Навигация
Расчет автоматизированной системы регулирования давления в камере взбивания
35334
знака
4
таблицы
16
изображений
Введение
Автоматизация производственных процессов является одним из ведущих направлений технического прогресса, важным фактором повышения эффективности и производительности труда, а также повышения качества выпускаемой продукции во всех сферах производства.
Автоматизация технологических процессов осуществляется путем внедрения систем контроля, регулирования и управления на базе комплекса технических средств общепромышленного и отраслевого назначения. В настоящее время накоплен уже значительный опыт автоматизации технологических процессов.
Широкому внедрению автоматизации в промышленности способствует наличие ряда предпосылок. В их числе непрерывность, поточность, комплексная механизация технологических процессов, большие объемы производства, серийный выпуск необходимых приборов и технических средств автоматизации.
Номенклатура приборов общепромышленного назначения претерпела значительные качественные и количественные изменения. Освоено серийное производство так называемой Государственной системы приборов, обладающей повышенной надежностью, унифицированными габаритными размерами и величинами выходных сигналов.
Применяют как автоматизированные системы, при которых часть функций управления возлагается на оперативный персонал, так и автоматические, когда функции управления выполняются только техническими средствами. Наиболее широко используют локальные автоматизированные системы, предназначенные для управления отдельными агрегатами.
Внедряют также автоматизированные централизованные системы, обеспечивающие управление работой группы технологического оборудования или технологическими процессами в целом.
Как показала практика, в результате автоматизации повышается производительность труда, снижаются потери сырья, обеспечивается выполнение требований как санитарно-гигиенических, так и техники безопасности.
Автоматизация технологических процессов позволяет выполнять отдельные операции без непосредственного участия человека. При индивидуальном ведении хозяйства важно использование принципиально новых автоматизированных систем управления микроЭВМ. Автоматизация технологического процесса обеспечивает сокращение доли тяжелого и малоквалифицированного физического труда, что ведет к повышению производительности, непременному экономическому росту.
1. Анализ существующей системы управления
1.1 Описание технологического процесса
Технологический процесс взбивания зефирной массы под давлением изображен на функциональной схеме.
В емкости Е – 1, Е – 2, Е – 3, Е – 4 и Е – 5 поступают рецептурные компоненты. В Е – 1 – яблочное пюре, Е – 2 – белок, Е – 3 – сахароагаровый сироп, в Е – 4 – кислота и краситель эссенцией, в Е – 5 – сахарный песок.
На каждой емкости установлены датчики уровня, а на выходе – датчики расхода. Компоненты из емкостей перекачиваются плунжерными насосами. Расход компонентов из емкости регулируются с помощью регулирующих клапанов 1–3, 2–3, 3–3, 4–3, 5–3, 6–3. В емкости Е – 6 готовится рецептурная смесь, в которую поступают все компоненты смеси. Готовая рецептурная смесь поступает из емкости Е – 6 через теплообменник Т-1 на котором установлены датчики температуры и давления, где смесь нагревается до 60ºС. Смесь насосом Н-6 перекачивается в камеру для взбивания зефирной массы СЭ-1. Камера представляет собой роторный центробежный смеситель-эмульсатор. В нем установлены датчики давления и температуры.
При этом в смесь вводится под давлением 0,4 МПа воздух, поступающий из ресивера.
1.2 Описание установки
Установка для взбивания состоит из разъемной взбивальной камеры и привода с вариатором. Внутри взбивальной камеры помещено два статора, один из которых неподвижно скреплен с корпусом, а второй – с крышкой камеры. На внутренней стороне каждого статора имеются зубья, расположенные шестнадцатью концентрическими рядами. Между зубьями статоров проходят зубья ротора; размеры зубьев выбраны такими, что образуется кольцевой канал извилистой формы шириной 1 мм. Рецептурная смесь вместе с воздухом, поступающим от компрессора под давлением 0,4 – 0,6 МПа, подается внутрь камеры. Ротор изготовлен из бронзы и имеет диаметр 348 мм. Внутренняя поверхность взбивальной камеры выполнена из нержавеющей стали, а статоры – из бронзы. Взбивальная камера снабжена рубашкой для водяного охлаждения. Пузырьки воздуха на выходе из камеры расширяются и таким образом происходит взбивание зефирной массы. Готовая масса по трубопроводу подается на отливку.
1.3 Постановка задачи
В специальной части данного курсового проекта будет произведен расчет автоматизированной системы регулирования давления в камере взбивания.
Для этого необходимо:
1 произвести анализ существующих систем управления;
2 разработать систему взбивания зефирной массы под давлением;
3 произвести необходимый выбор соответствующего промышленного оборудования;
4 построить автоматизированную систему регулирования давления.
2. Синтез АСУТП взбивания зефирной массы под давлением
2.1 Структурная схема АСУТП
Структурная схема АСУТП взбивания зефирной массы под давлением представлена на рисунке 2 и состоит из трех уровней.
Верхний уровень включает в себя персональный компьютер Р4 и SCADA-систему TRACE MODE. SCADA-система – это система диспетчерского управления и сбора данных, необходимая для визуализации и диспетчеризации технологического процесса. SCADA-система – это специальное программного обеспечение, обеспечивающее решение задачи ввода и вывода информации в системе АСУТП, отслеживание аварийных и предаварийных ситуаций, представление на пульт оператора графической информации о процессе, поддержании отчетов о выполнении технологического процесса.
К среднему уровню относится микропроцессорный контроллер Modicon Micro ПЛК TSX 37–05, предназначен для получения в реальном времени информации с датчика, для ее сравнения, преобразования и обмена с автоматизированным рабочим местом оператора, а также для передачи управляющих сигналов на исполнительный механизм.
Датчик и исполнительный механизм подключаются к Modicon Micro с помощью индивидуальных кабельных связей. Внутри контроллера сигналы обрабатываются в цифровой форме.
Нижний уровень состоит из исполнительного механизма и датчика.
Датчик используется для преобразования физических параметров технологического процесса в электрические сигналы с технологического объекта управления и поступающие на многофункциональный, микропроцессорный контроллер;
Исполнительный механизм преобразует и передает воздействие с микропроцессорного контроллера на технологический объект управления.
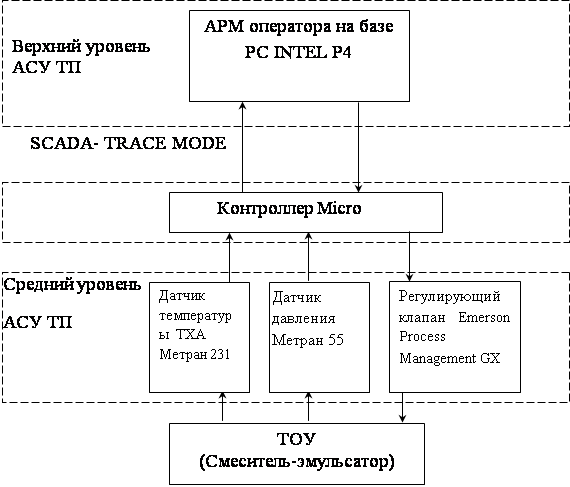
Рисунок 2.1 – Структурная схема АСУТП
Похожие работы
... строк расходной накладной Рис.3.3. Экранная форма редактора списков сотрудников Рис 3.4. Экранная форма редактора классификаторов товаров 3.1 Алгоритм функционирования информационной системы складского терминала Функционирование ИС осуществляется согласно структурному алгоритму, построенному исходя из требований, предъявляемых к выполняемым программой функциям (разделы 1.3 и ...

... работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики. На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное. Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и ...
... для широкого спектра европейского оборудования; · сервисное гарантийное и послегарантийное обслуживание. Выводы Как видно из вышеизложенного, все компании поставляют широкий ассортимент технологического оборудования ресторанов, проводят монтаж и пуско-наладочные работы, обеспечивают гарантийное и послегарантийное обслуживание. Но можно выделить и некоторые особенности, например, компании « ...
... поставляемую другим предприятиям, ТТК не действуют). Утверждаются технико-технологические карты руководителем или заместителем руководителя предприятия общественного питания. Срок действия технико-технологических карт определяется предприятием. Технология приготовления блюд и кулинарных изделий, содержащаяся в технико-технологических картах, должна обеспечивать соблюдение показателей и ...
0 комментариев