Навигация
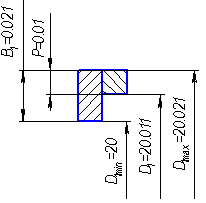
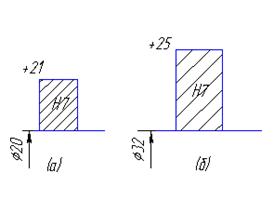
1 Предельные размеры
![]()
![]()
![]() мм;
мм;
![]() мм.
мм.
![]() мм;
мм;
![]() мм.
мм.
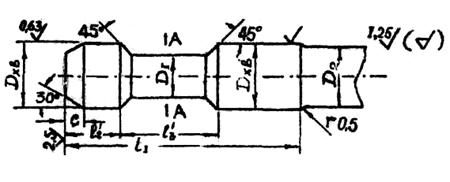
Т.к. наибольший диаметр развертки больше 32 мм развертка выполняется цельная.
Форма хвостовика развертки определяется методом ее закрепления. В нашем случае плавающее закрепление, так как в этом случае достигается наиболее высокая точность обработки отверстий при минимальной шероховатости обработанной поверхности.
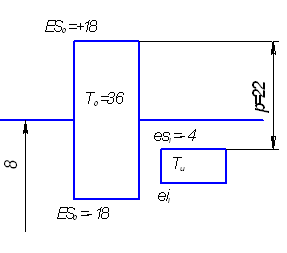
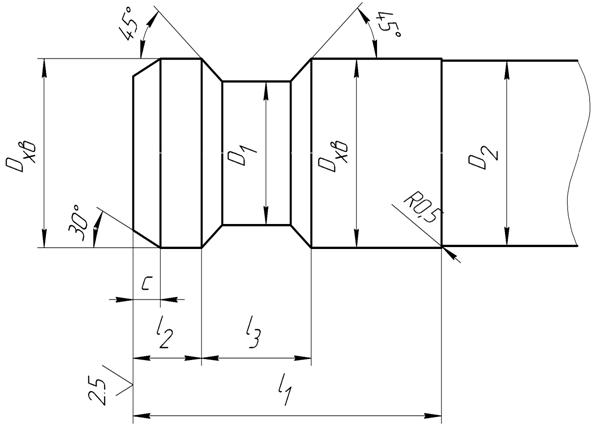
Диаметры развертки
![]()
где ![]() минимальный диаметр соответствующей ступени отверстия;
минимальный диаметр соответствующей ступени отверстия;
![]() верхнее предельное отклонение диаметра отверстия;
верхнее предельное отклонение диаметра отверстия;
![]() допуск на разбивание отверстия, эту величину можно принятии равной 0,01-0,02 мм;
допуск на разбивание отверстия, эту величину можно принятии равной 0,01-0,02 мм;
![]()
![]()
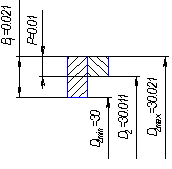
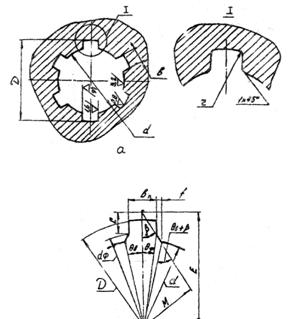
Рисунок 1.3 Диаметры развертки
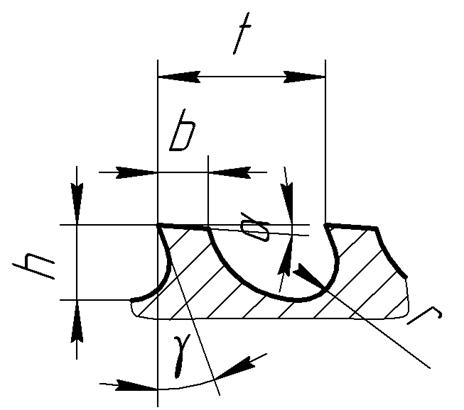
2. Геометрические параметры развертки
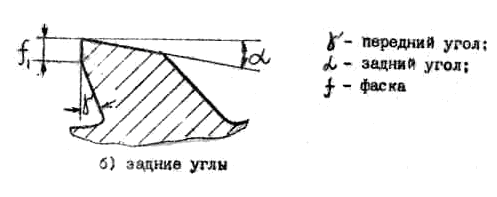
Передний угол для чистовых разверток ![]() ;
;
Задний угол для чистовых разверток ![]()
Величина заднего угла выбирается одинаковой на режущей и калибрующей частях.
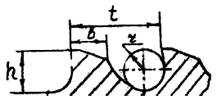
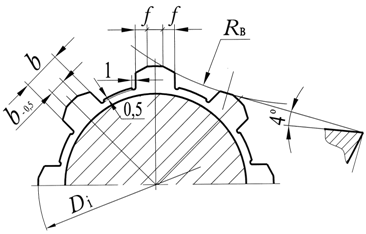
На калибрующих частях выполняется ленточка ![]()
Угол наклона зубьев ![]() принимают для упрощения технологии изготовления развертки;
принимают для упрощения технологии изготовления развертки;
Главный угол в плане на заборной части зависит от свойств обрабатываемого материала
Принимаем ![]()
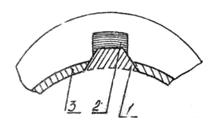
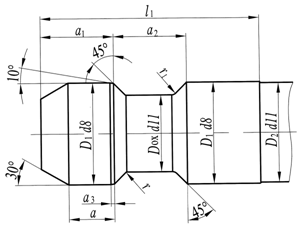
Длина калибрующей части развертки определяется зависимостью
![]() ;
;
где ![]() величина калибрующей части стачиваемая при одной переточке;
величина калибрующей части стачиваемая при одной переточке;
![]() - число переточек;
- число переточек;
Принимаем ![]()
![]()
![]()
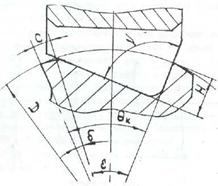
Длина заборной части ступени
![]() ;
;
где ![]() минимальный диаметр заборной части;
минимальный диаметр заборной части;
![]() глубина резания;
глубина резания;
![]() - в зависимости от диаметра развертки;
- в зависимости от диаметра развертки;
Принимаем ![]()
![]() ,
, ![]()
![]()
![]()
Длина рабочей части ступени
![]() ;
;
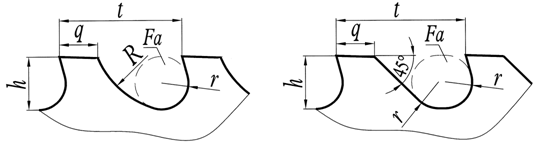
где ![]() длина фаски, принимаем
длина фаски, принимаем ![]() ;
;
![]()
![]()
Ступенчатые развертки можно выполнять без обратного конуса.
Чтобы исключить повреждение обработанной поверхности при выводе развертки и отверстия, конец калибрующей части необходимо выполнить по радиусу равному 3-5 мм;
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...

... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев