Навигация
Разработка системы контроля
29234
знака
1
таблица
3
изображения
1.6. Разработка системы контроля
Под ней понимается комплекс мероприятий, исключающих выпуск изделий, не отвечающих техническим требованиям. Система контроля разрабатывается технологической службой на базе конструкторской документации, технических условий и технологического процесса сборки.
При этом устанавливают:
1) виды контроля;
2) методы и способы контроля;
3) параметры контроля;
4) последовательность выполнения контрольных операций;
5) средства контроля.
Документация на процессы контроля оформляется в виде ведомости технического контроля. Операционная карта контроля предназначена для описания содержания и последовательности выполнения контрольных переходов с указанием методов и приемов их выполнения, а также описания необходимых средств контроля. Ведомость или протокол предназначены для табличного оформления результатов контроля.
2. Проектирование автоматизированного приспособления
2.1. Назначение и типы контрольных приспособлений
Контроль качества изделий весьма важен в современном машиностроении; в особенности велика роль контроля при производстве изделий по принципу полной взаимозаменяемости. Применение универсальных измерительных инструментов и калибров малопроизводительно, не всегда обеспечивает нужную точность и удобство контроля, а в условиях поточно-автоматизированного производства вообще неприменимо.
Контрольные приспособления повышают производительность труда контроллеров, улучшают условия их работы, повышают качество и объективность контроля. Контрольные приспособления уменьшают попадание брака в годные детали и пропуски годных деталей в брак.
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машин. Приспособления для проверки деталей применяют на промежуточных этапах обработки (межоперационный контроль) и для окончательной приемки, выявляя точность размеров, взаимного положения поверхностей и правильность их геометрической формы.
Высокая точность современных машин обуславливает использование в контрольных приспособлениях измерителей высокой чувствительности и важность правильного выбора принципиальной схемы и конструкции приспособления.
Погрешность измерения, под которой понимают отклонение найденного значения величины от ее истинного значения, должны быть по возможности малой.
Однако чрезмерное повышение точности измерения может привести к усложнению и удорожанию приспособления и снижения его производительности.
Погрешность измерения в зависимости от назначения изделия допускают в пределах 8 – 30% поля допуска на контролируемый объект. Общая (суммарная) погрешность измерения определяется рядом ее составляющих: погрешностью, свойственной самой схеме; погрешность установки контролируемого изделия; погрешностью настройки приспособления по эталону, износам деталей приспособления, а также колебаниям температуры.
При конструировании контрольных приспособлений необходимо изучить условия возникновения первичных погрешностей и выявить пути их уменьшения или полностью устранения. На выбор принципиальной схемы контрольного приспособления большое влияние оказывает заданная производительность контроля. При 100% проверки деталей в поточном производстве время контроля не должно превышать темпа работы поточной линии. Для выборочного контроля деталей при стабильных технологических процессах их изготовления требования к производительности контрольного приспособления могут быть снижены.
Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных – переносные. Наряду с одномерными, широкое применение находят многомерные приспособления, где за одну установку проверяют несколько параметров.
Контрольные приспособления делят на активные и пассивные. Пассивные применяют после выполнения операций обработки. Активные устанавливают на станках, они контролируют детали в процессе обработки или изменения условий ее выполнения при появлении брака. Контрольные приспособления из самостоятельных устройств превращаются в составную часть автоматических систем. Это позволяет снизить себестоимость продукции в результате устранения брака и исключения контроля как самостоятельной операции.
Контрольные приспособления, обычные и автоматические, должны обеспечивать заданную точность и производительность контроля, быть удобными в эксплуатации, простыми в изготовлении, надежными при длительной работе и экономичными.
2.2. Разработка приспособления для контроля запрессовки стволов в муфту
Приспособление, используемое для контроля запрессовки верхнего ствола в муфту ружья ТОЗ-34 на предприятии ОАО «ТОЗ» представляет собой базу с зажимными элементами, на которой закрепляются стволы с муфтой. Контрольное усилие передается на ствол от подвешенного груза массой 19±2 кг через рычаг. Подача усилия осуществляется при отпускании рукояти, с помощью которой рабочий отводит толкатель, передающий усилие от рычага к стволу. Недостатками такого приспособления можно назвать большие затраты времени на проведение операции контроля, значительные физические нагрузки, испытываемые рабочим, неточность и неодинаковость операций контроля у разных работников (плавно или рывком отпускает рычаг, неодинаковые физические показатели и др. факторы).
Для устранения названных недостатков можно предложить модернизацию приспособления, основанную на замене источника контрольного усилия. В данном приспособлении усилие, необходимое для контроля изделия будет обеспечивать силовой пневмоцилиндр, воздействующий на изделие через систему рычагов с необходимым усилием.
Давление пневматической линии на предприятии составляет 0,4 МПа, что обеспечивается промышленным компрессором.
Возьмем стандартный заводской пневмоцилиндр с диаметром поршня ![]() и диаметром штока
и диаметром штока ![]() .
.
Усилие, создаваемое этим пневмоцилиндром:
 ,
,
где h = 0,8÷0,9 - коэффициент, учитывающий потери на трение в пневмоцилиндре. Возьмем ![]() .
.
![]()
Таким образом, нам необходима система рычагов, чтобы получить необходимое усилие 1900 Н. Возьмем рычаг, схема которого показана на рисунке 2.
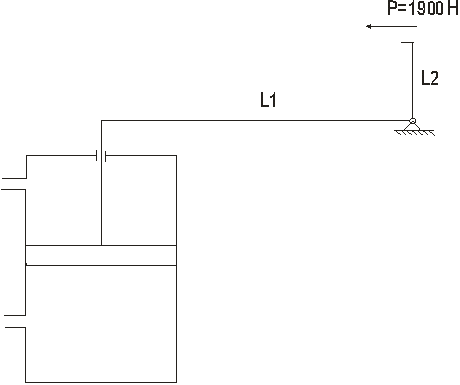
Рис. 2. Схема передачи усилия.
Получаем уравнение моментов
![]() .
.
Откуда получаем
![]() .
.
Исходя из условий закрепления стволов на приспособлении и размещения его основных элементов возьмем плечи ![]() и
и ![]() :
:
L1 = 275 мм, L2 =140 мм.
3. Оценка технологичности изделия
Технологичность изделия, необходимая для оценки возможности роботизированной сборки, рассчитаем с помощью программы AST.
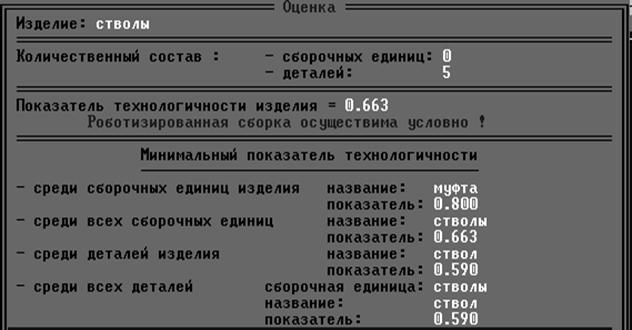
Рис.3. Оценка технологичности с помощью программы AST.
Заключение.
В результате выполнения курсового проекта был построен технологического процесс сборки стволов ружья ТОЗ-34, а также разработано предложение по автоматизации данного процесса путем разработки специального приспособления для контроля запрессовки стволов в муфту. Таким образом, с использованием технологической схемы сборки проведен анализ процесса сборки стволов, а разработанное приспособление является достаточно универсальным для внедрения его в производство.
Список использованных источников
1. Справочник по допускам и посадкам. -М., Энергоиздат, 1978г.- 615 с.
2. Справочное руководство по черчению. Изд. 4-е, перераб. И доп. М., «Машиностроение», 1974г.-696 с.
3. Цудиков М.Б. «Производство и применение мехатронных систем». Лекции, Тула, ТГУ, 1995г.
Похожие работы
... Отечественной войны, и за достигнутые успехи в развитии народного хозяйства, Тула награждена орденом Ленина, ей присвоено почетное звание "Город-герой" с вручением медали "Золотая Звезда". ТУЛЬСКИЕ ОРУЖЕЙНИКИ: Афанасьев Николай Михайлович Николай Михайлович Афанасьев - один из ведущих специалистов в области авиационного стрелково-пушечного вооружения. Афанасьев родился 14 ноября 1916г. в ...
0 комментариев