Навигация
4. Выбор стана
Современные участки для производства крупного сорта широкого сортамента содержат крупносортные станы непрерывно-последовательного либо полунепрерывного типа. На станах первого типа черновые и промежуточные клети компонуются в непрерывные группы по четыре-шесть клетей в каждой, а клети для окончательного формирования профиля и чистовые устанавливаются последовательно с прокаткой на выпуск.
Станы второго типа — полунепрерывные — оборудуются одной дуо-реверсивной клетью (вместо нескольких черновых клетей дуо с последовательным расположением), а остальные клети стана компонуются в одну-три непрерывные группы по две-шесть клетей в каждой.
Я выбрал стан полунепрерывного типа (Рис. 2). На этом типе стана процесс прокатки более автоматизирован, скорость прокатки и качество проката выше, чем на линейных и последовательных станах.
Стан предназначен для прокатки нормальных и широкополочных двутавров с параллельными полками высотой 200-350 мм и шириной полок 100-160 мм, колонных двутавров 100×100 -160×160 мм, балок двутавровых высотой 180— 360 мм и шириной полок 90-145 мм, швеллеров 180-300 мм, угловой стали равнополочной 100×100 - 200×200 мм и неравнобокой эквивалентного сечения, фасонных профилей отраслевого назначения (асимметричных двутавров, заготовок для зетовых шпунтовых свай, профилей шахтной крепи). Выпуск проката предусматривается в прутках длиной от 4 до 24 м, упакованных в пачки массой 5, 10 и 15 т.
Исходная заготовка для стана — блюмы сечением 300x300, 350x350 и 310x380 мм, длиной 4-6 м, массой до 5,2 т. Предусматривается возможность прокатки блюмов массой до 11 т. Параметры исходной заготовки приняты из условия максимально возможного заполнения холодильника по длине (для обеспечения максимальной пропускной способности) с получением при этом минимальных отходов и немерных длин при холодной резке раскатов за холодильником. Масса заготовки соответствует одно-двукратной длине раската на холодильнике. Для нагрева заготовок предусмотрена установка двух печей с шагающими балками производительностью 120-210 т/ч каждая при нагреве заготовок длиной 4-6 м в два ряда.
Стан состоит из 15 рабочих клетей, установленных последовательно в одну линию: одна обжимная дуо-реверсивная клеть 950, двухклетевая черновая группа нереверсивных клетей дуо 800, промежуточная и чистовая шестиклетевые непрерывные группы сменных универсальных (У) и двухвалковых горизонтальных (Г) или вертикальных (В) клетей.
При прокатке угловой стали промежуточной группы устанавливаются по схеме Г-В-Г-Г-В-Г, а чистовой группы - по схеме Г-В-Г-Г-Г-Г. Для обеспечения указанных схем прокатки пятая и восьмая клети в промежуточной группе и одиннадцатая и четырнадцатая клети в чистовой устанавливаются с комбинированным (горизонтальным и вертикальным) приводом валков (К), что позволяет заваливать в станину клети кассету с горизонтальными либо вертикальными валками.
Характерной особенностью технологической схемы крупносортно-балочного стана является организация охлаждения и правки фасонных профилей средних размеров (до 360 мм) в длинных полосах и их порезки на мерные длины в холодном состоянии в несколько ниток с использованием ножниц вместо пил горячей резки. Такая технологическая схема обеспечивает сокращение отхода металла в обрезь, улучшение качества готовой продукции, повышение пропускной способности оборудования участка отделки и значительное улучшение санитарно-гигиенических условий труда в цехе. Все операции отделки проката включены в поток стана, выдача готовой продукции предусмотрена на два самостоятельных склада.
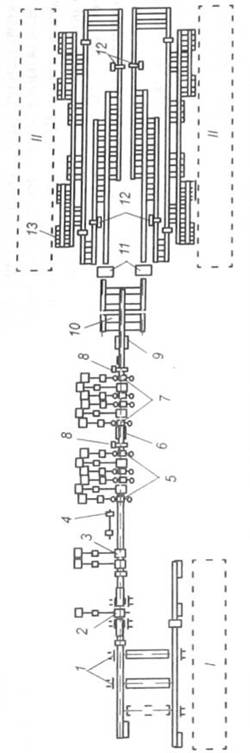
Рис. 2. Схема компоновки оборудования полунепрерывного крупносортного стана.
I - склад заготовок, II - склады готовой продукции; 1 - нагревательная печь; 2 - обжимная дуо реверсивная клеть 950; 3 - черновая группа клетей 800; 4 - передвижные пилы ударного действия; 5 - промежуточная группа клетей 800/1280; 6 - установка для подстуживания полок; 7 - чистовая группа клетей 600/1280; 8 - летучие ножницы; 9 - установка ускоренного водяного охлаждения проката; 10 - двухсторонний реечный холодильник; 11- правильная машина; 12- ножницы холодной резки; 13- пакетировщик готового проката.
5. Агрегаты и механизмы стана
Прокатным станом называется комплекс агрегатов и механизмов, предназначенный для деформации металла в валках (собственно прокатка), дальнейшей его обработки с целью придания ему улучшенных качеств (правка, зачистка, термообработка, нанесение покрытий и т.д.), его транспортирования и складирования. В прокатных цехах устанавливаются нагревательные устройства, печи для отжига и нормализации, станки для шлифования и нарезки калибров на валках и т.д. Все это, а также подъемные краны и другое оборудование не входят в понятие "прокатный стан", однако они необходимы для работы прокатного цеха и производства проката высокого качества.
Агрегаты и механизмы прокатных станов следует разделить на две группы: основное оборудование — агрегаты и механизмы главной линии прокатного стана и вспомогательное оборудование - агрегаты и механизмы поточных технологических линий прокатных цехов.
5.1. Агрегаты и механизмы главной линии стана.На рис. представлена схематично главная линия стана. Процесс деформации осуществляется в валках рабочей клети, вращение которым через шестеренную клеть и редуктор при помощи шпинделей и муфт
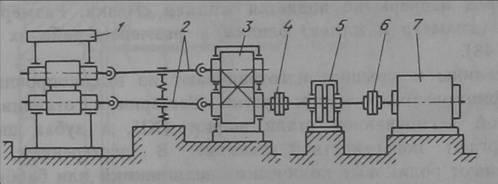 |
передается от электродвигателей.
Рис. . Главная линия прокатного стана:
1-рабочая клеть; 2-шпиндель; 3-шестеренная клеть; 4-кореная муфта; 5-редуктор; 6-моторная муфта; 7-электродвигатель.
Привод валков.
Привод валков рабочих клетей прокатных станов осуществляется при помощи электродвигателей переменного и постоянного тока. Электродвигатель, обеспечивающий вращение валков, называется главным электроприводом.
Размещают электродвигатели в машинных залах, но иногда и в пролете прокатного стана. Существуют индивидуальный и групповой приводы. При индивидуальном приводе вращение осуществляется в одной клети. Если от одного электродвигателя приводится группа клетей прокатного стана, такой привод называется групповым. В первом случае привод осуществляется через редуктор с коническими шестернями. При индивидуальном приводе редуктор устанавливают с целью повышения скорости вращения двигателя и тем самым уменьшения его мощности.
На некоторых станах применяется привод каждого валка от отдельного электродвигателя. В этом случае шестеренная клеть и редуктор отсутствуют.
Шестеренные клети предназначены для передачи вращения от одного коренного вала двигателя двум, трем или четырем валкам прокатной клети. Число шестерен соответствует числу рабочих валков. Шестеренные клети делают открытыми, со съемной крышкой. К подшипникам и зубчатым зацеплениям шестерен непрерывно подается жидкая смазка. Размеры шестерен (диаметр и длина) близки к размерам рабочих валков.
Шпиндели. Для передачи вращения валкам от шестеренной клети или электродвигателя применяют шпиндели двух типов: универсальные шарнирные и зубчатые. Универсальные шпиндели (рис. ) позволяют передавать большие крутящие моменты, допуская при этом значительные вертикальные перемещения валков. Шпиндели изготавливают из углеродистой кованой стали 40 или из легированной стали 40Х.
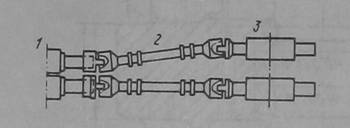 |
Рис.49. Универсальные шпиндели:
1 — шестеренная клеть; 2 — шпиндели; 3 — рабочие валки
Для высокоскоростных станов холодной прокатки применяют зубчатые шпиндели с бочкообразным профилем зуба, допускающие рабочие углы перекоса.
Рабочие клети прокатных станов.
Основой прокатного стана является рабочая клеть, в которой осуществляется собственно прокатка металла. Конструкция, размеры и масса рабочих клетей зависят от назначения и специализации прокатных станов, условий процесса прокатки металла, числа рабочих валков в самой клети, уровня технического прогресса в прокатном производстве.
Рабочая клеть прокатного стана должна удовлетворять следующим требованиям: доступность обслуживания при эксплуатации и ремонте, быстрота смены валков, высокая прочность станины и других элементов клети не только при рабочих давлениях, но и в непредвиденных аварийных случаях. Основными элементами рабочих клетей являются станина, валки, подшипники, подушки, механизмы для установки и уравновешивания валков (рис.51).
Станины рабочей клети относятся к самым ответственным деталям рабочей клети. Две станины, соединенные стяжными болтами или траверсой, образуют основу рабочей клети. Каждая станина состоит (рис. 52) из двух стоек, а
Рис. . Рабочая клеть и станины прокатного стана.
Рабочая клеть прокатного стана:
1 — станина; 2 — валки; 3 — подушки и подшипники; 4 — нажимной
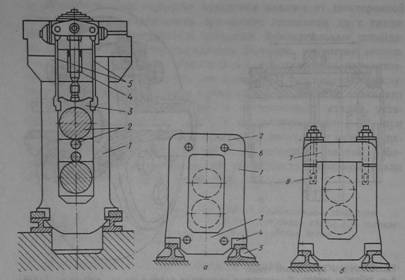 |
винт; 5 —уравновешивающее устройство.
Станины прокатных станов закрытого (а) и открытого типов (б):
1 — стойка; 2 — верхняя поперечина; 3 — нижняя поперечина; 4 — приливы станины с отверстиями; 5 — плитовина; 6 — отверстия для стяжных болтов; 7 — крышка станины открытого типа; 8 — болты крепления крышки.
Также верхней и нижней поперечин. Рабочая клеть крепится к плитовине либо болтами, либо специальными гидравлическими зажимами, которые позволяют быстро производить замену станины. По конструкции станины делят на открытого и закрытого типа. Крышка станины открытого типа крепится с помощью откидных с клиновым соединением болтов к стойкам станины, что облегчает перевалку валков клети.
Станины открытого типа позволяют осуществлять перевалку валков непосредственно краном при снятой крышке. Станины этого типа применяются в клетях сортовых и рельсобалочных станов линейного типа. Станина закрытого типа представляет собой литую жесткую раму. Она более прочна и жестка, и ее применяют в рабочих клетях блюмингов, слябингов, тонколистовых станов горячей и холодной прокатки, а иногда заготовочных и сортовых станов.
Сечение стоек станин обычно изготавливается двутавровым или прямоугольным. Усилия, возникающие при прокатке, главным образом воспринимаются станинами, поэтому при конструировании и изготовлении особое внимание уделяется их прочности и жесткости. Коэффициент запаса прочности принимается равным не менее 10. Станины изготавливаются из литой углеродистой стали с содержанием 0,25-0,35 % С.
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла (рис. 53).
Рис.53. Прокатные валки: а — с гладкой бочкой; б — калиброванный; 1— бочки валков; 2 — шейки; 3 - приводные или перевалочные концы.
Затраты, связанные с эксплуатацией валков, составляют 5—15 % всех расходов по прокатному стану.
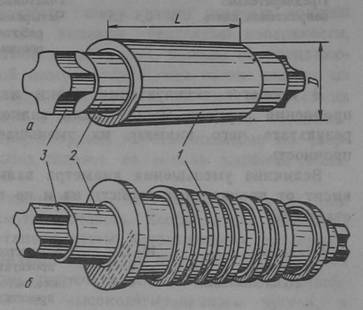
Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правильные и т.д., валки для горячей и холодной прокатки, валки обжимные, черновые, предчистовые и чистовые. По форме бочки валки бывают гладкие или цилиндрические, с калибрами. По конструкции различают валки цельнолитые, цельнокованые и составные. По материалу валки бывают стальные, чугунные и из твердых сплавов.
Основными параметрами прокатного валка являются диаметр D и длина L бочки, которые определяют название сортовых и листовых станов.
0 комментариев