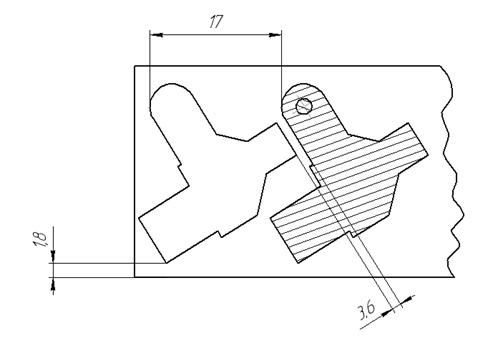
Рис.2 Эскиз схемы раскроя
4. Определение величины потребного усилия штамповки по операциям и полного технологического усилия
При вырубке и пробивке, потребное для этих операций усилие зависит от габаритных размеров вырубаемой детали и пробиваемых отверстий, толщины и механических свойств штампуемого материала, зазора между пуансоном и матрицей формы и состояния режущих кромок пуансона и матрицы, способа удаления деталей и отхода применяемой смазки.
Для операции «вырубка детали по контуру с пробивкой отверстий применяем инструмент с плоскими кромками.
Усилие вырубки и пробивки определяем по формуле
![]() /1/
/1/
где![]() - усилие вырубки, кН;
- усилие вырубки, кН;
![]() - периметр вырубаемого контура, включая отверстие, мм;
- периметр вырубаемого контура, включая отверстие, мм;
![]() - толщина материала, мм;
- толщина материала, мм;
![]() - сопротивление срезу, МПа.
- сопротивление срезу, МПа.
![]()
![]() .
.
![]()
![]() (Приложение 1 /2/)
(Приложение 1 /2/)
![]()
![]()
При вырубке деталь остается в матрице, а отход плотно охватывает пуансон. В связи с этим при рабочем ходе пуансона необходимо преодолеть не только сопротивление выруке-пробивки, но и сопротивление сил трения, возникающих при перемещении детали относительно матриц, а также сопротивление сил трения на контактной поверхности пуансону и отхода металла. В этом случае усилие пресса
![]() /1/
/1/
Усилие для снятия с пуансона полосы ![]() и проталкивания детали через матрицу
и проталкивания детали через матрицу ![]() принимаются в процентах от усилия вырубки
принимаются в процентах от усилия вырубки
![]()
где![]() =0,03 (по таблице 11 /2/)- коэффициент усилия снятия.
=0,03 (по таблице 11 /2/)- коэффициент усилия снятия.
![]()
![]()
![]()
где ![]() =0,02 (по таблице 11/2/)- коэффициент проталкивания детали (отхода) после штамповки.
=0,02 (по таблице 11/2/)- коэффициент проталкивания детали (отхода) после штамповки.
![]()
![]()
![]()
![]()
Фактическое усилие берется больше расчетного усилия и принимается с поправочным коэффициентом 1,3 /1/, учитывающим наличие побочных явлений - неравномерность толщины материала, затупления режущих кромок и т.д.
Следовательно:
![]()
![]()
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
0 комментариев