Навигация
Расчет однопредметной прерывно-поточной линии
24908
знаков
2
таблицы
0
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
КРАСНОЯРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
УСТЬ-ИЛИМСКИЙ ФИЛИАЛ
Кафедра экономики
Организация производства
КУРСОВАЯ РАБОТА
РАСЧЁТ ОДНОПРЕДМЕТНОЙ ПРЕРЫВНО-ПОТОЧНОЙ ЛИНИИ
(Вариант 3)
Выполнил ст-т гр. ЭУП 02-1
Руководитель: доцент,
ст. преподаватель Т. В.
Усть-Илимск 2005
ЗАДАНИЕ
В теоретической части необходимо закрепить знания в области рациональной организации основных производственных процессов и описать особенности организации основного производства.
В практической части определяем такт однопредметной прерывно-поточной линии, на которой обрабатывается кронштейн, число рабочих мест и их загрузку, число рабочих-операторов на линии. Составляем график регламентации рабочих мест и рабочих-операторов на линии. Рассчитываем величину межоперационных оборотных заделов и строим график их движения. Определяем величину среднего оборотного задела на линии, величину незавершённого производства и длительность производственного цикла обработки партии деталей.
Исходные данные следующие: длительность токарной операции составляет 1,1 минуты, длительность сверлильной – 3,1 минуты, фрезерной – 2,4 минуты, шлифовальной – 1,3 минуты; месячная программа – 14000 штук; в месяце 21 рабочий день; режим работы линии – двухсменный; продолжительность рабочей смены – 8 часов; период оборота линии – 0,5 смены.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
ОСОБЕННОСТИ ОРГАНИЗАЦИИ ОСНОВНОГО ПРОИЗВОДСТВА
1.1 Заготовительные подразделения
1.2 Обрабатывающие подразделения
1.3 Сборочные подразделения
ПРАКТИЧЕСКАЯ ЧАСТЬ
ВЫВОД
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ВВЕДЕНИЕ
Однопредметные прерывно-поточные линии (ОППЛ) широко применяются в механообрабатывающих цехах массового и крупносерийного производств, а также в сборочных цехах, если работа связана с использованием оборудования или если на некоторых промежуточных операциях появляется брак. Во всех этих случаях технологические операции не синхронизированы. Вследствие неравенства или некратности операций такту на таких линиях невозможно достигнуть непрерывности обработки предметов, работы оборудования и рабочих-операторов. Из-за нарушения непрерывности производственного процесса необходимо создавать межоперационные оборотные заделы (что служит показателем прерывности). Кроме того, это приводит к простоям оборудования.
Движение предметов труда на ОППЛ осуществляется параллельно-последовательно. На каждой операции обработка определённого числа предметов труда ведётся непрерывно, а на следующие операции они подаются частями, чаще всего поштучно, по бесприводным транспортным средствам (скатам, склизам, желобам, рольгангам), работающим со свободным ритмом. При значительных расстояниях между рабочими местами или при большой массе предметов труда могут применяться распределительные конвейеры. После окончания обработки определённого числа предметов труда на одной операции рабочий переходит к другой операции. Время, в течение которого повторяется изготовление определённого числа предметов на всех операциях, принято называть периодом оборота или обслуживания поточной линии.
Для того чтобы свести к минимуму наличие оборотных заделов, а также время простоев оборудования и рабочих, необходимо установить наиболее целесообразный регламент работы линии. С этой целью определяются следующие календарно-плановые нормативы:
· укрупнённый такт поточной линии;
· число рабочих мест по операциям и по всей поточной линии;
· стандарт-план работы поточной линии;
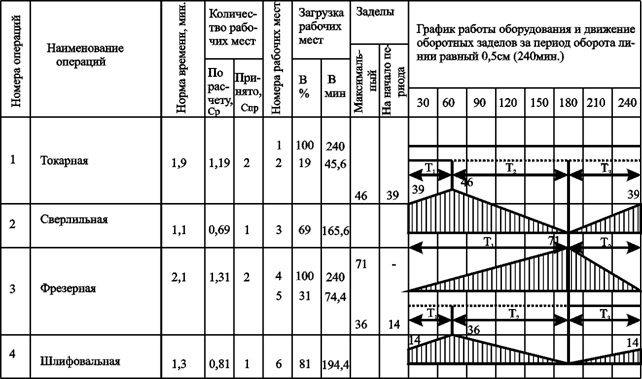
· размер и динамика движения межоперационных оборотных заделов;
· продолжительность производственного цикла.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
ОСОБЕННОСТИ ОРГАНИЗАЦИИ ОСНОВНОГО ПРОИЗВОДСТВА
1.1 Заготовительные подразделения
К основным заготовительным подразделениям машиностроительного завода относятся литейные, кузнечные цехи, цех пластмасс и др.
Литейные цехи изготавливают различные отливки, различающиеся видом металла, по размерам, весу, конфигурации и другим характеристикам. Литейное производство по сравнению с другими видами производства по изготовлению заготовок является наиболее металло- и трудоёмким и экологически неблагоприятным. Однако в условиях единичного и мелкосерийного производства другие методы изготовления заготовок и готовых деталей практически трудно осуществимы и малоэффективны. Поэтому в последние годы снижается доля отливок в совокупности заготовок. Организация, планирование экономика литейных цехов в большей степени зависят от особенностей производственного процесса изготовления отливок, а также типов и масштабов производства.
Технологические процессы литейного производства отличаются многооперационностью и значительным разнообразием операций, а, следовательно, и используемого оборудования. Наибольших затрат труда требуют формовка, приготовление стержней (более половины трудоёмкости), очистка и особенно транспортировка материалов и отливок. Этим объясняется особое значение механизации и автоматизации в литейных цехах. Технологические процессы изготовления отливок отличаются также большим разнообразием (отливки в разовые земляные формы, в кокиль, в машинах под давлением, в оболочковые формы, центробежное литьё и т.д.). Применение каждого из этих процессов требует использования специального технологического оборудования, специальной оснастки, влияет на производственную структуру цеха, профессиональный состав кадров, организацию труда, оперативно-календарного планирования и, в конечном счёте, - на эффективность функционирования литейного цеха.
Производство отливок относится к числу материалоёмких. Отсюда необходимость привлечение мощных транспортных средств, автоматизации погрузочно-разгрузочных операций. Также в литейном производстве потребуются большие затраты энергоресурсов.
Литейные цеха классифицируются по следующим основным признакам:
1) вид (род) металла для отливок;
2) тип производства;
3) степень механизации и автоматизации литейного производства;
4) объём годового выпуска отливок в денежном выражении и в натуральных единицах по видам металла;
5) режим работы цеха.
Рассмотрим особенности литейного производства по этим признакам. По виду металла литейные цехи подразделяются: чугунного литья (серого чугуна, ковкого чугуна), фасонного стального литья, цветного литья, комбинированного литья.
В цехах единичного и мелкосерийного производства номенклатура выпускаемых отливок разнообразная и неустойчивая (неповторяющаяся или редко повторяющаяся). Литейные цехи этой группы резко отличаются друг от друга. На заводах тяжёлого машиностроения это крупные цехи со специальными кессонами, мощными транспортными средствами, крупными плавильными агрегатами. К единичному типу производства также относятся также небольшие литейные цехи и отделения, обслуживающие в основном инструментальные и ремонтные цехи. Они отличаются примитивной технологией, весьма низким уровнем технико-экономических показателей и подлежат ликвидации.
В цехах крупносерийного и массового производства изготовляется ограниченная, периодически повторяющаяся или постоянная номенклатура отливок. В этих цехах применяются поточные методы организации производства.
По режиму работы литейные цехи различают на цехи с параллельным и ступенчатым режимом работы. При параллельном работа во всех производственных отделениях ведётся одновременно, строго последовательно и синхронно на различных рабочих местах. Ступенчатый режим характерен тем, что на одних и тех же площадях в разные смены выполняются различные производственные процессы в порядке их последовательности.
Кузнечные цехи производят кованые и штампованные поковки, которые передаются в механические или сразу в сборочные цехи. По сравнению с отливками поковки менее материало-, энерго- и трудоёмки, но более капиталоёмкие, т.е на единицу продукции требуют больше единовременных капитальных затрат на технологическое оснащение и автоматизацию. Эффективность производства поковок определяется размерами заготовки, её сложностью, количеством, материалом и др. Чем крупнее заготовка, тем вероятнее эффективность отливки. Чем больше программа выпуска деталей, тем вероятнее эффективность поковки. Поковки используются при производстве разнообразных и, как правило, наиболее ответственных деталей машин: коленчатых и распределительных валов, шпинделей и шестерён, рычагов, шатунов и т.д. В некоторых машинах вес деталей, изготовленных из поковок, составляет 20-30% веса машины (автомобиль, трактор и т.п.). Процесс производства поковок отличается рядом характерных черт. Технологический процесс изготовления поковок включает небольшое число операций: резка металла, нагрев, ковка или штамповка, обрезка заусенцев, иногда правка и термообработка поковок. Между операциями нагрева и ковки существует тесная хронологическая связь во времени, при этом ведущей операцией является ковка. Типовой технологический процесс изготовления поковок определяет производственную структуру цеха. Перечисленные особенности требуют специфической планировки рабочих мест: установке на участке не менее двух агрегатов и определяют необходимость бригадной формы организации труда.
Кузнечное оборудование отличается высокой производительностью. Оно очень дорогостоящее, поэтому наиболее полное его использование возможно только при высоком уровне концентрации производства однотипных поковок. Кузнечные цехи относятся к металлоёмким производствам, использующим дорогостоящие стали. Суммарная величина потерь металла в процессе производства достигает 10-30%. Всё это свидетельствует об актуальности перевода технологии поковок на более экономичные методы изготовления деталей – электрохимические, электрофизические, лазерные и другие технологии. В процессе производства поковок применяется дорогостоящая спецоснастка – штамп. Отсюда возникает необходимость организации штампового хозяйства. Также кузнечное производство относится к энергоёмким.
Кузнечные цехи классифицируются по следующим признакам:
· тип производства;
· вид технологического процесса, преобладающего в данном цехе;
· объём выпуска продукции.
Для кузнечных цехов характерны все виды производства: единичное, серийное, массовое. Тип производства определяется по ведущей детали цеха, технологии её производства. В кузнечных цехах преобладает свободная ковка лёгких заготовок, свободная ковка более тяжёлых заготовок и штамповка в условиях единичного, мелкосерийного и среднесерийного производства.
Похожие работы
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
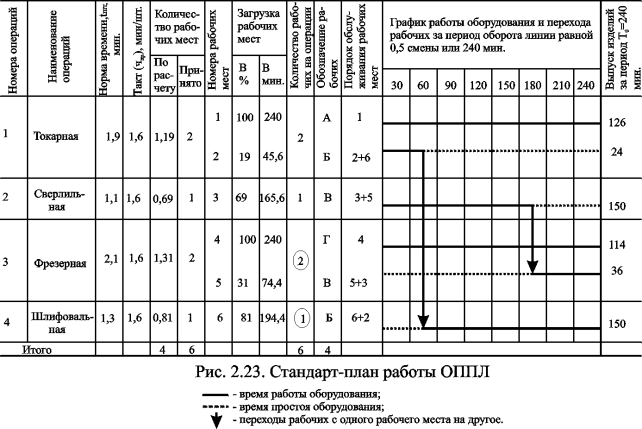
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... за использованием оборудования и рабочих. · Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта. Таким образом, можно отметить выбор ЗАО «АТС-Сокол» однопредметных непрерывно-поточных линий оправдан и экономически целесообразен, поскольку продолжительность каждой сборочной операции равна такту перемещения деталей по ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев