Навигация
Проектирование технологического процесса сборки и отделки обуви
44686
знаков
18
таблиц
2
изображения
5. Проектирование технологического процесса сборки и отделки обуви
5.1 Обоснование выбора метода формования заготовки на колодке
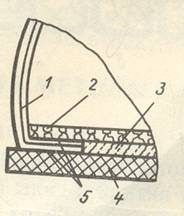
Операции формования заготовки относятся к основным операциям технологического процесса, от правильности, выполнения которых во многом зависит внешний вид и формоустойчивость обуви при носке, то есть ее качество и конкурентоспособность.
Заготовка верха обуви формуют последовательным, параллельным и параллельно- последовательным способами с использованием различных исполнительных инструментов: клещей, пластин. роликов, скоб, раздвижных колодок и форм. Все способы формования в зависимости от места приложения силы можно разделить на внешние, внутренние и комбинированные.
Формование указанным способами можно выполнять без предварительного или с предварительным формованием деталей или узлов заготовки верха. Предварительное формование облегчает выполнение последующих операций, увеличивает деформацию материала, что приводит к уменьшению размера чистой площади деталей и повышению формоустойчивости обуви. На выбор способа формования особое влияние оказывают два фактора: 1) пространственность заготовки; 2) состояние затяжной кромки.
Из внешних способов формования наиболее распространен обтяжно-затяжной (последовательный или параллельно-последовательный), который осуществляется клещами, пластинами или роликами. Заготовка верха обуви может быть плоской, полуплоской или пространственной со свободной затяжной кромкой, которую прикрепляют к стельке или подошве клеем, проволочными скобками или тексами. При внешнем параллельном способе (беззатяжном) формование осуществляется пластинками, скобами, или шнурками. При внутреннем параллельном способе заготовку формуют раздвижной колодкой.
При комбинированном способе заготовка формуется клещами и пластинами обтяжно-затяжной машины и раздвижной колодкой. В этом случае рекомендуется применять заготовку со свободной затяжной кромкой. Наиболее приемлемым для данной модели является внешний обтяжно-затяжной способ формования. Так как менее трудоемкий, требует меньшие затраты времени и материальных ресурсов. Также он позволяет выполнять формование заготовок с различными вариантами скрепления со стелькой.
5.2 Перечень технологических операций по сборке обуви женских туфель с открытыми пяточной и носочной частями клеевого метода крепления
1 Подбор и чистка колодок
2 Прикрепление стельки к следу колодки
3 Фрезерование стелек в пяточной части
4 Обтяжка и клеевая затяжка в пучковой части
5 Клеевая затяжка геленочной части
6 ВТО
7 Удаление стелечных крепителей
8 Взъерошивание затяжной кромки и удаление пыли
9 Простилание следа обуви
10 Первая намазка клеем затяжной кромки, сушка
11 Вторая намазка клеем затяжной кромки, сушка
12 Обработка подошвы этилацетатом
13 Первая намазка клеем подошв, сушка
14 Вторая намазка клеем подошв, сушка
15 Активация клеевых пленок и приклеивание подошв
16 снятие обуви с колодок
17 проверка и чистка гвоздей внутри обуви
18 Чистка верха и низа обуви
19 обтяжка стелек
20 намазка клеем и предварительное прикрепление каблука
21 Ручная отделка и ретуширование
22 Приклеивание каблука изнутри
23 Полирование обуви
24. Контроль качества
25. Вставка каркасов
26.Упаковка обуви в коробки
Полная характеристика технологического процесса сборки обуви сводится в таблицу 18.
Таблица 18 - Технологический процесс сборки изделия
| Наименование операции | Способ работы | Оборудование, тип, завод-изготовитель | Вспомогательные материалы | Технологические требования, нормативы | |||
| По нормативам | проектируемый | По нормативам | проектируемый | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| 1Подбор, чистка колодок | Р/М | Р/М | Стеллаж СЖВ-1, ХТП-О,04218/Р7 | Смывочная жидкость (М270),воск (М238 | Колодки должны быть парными, соответствовать размерам заготовок. Всю поверхность (кроме следа обуви) протирают смывочной жидкостью, очищают, полируют. На колодках не должны быть остатки клея, талька | ||
| 2Прикрепление стельки к следу колодки | м | м | 04054/Р1 ППС-С, ПДН-1-0 | 04054/Р1 | Клей(№9,10,11),растворитель АКР | Стелька должна плотно прилегать к следу колодки. Головка тексов должны выступать над поверхностью стельки на 2-3мм | |
| 3 Фрезерование стельки в пяточной части | м | м | ФУП-3-О,458-431 «Коголо | Края стельки должны совпадать с контуром следа колодки и профиль среза должен являться продолжением профиля боковой поверхности пяточной или носочной части колодки | |||
| 4 Обтяжка и клеевая затяжка в пучковой части | м | м | 630 LG «Шен» 02160/Р11, 02200/Р1 | 630 LG «Шен» | Клей(рецепт №26 | ||
| Клеевая затяжка геленочной части | м | м | 02169/Р1, ASHL-T 640 ТСТ ЗВ-3-О | 640 ТСТ | Клей(рецепт №26 | ||
| ВТО | р | р | УТФ-1-О, ВВТО-О N8BUSP | N8BUSP | Во влажной зоне: 50-65 С, относительная влажность 100%, продолжительность 1-2мин В горячей зне:80-1200 С,1-2мин | ||
| Удаление стелечных крепителей | м | м | Рабочий стол СТ-Б Тексовытаскиватель | Тексовытаскиватель | Тексовытаскивателем аккуратно удаляют тексы, недопустимы механические повреждения | ||
| Взъерошивание затяжной кромки и удаление пыли | м | м | МВК-1-0 05303/Р2 | МВК-1-0 | Взъерошивают затяжную кромку по всей длине площади на удалении 0.5-1мм от грани следа. Равномерно. Пыль удаляют щеткой или сжатым воздухом. | ||
| Простилание следа обуви | р | р | Стол с вытяжкой | Стол с вытяжкой | Края простилки не должны заходить на затяжную кромку и полностью заполнять пространство между затяжной кромкой | ||
| Первая намазка клеем затяжной кромки, сушка | р | р | Сушило СОВ-1 02068/Р4, МНС-О | Сушило СОВ-1 | Клей из наирита НТ | Затяжную кромку намазывают клеем из наирита НТ по всей длине заготовки ровным слоем, высушивают.Продолжительность сушки 10-15мин | |
| Вторая намазка клеем затяжной кромки, сушка | р | р | Сушило СОВ-1 02068/Р4, МНС-О | Сушило СОВ-1 | Клей из наирита НТ | Затяжную кромку намазывают клеем из наирита НТ по всей длине заготовки ровным слоем, высушивают.Продолжительность сушки 10-15мин | |
| Обработка подошвы этилацетатом | р | р | Стол с вытяжкой | Стол с вытяжкой | Этилацетат | ||
| Первая намазка клеем подошв, сушка | р | р | Сушила СОВ-1 02068/Р4, МНС-О | Сушила СОВ-1 | Клей из наирита НТ | Клей из наирита НТ наносят по всей площадке подошвы специальной кисточкой тонким слоем, равномерно, без комочков, не доходя 1 мм до бортика, исключая подтеки на наружной поверхности подошвы. Сушат. Продолжительность сушки 10-15мин | |
| Вторая намазка клеем подошв, сушка | р | р | Сушила СОВ-1 02068/Р4, МНС-О | Сушила СОВ-1 | Клей из наирита НТ | Клей из наирита НТ наносят по всей площадке подошвы специальной кисточкой тонким слоем, равномерно, без комочков, не доходя 1 мм до бортика, исключая подтеки на наружной поверхности подошвы. Сушат. Продолжительность сушки 10-15мин | |
| Активация клеевых пленок и приклеивание подошв | м | м | Iron Fox AS 1800K 1880 K 4630-Н Термоактиватор ТАО | 4630-Н Термоактиватор ТАО | Продолжительность 30сек., при 85-90 С | ||
| Снятие обуви с колодок | м | м | ОКБ-3-О | ОКБ-3-О | Обувь не должна быть деформирована | ||
| проверка и чистка гвоздей внутри обуви | р | р | Рабочий стол СТ-Б | Рабочий стол СТ-Б | |||
| Чистка верха и низа обуви | р | р | ХПП-3-О Росси | ХПП-3-О Росси | |||
| обтяжка стелек | |||||||
| намазка клеем и предварительное прикрепление каблука | м | м | ППГ-4-О | ППГ-4-О | клеем НТ | По периметру каблука наносится ровный слой клея НТ | |
| Ручная отделка и ретуширование | р | р | Стол с вытяжкой | Стол с вытяжкой | Для восстановления покрывного крашения верха, нарушенного при сборке обуви применяют операцию ретуширования. Краски наносят вручную или на столе с вытяжкой. | ||
| Прикрепление каблука изнутри | м | м | 04222/Р1 | 04222/Р1 | Острия гвоздей не должны доходить до ходовой поверхности каблука на 2-3 мм. | ||
| Полирование обуви | р | р | ХПП-3-О | ХПП-3-О | Производится на установке ХПП-3-О с жесткими щетками,на щетки наносят воск и подставляют готовую обувь под вращающиеся щетки | ||
| Контроль качества | р | р | Стол с вытяжкой | Стол с вытяжкой | Готовая обувь должна удовлетворять по следующим показателям: производственно-экономическим потребительским показателям | ||
| . Вставка каркасов | р | р | Стол с вытяжкой | Стол с вытяжкой | Обувь укладывают в коробки попарно носками в разные стороны и подошвами к боковым стенкам коробки Каждая коробка должна иметь маркировку с указанием наименования организации, в которую входит предприятие; наименование предприятия, его местонахождения, артикула, фасона, модели, размера, полноты, условного знака Ст (стандартная), даты выпуска, номера государственного стандарта | ||
| Упаковка обуви в коробки | р | р | Стол с вытяжкой | Стол с вытяжкой | |||
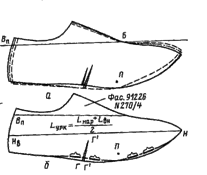
Туфли, рассматриваемые в данной работе, состоят из заготовки верха полупары, подошвы, каблука и набойки.
Далее на основе перечня технологических операций необходимо составить развернутую схему технологического процесса сборки и отделки обуви
Заключение
В ходе работы была выбрана модель женских летних туфель с открытыми носочной и пяточной частями клеевого метода крепления Был проведен сравнительный анализ существующего в настоящее время на рынке обувной промышленности ассортимента материалов, новых технологий и оборудования. На основании сделанных выводов был разработан оптимальный вариант технологической последовательности изготовления женских летних туфель с открытыми носочной и пяточной частями.
Следует отметить, что в последнее время наметился прогресс в области технологий легкой промышленности, стали чаще применяться новые научные достижения. Но люди предшествующего поколения еще помнят затянувшийся на десятилетия застой в этой сфере. Поэтому, еще очень многое нужно будет сделать, чтобы исправить эту ошибку и превратить эту отрасль из отстающих в одну из передовых, развитие которой будет приоритетной для многих стран.
При разработке этого курсового проекта учитывалось техническое оснащение и возможность изготовления выбранной модели обуви на обувных фабриках, находящихся на территории РФ.
Список использованной литературы
[1] Шагапова И.М., Технология сборки заготовок верха обуви, Москва, Легпромбытиздат, 1989
[2] Краснов, Материаловедение обувного производства, Москва, «Легкая и пищевая промышленность», 1983
[3] Н.З Майорова Технология сборки обуви
[4] ГОСТ 9542-89 Картон обувной и детали обуви из него. Технические условия
[5] Карагезян Ю.А., Алексеев Ю.И., Современное зарубежное оборудование обувного производства, Москва, 1993
[6] Набалов Т.А., Оборудование обувного производства, Москва, 1990
[7] ГОСТ 939-88 Кожа для верха обуви. Технические условия
[8] ГОСТ 940-81 Кожа для подкладки обуви
[9] http://www.legprominfo.ru
[10] http://www.tecnov.ru
Приложение (обязательное)
Рецептура клеев; отделочных и вспомогательных материалов
Рецепты клеев, красок, смывочных жидкостей, отделочных восков, аппретур
1. Рецепты клеев
Рецепт клея № 12 а – Клей из натурального каучука для склеивания подкладки с верхом
- каучук натуральный 6-10%
- бензин Бр-1 и Бр-2 (ГОСТ 443-76) 90-94%
- антистатическая насадка АСП-1 0-0,002%
(ТУ 38-101538-75)
Рецепт клея №1 – Наиритовый клей для первой и второй намазки, для намазки затяжной кромки
-Наирит НТ 100в.ч.
-Белила цинковые 10-20в.ч.
-Магнезия жженая 0,7в.ч.
-Канифоль основная 0,4в.ч.
-ТиурамД 1,5в.ч.
-Хлорное железо 0-1,5в.ч.
-Смола 101К 5-20в.ч.
-Хлорнаирит 0-10в.ч.
-Иден-кумароновая смола 5-20в.ч.
Рецепт клея №2 – Полиуретановый клей
-Каучук «Десмоколл-400» 18-20
-Каучук «Эластостик 2006 Т» -
-Этилацетат марки А (ГОСТ 8981-71) 82-64
-Ацетон технический марки А (ГОСТ 2768-69) 0-16
Рецепт клея №15 – Клей казеиновый для простилания следа обуви
-Казеин технический кислотный 15-25вес.ч.
-Аммиак водный технический 2-5вес.ч.
-Карбамид (мочевина) (ГОСТ 2081-75) 0-8вес.ч.
-Фенол технический (ГОСТ 236-68) 0-1вес.ч.
-Вода 83-61вес.ч.
2. Рецепты красок
Рецепт краски №61 – Краска для клеймения этикеток на коробках
-Спирт этиловый 96%-ный 50%
-Вода 48%
-Чернильный порошок 2%
Рецептура нитрокрасок № 33 для ретуширования верха обуви
- нитрокраска 68,5%
- бутилацетат 25,0%
- спирт этиловый 96%-ный 5,0%
- дибутилфталат 1,5%
3 Рецепты смывочных жидкостей
Рецепт №70 – Смывочная жидкость для колодок
-Спирт этиловый 96%-ный 30%
-Мыло хозяйственное 60%-ное 10%
-Вода 60%
Рецепт №67 – Смывочная жидкость для чистки обуви
-силикон ПМС-200А 6,0%
-аммиачная вода 2,0%
-бензин «галоша» 10,0%
-спирт этиловый 4,2%
-ПАВ 0,8%
-вода 77,0%
Похожие работы
... 2. Обоснование выбора модели изделия. Общая характеристика модели изделия. 2.1 Обоснование выбора модели изделия В курсовой работе рассматривается технология обработки и сборки женских туфель с открытой носочной частью клеевого метода крепления. Они предназначены для носки в летнее время и в закрытых помещениях. Главные требования, предъявляемые к их конструкции: эстетичность внешнего вида ...

... тем выше цена; наоборот, обувь низкого качества и упрощенного вида расценивается ниже. 1.4 Потребительские свойства обуви Потребность как категория товароведения, классификация потребностей. Жизнедеятельность человека и формирование в обществе блоков потребностей. Потребности и производство, удовлетворение потребностей – цель общественного производства. Понятие о потребительских свойствах и ...
... заключении договоров обращать внимание на качество обуви, степень удаленности поставщика от магазина ООО «Стиль-Агро», ассортимент предлагаемой продукции, при этом необходимо искать новые источники поступления качественной обуви. 4.2. Экспертиза качества женской кожаной обуви экспертным методом. При оценке качества женской кожаной обуви и показателям эстетических свойств экспертным методом ...
... ; цена 2900 руб Туфли женские; Marco Rizzi (Ит); цена 5900 руб Туфли жен-ские; Спартак; цена 3000 руб 1.3 Разработка эскизов моделей и выбор базовой модели Целью проектирования является создание модели женских закрытых туфель клеевого метода крепления, удовлетворяющей потребности современного рынка. Модель должна быть удобной, соответствовать эстетическим требованиям, и в той же мере быть ...
0 комментариев