Навигация
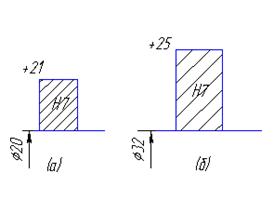
3. Число зубьев развертки.
Рекомендуется принимать четным и равным по количеству на всех ступенях, для облегчения контроля диаметральных размеров и их изготовления, а так же для беспрепятственного вывода стружки.
![]() ;
;
![]() ; принимаем
; принимаем ![]() ;
;
![]() ; принимаем
; принимаем ![]() ;
;
Принимаем ![]()
4. Распределение зубьев развертки
Для устранения огранки отверстий распределение зубьев развертки должно быть неравномерным, разность между соседними угловыми шагами определяется зависимостью:
![]() ; принимаем
; принимаем ![]()
Значение угловых шагов
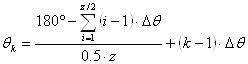 ;
;
где ![]() порядковый номер зуба
порядковый номер зуба
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
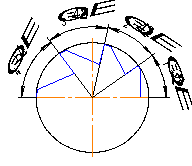
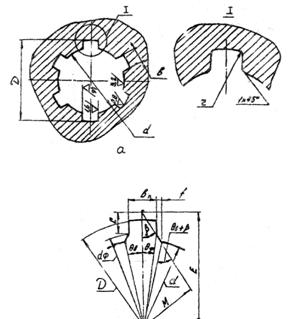
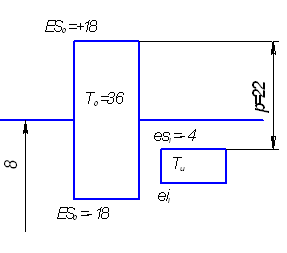
Рисунок 1.4 Распределение зубьев развертки
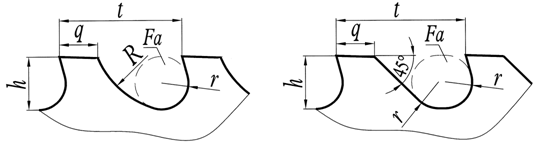
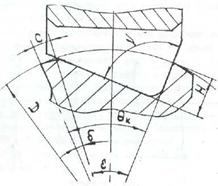
5. Глубина стружечной канавки.
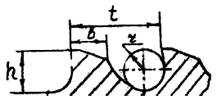
Глубину стружечной канавки целесообразно выполнять переменной, что позволяет использовать для всех стружечных канавок фрезу с постоянным профильным углом. Глубина канавки определяется зависимостью
![]() ;
;
где ![]() угол соответствующий ширине спинки;
угол соответствующий ширине спинки;
![]() угол профиля фрезы;
угол профиля фрезы;
![]() ширина спинки зуба, приведена в табл.6
ширина спинки зуба, приведена в табл.6
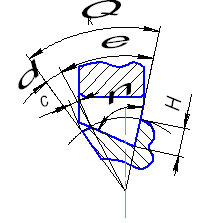
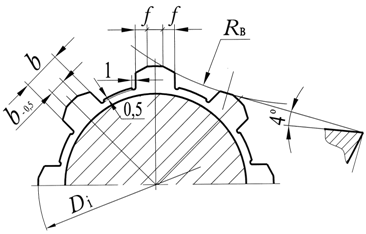
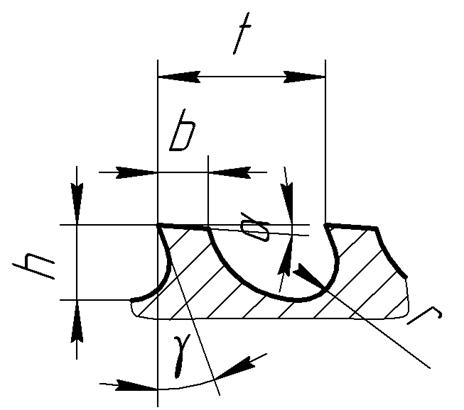
Рис 1.5 Размер стружечной канавки
Глубина стружечной канавки на первой ступени
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Глубина стружечной канавки на второй ступени
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
Исходные данные для расчета долбяка: модуль зубчаты колес m = 2,5 мм;
Число зубьев нарезаемого и сопряженного колес z1 = 30, z2 = 60; угол зацепления α = 20º; степень точности 7-D.
1 Определение дополнительных технологических данных
Торцовый профиль и модуль колеса:
![]()
![]() .
.
Диаметры делительных, основных и наружных диаметров колес
![]()
![]()
![]() мм,
мм,
![]() мм.
мм.
![]()
![]()
Межосевое расстояние
![]()
Наибольший радиус кривизны профиля зуба нарезаемого колеса
![]() мм.,
мм., ![]()
Радиус кривизны в точке начала активной части профиля зуба нарезаемого колеса
![]()
![]()
Расчет прямозубого долбяка
Число зубьев долбяка
![]()
где ![]() - номинальный диаметр делительной окружности =75мм
- номинальный диаметр делительной окружности =75мм
Диаметр делительной окружности
![]()
Диаметр делительной окружности долбяка
![]()
Боковой задний угол в плоскости параллельной оси долбяка
![]()
где ![]()
![]()
Определение параметров долбяка в исходном сечении
Диаметр наружной окружности долбяка в исходном сечении
![]()
где ![]() диаметр окружности впадин зубьев колеса
диаметр окружности впадин зубьев колеса
![]()
Толщина зуба на делительной окружности по нормали в исходном сечении
![]()
где ![]() толщина зуба по нормали
толщина зуба по нормали
![]()
Угол давления на головке зуба
![]()
![]()
Толщина зуба на вершине в исходном сечении
![]()
Определение исходных расстояний
Станочный угол зацепления переточенного долбяка
![]()
где ![]() при
при ![]() ,
, ![]()
Станочный угол зацепления переточенного долбяка

![]()
Вспомогательная величина
![]()
Максимальное отрицательное исходное расстояние предельно сточенного долбяка
![]()
Станочный угол зацепления нового долбяка
![]()
Положительное исходное расстояние
![]()
Расчетный задний угол по верху долбяка

![]()
Исходное расстояние, лимитируемое заострением зуба долбяка

Максимально возможная величина стачивания долбяка вдоль его оси
![]()
где ![]() наименьшая из
наименьшая из ![]() и
и ![]() , найденных в пп.14 и 16.
, найденных в пп.14 и 16.
Принимаем ![]() , т.к
, т.к ![]()
![]() максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования
максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования
Станочный угол зацепления нового долбяка
![]()
![]()
Наружный диаметр нового долбяка
![]()
Станочный угол зацепления предельно сточенного долбяка
![]()
![]()
где ![]() принимаемая величина стачивания;
принимаемая величина стачивания; ![]() , т.к
, т.к ![]()
Уточненный задний угол по верху
![]()
![]()
Принимаемая высота долбяка
![]()
где ![]() берется из таблиц
берется из таблиц
Толщина зуба на делительной окружности по нормали
![]()
Высота головки зуба долбяка по передней поверхности
![]()
где ![]() для чистовых долбяков.
для чистовых долбяков.
Полная высота зуба долбяка
![]()
Корректированный торцовый профильный угол долбяка
![]()
![]()
Диаметр основных окружностей долбяка при шлифовании его профиля
![]()
Проверочный расчет долбяка
Станочный угол зацепления долбяка и нарезаемого колеса
![]()
![]()
Межцентровое расстояние долбяка и нарезаемого колеса
![]()
Диаметр окружности впадин зубьев колеса после нарезания
![]()
![]() условие соблюдается
условие соблюдается
Угол зацепления нарезаемого и сопряженного с ним колес в зубчатой передаче
![]()
![]()
Диаметр теоретической основной окружности долбяка
![]()
Радиус кривизны профиля зубьев колеса в точке начала активной части
![]()
![]()
Радиус кривизны профиля зубьев колеса после нарезания в точке начала обработки долбяком
![]()
![]()
Условие ![]() ; соблюдается.
; соблюдается.
Заключение
В ходе проделанной работе был произведён расчёт и проектирование заданных режущих инструментов, разработаны их рабочие чертежи, приведенные в приложении с указанием предельных отклонений размеров деталей и шероховатостей на поверхности инструмента.
Список использованой литературы
1. Протяжки для обработки отверстий/ Д.К. Маргулис, М.М. Тверской, В.Н. Ашихмин и др. - М.: Машиностроение, 1986. - 232 с.
2. Методические указания к выполнению контрольных работ по курсу "Проектирование и производство металлорежущих инструментов"/ Сост.: И.А. Малышко, С.Л. Толстов. - Донецк: ДПИ, 1991. - 39с.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред.А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985.496 с.
4. Расчет зуборезных инструментов. Романов В.Ф. М.: Машиностроение, 1969, стр.251.
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...

... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев