Навигация
Величина припуска на протягивание
13610
знаков
0
таблиц
9
изображений
1.1.2 Величина припуска на протягивание
Суммарную величину припуска на круглые зубья протяжки назначаем в зависимости от внутреннего диаметра отверстия и его длины по [1, стр.12, табл.4]: ![]() мм.
мм.
1.1.3 Тип хвостовика и его размеры
Протяжки, изготовляемые из стали ХВГ, выполняют цельными, независимо от их диаметра. По [1, стр.13, табл.5] выбираем основные размеры хвостовика под быстросменный патрон:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() кН;
кН;
![]() МПа.
МПа.
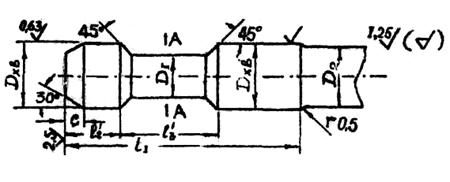
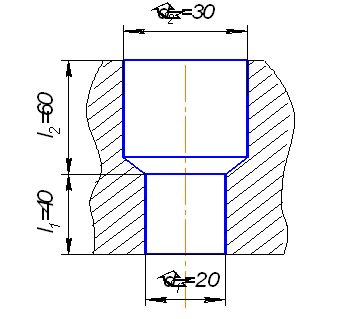
Рисунок 3 - Основные размеры хвостовика протяжки
1.1.4 Шаг черновых зубьев
![]() мм.
мм.
По шагу из [1, стр.14, табл.6] выбираем размеры профилей зубьев:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() ;
;
![]() .
.
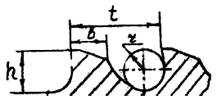
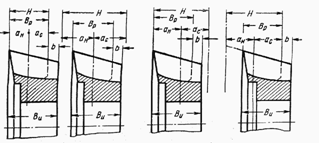
Рисунок 4 - Основные размеры профиля зубьев протяжки
1.1.5 Максимально допустимая сила резания
а) сила резания, допускаемая прочностью хвостовика в опасном сечении (по шейке хвостовика) определяем по [1, стр.15, табл.5] ![]() кН.
кН.
б) сила резания, допускаемая прочностью опасного сечения по впадине первого зуба
![]() кН;
кН;
в) расчетное тяговое усилие станка
![]() кН.
кН.
Максимально допустимая сила резания ![]() кН.
кН.
1.1.6 Определение максимальной глубины стружечной канавки по допустимому усилию
 мм.
мм.
Величина ![]() мм принятая по [1, стр.14, табл.6] не больше, чем
мм принятая по [1, стр.14, табл.6] не больше, чем ![]() мм.
мм.
1.1.7 Подача черновых секций
![]() мм,
мм,
где ![]() - коэффициент заполнения стружечных канавок (для стали
- коэффициент заполнения стружечных канавок (для стали ![]() ).
).
Полученное значение величины подъема зубьев округляем до стандартного ![]() мм. Тогда фактический коэффициент заполнения стружечной канавки
мм. Тогда фактический коэффициент заполнения стружечной канавки
![]()
1.1.8 Передние и задние углы зубьев протяжки
Выбираем по [1, стр.16, табл.8]:
черновые и переходные зубья ![]() ;
;
чистовые и калибрующие ![]() ;
;
чистовые ![]() ;
;
калибрующие ![]() .
.
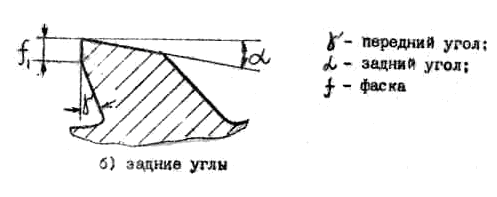
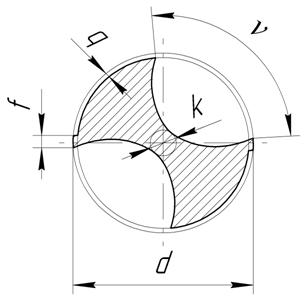
Рисунок 5 - Углы профиля зубьев
1.1.9 Число зубьев черновых секций
 ,
,
где - ![]() - число одновременно работающих зубьев;
- число одновременно работающих зубьев;
![]() ,x - принимаем по [1, стр.17, табл.9];
,x - принимаем по [1, стр.17, табл.9];
![]() - принимаем по [1, стр.18, табл.10].
- принимаем по [1, стр.18, табл.10].
1.1.10 Общий припуск на протягивание
![]() мм,
мм,
где ![]() - величина остаточной деформации отверстия.
- величина остаточной деформации отверстия.
1.1.11 Припуск на черновые зубья
![]() мм,
мм,
где ![]() - припуск на переходные зубья [1, стр. 20, табл.12, б];
- припуск на переходные зубья [1, стр. 20, табл.12, б];
![]() - припуск на чистовые зубья [1, стр. 20, табл.12, а].
- припуск на чистовые зубья [1, стр. 20, табл.12, а].
1.1.12 Припуск на первую черновую секцию
![]() мм.
мм.
Принимаем ![]() мм.
мм.
1.1.13 Количество черновых секций без первой
![]()
1.1.14 Количество зубьев в черновой части
![]()
1.1.15 Длина черновой части
![]() мм
мм
1.1.16 Подъем на переходные зубья и количество переходных секций
По [1, стр. 20, табл.12, б] принимаем подъем на переходные зубья ![]() мм.
мм.
Число переходных секций
![]()
1.1.17 Длина переходной части
![]() мм.
мм.
1.1.18 Количество чистовых и калибрующих зубьев принимаем по [1, стр. 20, табл.12, а]:
Круглые
чистовые ![]() -
-![]() ,
, ![]() ;
;
калибрующие ![]() .
.
Шлицевые
чистовые ![]() -
-![]() ;
;
калибрующие ![]() .
.
1.1.19 Шаг чистовых и калибрующих зубьев
![]() мм.
мм.
Согласно рассчитанному шагу по [1, стр.14, табл.6] выбираем размеры профилей зубьев:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() ;
;
![]() .
.
1.1.20 Длина чистовой части
![]() мм.
мм.
1.1.21 Длина режущей части
![]() мм.
мм.
1.1.22 Длина калибрующей части
![]() мм.
мм.
1.1.23 Диаметры зубьев
а) диаметр первого режущего зуба
![]() мм
мм
б) диаметр калибрующих зубьев
![]() мм
мм
1.1.24 Цилиндрическая ленточка на вершинах калибрующих зубьев
![]() мм
мм
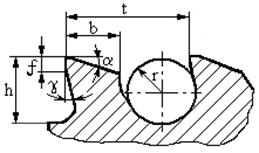
1.1.25 Ширина режущих выступов между выкружками (Рис.6)
![]() мм
мм
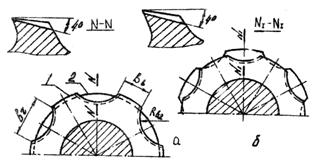
Рисунок 6 - Поперечный профиль зубьев цилиндрических протяжек переменного резания
1.1.26 Количество выкружек на черновых зубьях
![]()
1.1.27 Ширина выкружек на черновых зубьях
 мм
мм
1.1.28 Радиусы выкружек ![]() и диаметры шлифовального круга принимаем по [1, стр.23, табл.13]:
и диаметры шлифовального круга принимаем по [1, стр.23, табл.13]:
Радиусы выкружек ![]() мм;
мм;
Диаметр шлифовального круга ![]() мм.
мм.
1.2.1 Выбор угла фаски
Угол фаски выбирается в зависимости от числа шлицев. В данном случае число шлицев ![]() , поэтому угол
, поэтому угол ![]() .
.
1.2.2 Расчет размеров, определяющих положение фаски
![]() мм
мм
1.2.3 Сила протягивания на черновых зубьях, Н:
а) на фасочной части
![]()
б) на шлицевой части
![]()
в) на цилиндрической части
![]()
1.2.4 Диаметры зубьев
а) фасочных
первый ![]() мм
мм
последний ![]() мм
мм
б) шлицевых
первый ![]() мм
мм
последний ![]() мм
мм
1.2.5 Распределение припуска
а) на фасочную часть ![]() мм;
мм;
б) на шлицевую часть ![]() мм;
мм;
в) на переходные зубья шлицевой части ![]() мм
мм
г) на чистовые зубья шлицевой части ![]() мм
мм
1.2.6 Число секций
а) в фасочной части
![]()
б) черновых в шлицевой части
![]()
Похожие работы





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...

... квалитет при Ra = 2,5–1,25 грубее Число чистовых зубцов Zчт 2 Sz ч m = 0,02; 2 Sz ч m = 0,01; 1 2 2 - Припуск на чистовые зубцы на диаметр 0,08 0,08 Число зубцов, которые калибруют 4 3 1.5 Выбор станка Расчет сил резания при протягивании Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев