Навигация
Подбор оборудования, оснастки
12747
знаков
3
таблицы
12
изображений
4. Подбор оборудования, оснастки
При сборке данного штампа используется следующий инструмент:
Операция 010. Слесарно-сборочная.
Направляющая втулка запрессовывается в верхнюю плиту по посадке H8/u8 с усилием запрессовки Fз=![]() H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Направляющие колонки запрессовываются нижнюю плиту по посадке H8/u8 с усилием запрессовки Fз=![]() H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Матрица устанавливается по посадке H7/m6 так как посадка переходная выбран молоток 7850-0117 ГОСТ 2310-77.
Болты затягиваются Ключ торцовый 10-80 ГОСТ 1068-54
5. Расчет технологических параметров сборки
Расчет натягов втулки.
1) Направляющая втулка в плиту верхнюю.
Ø33H8
ES=0,039
IS=0
Ø33u8:
es=+0,099
is=+0,06
Nmin=is-ES=0,06-0,039=0,021
Nmax=es-IS=0,099-0=0,099
TΔ=Nmax-Nmin=0,099-0,021=0,078
2) Направляющая колонка в плиту нижнюю.
Ø20H8
ES=0,033
IS=0
Ø33u8:
es=+0,081
is=+0,048
Nmin=is-ES=0,048-0,033=0,015
Nmax=es-IS=0,081-0=0,081
TΔ=Nmax-Nmin=0,081-0,015=0,066
3) Матрица в плиту нижнюю посадка 138 H7/m6.
Ø138H7
ES=0,04
IS=0
Ø138m6:
es=+0,04
is=+0,015
Smax= ES- is=0,04-0.015=0,025
Nmax=es-IS=0,04-0=0,04
TΔ=Nmax+ Smax =0,04-0,025=0,065
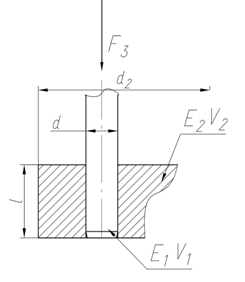
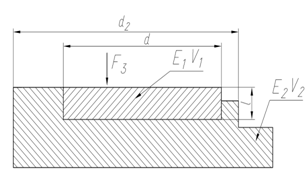
Расчет усилия запрессовки.
Посадка осуществляется с натягами Fz.
Усилие запрессовки рассчитывается по формуле:
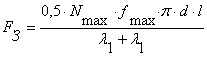
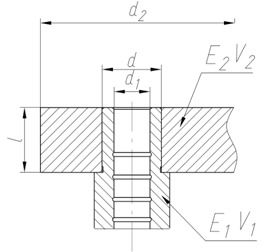
где Nmax – максимальная величина натяга в посадке, конструктивно заданная, [м];
fmax – максимальный коэффициент трения в посадке, определяемый материалами деталей соединения, шероховатостями поверхностей, наличием смазки;
λ1,λ2 - коэффициенты радиальной податливости вала и втулки соответственно;
l – длина посадочного размера [м].
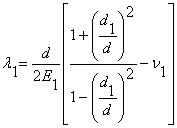
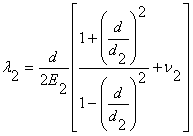
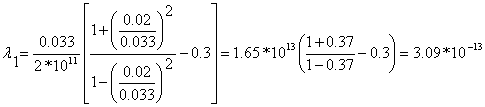
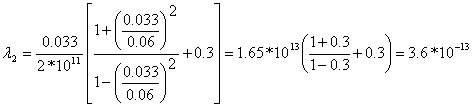
Коэффициенты радиальной податливости определяют по формуле:
 ;
;  .
.
где: d –диаметр посадки [м];
Е1, Е1 – Модули упругости материалов вала и втулки [Н/м²];
ν1, ν2- Коэффициенты Пуассона материалов вала и втулки соответственно;
λ1. Результаты расчетов представлены в таблицах 1,2.
![]()
Табл.1
| Характеристика | ||
| тип | Ед.изм. | Втулка |
| d | м | 0,033 |
| d1 | м | 0,020 |
| d2 | м | 0,06 |
| E1 | Н/м |
|
| E2 | Н/м |
|
|
| 0,3 | |
|
| 0,3 | |
|
|
| |
|
|
| |
| L | м | 0,036 |
| fmax | 0,13 | |
| Nmax | м |
|
| F3 | Н |
|
Аналогично считаем усилие запрессовки колонки
| Характеристика | ||
| тип | Ед.изм. | Колонка |
| d | м | 0,02 |
| d1 | м | 0,00 |
| d2 | м | 0,06 |
| E1 | Н/м |
|
| E2 | Н/м |
|
|
| 0,3 | |
|
| 0,3 | |
|
|
| |
|
|
| |
| L | м | 0,046 |
| fmax | 0,13 | |
| Nmax | м |
|
| F3 | Н |
|
Аналогично считаем усилие запрессовки матрицы
| Характеристика | ||
| тип | Ед.изм. | Колонка |
| d | м | 0,138 |
| d1 | м | 0,00 |
| d2 | м | 0,18 |
| E1 | Н/м |
|
| E2 | Н/м |
|
|
| 0,3 | |
|
| 0,3 | |
|
|
| |
|
|
| |
| L | м | 0,014 |
| fmax | 0,13 | |
| Nmax | м |
|
| F3 | Н |
|
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев