Навигация
5. Выбор оборудования
Пресс для осуществления заданного технологического процесса листовой штамповки должен отвечать следующим требованиям:
иметь в своей структуре столько исполнительных механизмов, сколько требуется для обеспечения необходимых манипуляций над заготовкой;
развивать усилие, необходимое для деформирования заготовки;
иметь соответствующие скоростные параметры;
иметь необходимые размеры штампового пространства;
величина хода рабочих органов должна быть достаточной;
обеспечивать требуемую точность штамповки;
иметь необходимые размеры элементов крепления;
отвечать серийности производства.
При выборе типа процесса решающими обстоятельствами является характер операции и производства. Наиболее универсальными являются кривошипные прессы, на которых можно производить практически любые операции холодной штамповки - вырубку, пробивку, гибку, необходимую вытяжку, надсечку. Для операции «Вырубка детали по контуру с пробивкой отверстий» выбираем пресс однокривошипный простого действия открытый КИ2128
Таблица 1. Характеристики пресса
| масса | 4400 |
| размер | 1009-1990-2535 |
| мощность | 6,3 |
| макс. скорость шпинделя | 600 |
| мин. скорость шпинделя | 350 |
| Частота ходов ползуна непрерывных, 1/мин | 72 |
| Расстояние между столом и ползуном, мм | 320 |
| Ход ползуна, мм | 130 |
| Номинальное усилие, кН | 63 |
6 Определение центра давления штампа
Для правильной уравновешенной работы штампа необходимо вырезаемый контур расположить на матрице таким образом, чтобы центр давления совпадал с осью хвостовика (рис.3). В противном случае в штампе возникают перекосы, несимметричность зазора, износ направляющих, быстрое притупление режущих кромок, а затем и к поломке штампа. Нахождение центра давления штампа имеет смысл главным образом для сложных вырубных, многопуансонных пробивных и последовательных комбинированных штампов. Существует два способа нахождения центра давления штампа: 1) графический; 2) аналитический.
Аналитический способ нахождения центра давления штампа основан на равенстве момента равнодействующей нескольких сил сумме моментов этих сил относительно одной и той же точки. Составляем уравнения равенства моментов относительно обеих осей.
Уравнение моментов относительно оси Х:
![]() ; (6.1)
; (6.1)
Уравнение моментов относительно оси Y:
![]() , (6.2)
, (6.2)
где Х – искомое расстояние от оси 0Y до центра давления;
Y - искомое расстояние от оси 0Х до центра давления;
х1, х2 - расстояния от оси 0Y до центра тяжести фигуры;
у1, у2 - расстояния от оси 0Х до центра тяжести фигуры;
Р1, Р2 – усилия вырубки каждой фигуры. При расчете вместо усилий вырубки следует подставлять длину соответствующего контура.
![]() мм,
мм, ![]() мм.
мм.
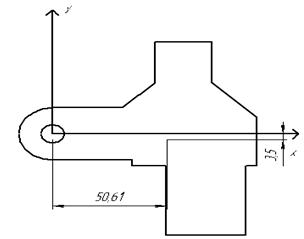
Рис.4 – Эскиз центра давления штампа
7 Расчет исполнительных размеров пуансонов и матриц
При определении исполнительных размеров пуансонов и матриц для разделительных операций следует исходить из размеров штампуемой детали, ее точность и характера износа штампа.
Размеры контура штампуемой детали и отверстий в ней определяется размерами оформляющей части штампа, т. е. матрицей при вырубке и пуансона при пробивке. Для получения штампуемого изделия с заданной степенью точности необходимо предусмотреть правильный выбор зазоров и допусков на рабочие размеры инструмента.
Исполнительные размеры пуансонов и матриц вырубного штампа определяем исходя из расположения поля допуска относительно номинального размера детали и совместного их изготовления.
Вырубка:
![]() ;
;![]() (7.1)
(7.1)
где ![]() - исполнительные размеры матрицы и пуансона;
- исполнительные размеры матрицы и пуансона;
![]() - припуск на износ пуансона (таблица 13 /2/);
- припуск на износ пуансона (таблица 13 /2/);
![]() ,
,![]() - предельное отклонение исполнительного размера матрицы и пуансона ( таблица 13 /2/);
- предельное отклонение исполнительного размера матрицы и пуансона ( таблица 13 /2/);
z – нормальный зазор между матрицей и пуансоном.
По таблице 13/2/ для 14 квалитета находим значения Пи. По таблице 14/2/ при уср=290 МПа, s=0,6 находим значения зазоров z. По таблице 15/2/ находим поля допусков для матрицы и пуансонов ![]() ,
,![]() рисунок 5,6.
рисунок 5,6.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Пробивка:
![]() ;
;![]() (7.2)
(7.2)
Отверстие
Æ3 мм ![]()
![]()
R0.6 мм ![]()
![]()
Длина паза: ![]()
![]()
Ширина паза: ![]()
![]()
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
0 комментариев