Навигация
Расчет сборочных размерных цепей
12747
знаков
3
таблицы
12
изображений
6. Расчет сборочных размерных цепей
Расчет размерных цепей производим в программе «Unigraphics NX3».
Перечислим последовательность действий расчета размерных цепей.
●Нормируем составляющие элементы размерной цепи. Для этого заходим в модуль «Моделирование» →Инструменты→Ассоциативные модели→Геометрические допуски. Далее производится нормирование элементов.
●В новом файле создают сборку из элементов входящих в состав размерной цепи.
●Заходим в модуль «Анализ размерных цепей»: «Анализ» → «Анализ размерных цепей».
● Импортируем допуски составляющих элементов размерной цепи в сборку.
● Проверяем наличие сопряжений между элементами сборки. В месте, где необходимо произвести измерение, удаляем сопряжение.
● Производим измерение, и рассчитываем расстояние между двумя элементами сборки.
● Если собираемость конструкции не может быть достигнута по схеме полной взаимозаменяемости, то либо назначаются более жесткие допуски на размеры составляющих звеньев, либо вводится компенсирующее регулировочное звено.
Расчет размерной цепи
Размерная цепь представляет собой сложную пространственную цепь, которую не представляется возможность просчитать вручную. Поэтому проводим расчет размерной цепи программе UG3.
Нормируем элементы, входящие в состав размерной цепи. Создаем сборку, и по вышеприведенной методике рассчитываем искомый зазор между гранью окна пуансона держателя и соответствующей гранью матрицы.
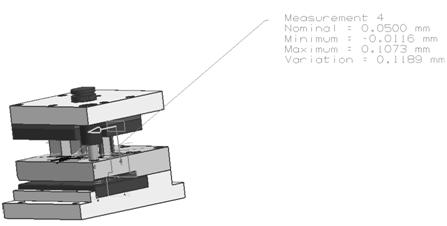
Measurement 4 0.0500 -0.0116 0.1073 0.1189 High 930
Measurement: Measurement 4Units: mm
Direction: XC 1.0000, YC 0.0000, ZC 0.0000
Nominal: 0.0500
Minimum: -0.0116
Maximum: 0.1073
Variation: 0.1189
Contributor 1: 46% 352-71-03:Feature 19:DIM +0.0 -0.054
Contributor 2: 43% 352-51-04:Feature 1:DIM -0.0 -0.1
Contributor 3: 5% Vtulka napr:Feature 2:CON|DIA0.010|A
Contributor 4: 4% Vtulka napr:Feature 2:CON|DIA0.010|A
Contributor 5: 2% 352-71-02:Feature 3:PRL|0.010|A
|A
7. Нормирование операций
Технологический процесс сборки штампа включает следующие переходы:
Выполняемые переходы при запрессовки колонок:
1. Взять и установить корпус на стол пресса.
2. Взять колонку.
3. Установить конец колонки в отверстие корпуса.
4. Включить пресс и запрессовать колонку в отверстие корпуса.
5. Выключить пресс.
6. Снять и отложить корпус.
При запрессовки колонки поз.3 , τ =1,12 мин.
Выполняемые переходы при запрессовки направляющих втулок:
1. Взять и установить корпус на стол пресса.
2. Взять колонку.
3. Установить конец колонки в отверстие корпуса.
4. Включить пресс и запрессовать колонку в отверстие корпуса.
5. Выключить пресс.
6. Снять и отложить корпус.
При запрессовки втулки поз.3 , τ =1,07 мин.
Выполняемые переходы при установки штифтов:
1. Установить и закрепить сверло в сверлильном станке
2. Включить станок
3. Сверлить отверстие
4. Вывести сверло из отверстия и выключить станок.
5. Очистить сверло и деталь от стружки.
При сверление под штифт поз.25: τ=1,6 мин.
При сверление под штифт поз.26: τ=1,11 мин
1. Взять развертку и окунуть в масло
2. Установить развертку в отверстие
3. Взять вороток и одеть на развертку.
4. Развернуть отверстие.
5. Вынуть развертку из отверстия.
6. Снять вороток с развертки и отложить
7. Очистить развертку и деталь от стружки
При развертывание под штифт поз.25: τ=1,4 мин.
При развертывание под штифт поз.26: τ=0,88 мин
Выполняемые переходы при вворачивание винтов
1. Взять винт и ввернуть на 2…3 нитки.
2. Взять инструмент
3. Ввернуть винт окончательно.
4. Отложить инструмент.
При ввертывание винтов поз.22: τ=0,43 мин.
При ввертывание винтов поз.23: τ=0,52мин.
При ввертывание винтов поз.24: τ=0,60 мин.
Другие выполняемые переходы:
Время транспортирования щтампа на склад составляет τ=1,88 мин.
Операция 005. Слесарно-сборочная. – τ=10,72 мин.
Операция 040. Транспортная. – τ=1,5 мин.ё
Операция 045. Испытания механические. – τ=10,42 мин.
Операция 015. Транспортная. – τ=1,88 мин.
8. Описание сборочного приспособления
Поворотный стол сделан для удобства сборки штампа. Стол выполнен в виде решётки, что бы была возможность поставить винты с низу.
Конструкция сварная. На поворотной втулке поз.3 поставлена рукоятка поз2, что бы рабочий мог быстро зафиксировать стол от поворота. Внутренняя поверхность этой втулки должна быть смазана ЦИАТИМ-210 ГОСТ 6267-74.
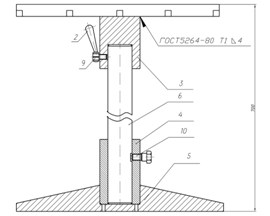
На основании поз.5 просверлены 2 отверстия для того чтобы можно было демонтировать втулку поз.4. Приспособление является универсальным. Так что на нем можно собирать и другие узлы, масса которых не превышает 200кг.
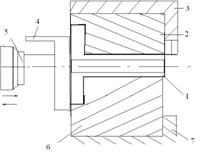
9. Описание схемы установки
Порядок установки:
Постановка штампа на линию2 осуществляется в ручную
1. Поставить штамп на станину поз,1 так что бы хвостовик поз,5 штампа зашел в специальную проточку, выполненную в плите поз, 4
2. Поставить винты поз,2 в отверстия и завинтить их в специальный уголок поз,3,
3. Контролировать размеры штампованной детали относительно эталона,
4. Осмотреть пуансоны, задиры, сколы не допустимы.
5 Направляющие втулки должны перемещаться по колонкам без заеданий

Список литературы
1. «Проектирование технологических процессов сборки машин», Учебник /Под общей ред.проф. А.А. Жолобова. Мн.: Новое знание, 2005. – 410 с.
2. А.Н. Никитин «Технология сборки двигателей летательных аппаратов» Учебник. Москва: Машиностроение. 1982. – 269 с.
3. Ю.Н. Соломенцев. “Проектирование технологий” Москва. Машиностроение. 1990. – 416 с.
4. Иванов М.Н и Иванов В.Н. «Детали машин. Курсовое проектирование» Учеб. Пособие для машиностроит. вузов. М.: Высшая школа, 1975. – 551 с.
5. «Расчёты деталей машин» /И.М. Чернин, А.В. Кузьмин, Г. М. Ицкович. 2-е изд., перераб. и доп. М.: Высшая школа, 1978. – 472 с.
6. «Курсовое проектирование деталей машин» Учеб. Пособие для техникумов /С.А. Чернавский, Г.М. Ицкович, К.Н. Боков и др. М.: Машиностроение, 1980. – 351 с.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев