Навигация
Обрабатывающие подразделения
24908
знаков
2
таблицы
0
изображений
1.2 Обрабатывающие подразделения
Значительная часть деталей машин, термического оборудования, транспортных средств подвергается механической обработке. Механическая обработка характеризуется такими основными показателями, как:
· низкий коэффициент использования металлов: 0,5-0,8 (с повышением серийности производства коэффициент повышается);
· высокая трудоёмкость и зарплатоёмкость обработки;
· многооперационность технологических процессов обработки;
· высокие требования к качеству технологического оборудования и организованности процессов;
· высокие требования к качеству изготовления детали в соответствии с технологическим процессом.
Широкая номенклатура и разнообразие выпускаемой продукции, а также многооперационность технологических процессов выдвигают на первый план необходимость целесообразной специализации механических цехов и участков на базе унификации и стандартизации изделий, сборочных единиц, деталей и конструктивных элементов, типизации технологических процессов и рационального кооперирования предприятий. Несмотря на то, что в механических цехах осуществляется, как правило, лишь обработка металлов резанием, различие продукции и масштабов её производства обуславливает необходимость применения разнообразного металлорежущего оборудования. Это создаёт дополнительные трудности при планировании и организации производства в механических цехах.
В механических цехах используются сотни и тысячи типоразмеров технологической оснастки. Поэтому большое значение имеют вопросы организации инструментального хозяйства и организации обеспечения рабочих мест технологической оснасткой. Технология механической обработке наиболее гибка. Поэтому в механических цехах необходимо оценивать каждое изменение объёма производства с тем, чтобы своевременно внести соответствующие изменения в организацию производства.
Эксплуатация металлорежущего оборудования отличается относительно высоким удельным весом машинного времени в штучном времени. Это позволяет использовать многостаночное обслуживания и совмещение профессий. Многодетальность, многооперационность технологических процессов и большое разнообразие используемого оборудования в индивидуальном и серийном производстве обуславливают необходимость пролеживания деталей в ожидании освобождения станка, что приводит к незавершённому производству. Это определяет необходимость создания промежуточных кладовых, помогающих осуществлению функций диспетчерского руководства.
Механические цеха можно классифицировать по тем же признакам, что и заготовительные. Механические цеха единичного и мелкосерийного производства отличаются широкой номенклатурой деталей, изготовляемых в небольшом количестве. Технологические процессы разрабатываются без особой детализации (чаще оформляется в виде маршрутных карт). Они
предусматривают максимальную концентрацию операций, выполняемых на одном рабочем месте, использования параллельно-последовательного движения партии деталей, специализацию рабочих мест.
В крупносерийном производстве доля специального оборудования увеличивается. В этих цехах преобладают предметно замкнутые участки и организуются поточные линии.
Постоянство и ограниченность номенклатуры изготовляемых деталей в механических цехах массового производства создают предпосылки для комплексной механизации и автоматизации, широкого применения специальной высокопроизводительной технологической оснастки, механизированного и автоматизированного специального транспорта.
По уровню и характеру специализации можно выделить следующие основные группы механических цехов:
1. подетально-специализированные цехи, изготовляющие узкую номенклатуру технологически подобных деталей в больших масштабах;
2. цехи, специализированные на изготовлении комплекта оригинальных деталей, входящих в определённый агрегат машины;
3. цехи, специализированные на производстве однотипных деталей широкой номенклатуры;
4. цехи универсального профиля.
Механические цехи подетальной специализации организуется для производства деталей массового применение. Они характеризуются наиболее высоким уровнем специализации, оптимальными объёмами производства и наибольшей эффективностью. По агрегатному признаку создаются цехи автомобильных заводов и механические цехи заводов серийного массового производства. Третья группа цехов организуется обычно на заводах серийного производства для механической обработки оригинальных деталей.
1.3 Сборочные подразделения
На большинстве машиностроительных предприятий сборочные цеха завершают процесс производства продукции, включающий её сборку, испытания, сертификацию и упаковку. Эти работы выполняются по технологическим картам и другой технической документации. Качество и эффективность работы сборочных цехов во многом определяет ритмичность, качество, эффективность и устойчивость функционирования предприятия в целом. Процесс сборки состоит в соединении и обеспечении правильного взаиморасположения и взаимодействия деталей и сборочных единиц. В цехах единичного и мелкосерийного производства наряду со сборочными операциями выполняются другие технологические операции
(дополнительная механическая обработка деталей, слесарно-пригоночные операции и т.п.). С технологической точки зрения сборочных операции имеют много общего, что позволяет использовать универсальную технологическую оснастку, типовые технологические процессы и формы организации сборочных процессов.
Сборочные процессы характеризуются высоким удельным весом ручных работ и, за редким исключением, применением несложного технологического оборудования. Специфика сборочных процессов позволяет широко использовать средства механизации и существенно затрудняет автоматизацию сборочных процессов. Специализация рабочих и уровень их квалификации часто определяется спецификой сборки определённого вида продукции. Поэтому освоение новых видов продукции связано с приобретением определённых навыков и опыта.
Одной из особенностей сборочных цехов является то, что на этапе сборки стоимость незавершённого производства приближается к предельной величине – себестоимости готовой продукции. Поэтому сокращение длительности цикла сборки обеспечивает не только ускорение оборачиваемости оборотных средств, но и наиболее эффективное использование производственных площадей.
При выборе формы организации сборочных работ решающим фактором является тип производства. Основными формами организации сборочных работ являются индивидуальная (бригадная) сборка и поточная сборка. Технология сборки в цехах единичного и мелкосерийного производства предусматривает объём пригоночных и доделочных работ. В цехе используется металлорежущее оборудование и транспорт универсального назначения, создаются участки или рабочие места для слесарной обработке деталей. В этих условиях чаще используется индивидуальная сборка, отличающаяся небольшой длительностью цикла сборки и относительно низким уровнем эффективности. В цехах среднесерийного производства доделочные и пригоночные работы ликвидируются. При сборке узлов и изделия используются поточные методы, повышается степень оснащённости технологических процессов. Значительно снижается удельный вес сборочных работ в общей трудоёмкости. В цехах массового производства сборка ведётся на основе взаимозаменяемости деталей. Широко применяется прогрессивная технология, оснащённая высокопроизводительным оборудованием.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Рассчитаем программу выпуска за период оборота линии, равный 0,5 смены. Используем формулу:
Nв = N/ T*KCM*2, [1]
где N – месячная программа;
Т – количество дней в месяце;
KCM – количество смен.
Таким образом, программа выпуска по формуле (1) равна 166 штук:
Nв = 14000/ 21*2*2 = 166
Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ):
rпр = Fэ/ Nв, [2]
где Fэ – время периода оборота линии.
rпр = 8*0,5*60/ 166 = 1,45
Такт ОППЛ равен 1,45 штук в минуту.
Число рабочих мест рассчитаем по формуле (3), подставив в неё соответствующие данные из всех операций поочерёдно:
Срn = ti/ rпр, [3]
где ti – штучное время обработки детали.
Для токарной операции это число равно:
Ср1 = 1,1/ 1,45 = 0,76
или одно рабочее место.
Для сверлильной операции:
Ср2 = 3,1/ 1,45 = 2,14
или три рабочих мест.
Для фрезерной операции:
Ср3 = 2,4/ 1,45 = 1,66
или два рабочих места.
Для шлифовальной операции:
Ср4 = 1,3/ 1,45 = 0,89
или одно рабочее место.
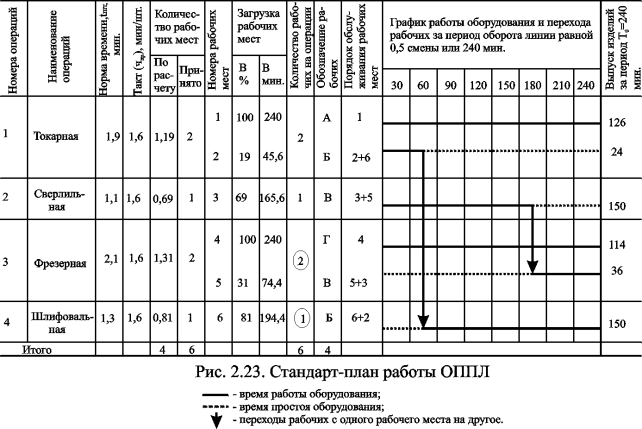
Результаты заносим в стандарт-план работы ОППЛ (рис. 1).
Коэффициент загрузки рабочих мест определим по формуле (4), подставив в неё соответствующие данные:
Кзi = Срi/ Спрi, [4]
где Ср– расчетное число рабочих мест;
Спр– принятое число рабочих мест.
Коэффициенты загрузки по операциям равны:
Кз1 = 0,76/ 1 = 0,76,
Кз2 = 2,14/ 3 = 0,71,
Кз3 = 1,66/ 2 = 0,83,
Кз4 = 0,89/ 1 = 0,89.
Рассчитаем списочную численность рабочих-операторов для работы в две смены:
Ч = С*Ксм*1,1, [5]
где С – принятое количество станков;
Ксм – коэффициент сменности;
1,1 – коэффициент взаимозаменяемости.
Ч = 7*2*1,1 = 15,4
Списочная численность равна 16 человек.
Стандарт-план ОППЛ составляем в виде таблицы, в которую заносим все данные по операциям технологического процесса, а затем чертим график работы оборудования и перехода рабочих за период оборота линии 0,5 смены, то есть 240 минут.
| № опе- ра- ции | Операция | Нор- ма вре- ме ни (tшт), мин. | Такт (rпр), мин/ шт. | Число рабочих мест | № ра- боче- го мес- та | Загрузка рабочих мест | Задел (Zоб) | График работы оборудования и перехода рабочих за период оборота линии 0,5 смены (240 мин) | ||||||||||
| Рас- чёт- ное (Ср) | При- нятое (Спр) | % | мин | мах | на на- ча ло пе- рио- да | 30 | 60 | 90 | 120 | 150 | 180 | 210 | 240 | |||||
| 1 | Токарная | 1,1 | 1,45 | 0,76 | 1 | 1 | 76 | 182,4 | 15 | 10 | ||||||||
| 2 | Сверлиль- ная | 3,1 | 1,45 | 2,14 | 3 | 2 3 4 | 100 100 14 | 240 240 33,6 | 5 | 48 | ||||||||
| 3 | Фрезер- ная | 2,4 | 1,45 | 1,66 | 2 | 5 6 | 100 66 | 240 158,4 | 10 | 23 | ||||||||
| 4 | Шлифо-вальная | 1,3 | 1,45 | 0,89 | 1 | 7 | 89 | 213,6 | ||||||||||
Рисунок 1 – Стандарт-план работы ОППЛ
Расчёт межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле:
Zоб = (Tj Ci)/ ti – (Tj Ci+1)/ ti+1, [6]
где Тj– продолжительность j-го частного периода между смежными
операциями при неизменном числе работающих единиц
оборудования, мин;
Сi, Сi+1 – число единиц оборудования, работающих в течении
частного периода Тj соответственно на i-й и (i+1)-й операциях;
ti и ti+1 – нормы штучного времени соответственно на i-й и (i+1)-й
операциях технологического процесса, мин.
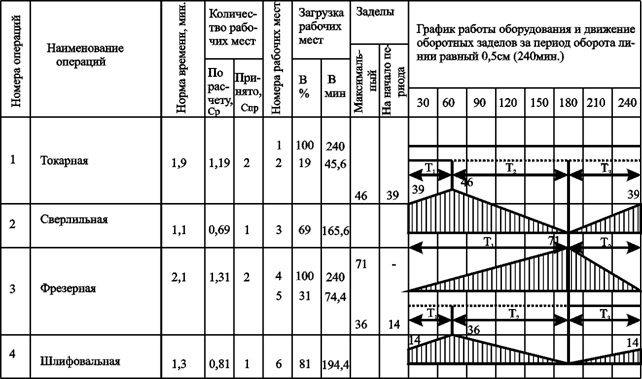
Этот расчёт ведём в табличной форме (табл. 1) и по ней строим графики изменения заделов (эпюры движения заделов) по каждой паре смежной операции за период оборота линии (рис. 1). На графике указываем величину максимального оборотного задела между каждой парой смежных операций и величину задела на начало периода оборота.
Расчёт площадей эпюр оборотных заделов выполним по рис. 1, а результаты вписываем в табл. 1. Исходя из площадей эпюр оборотных заделов, определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии.
Таблица 1 – Расчёт межоперационных оборотных заделов
| Частный период | Время частного периода, мин | Расчёт заделов, шт. | Площадь эпюр (S1), деталей в мин |
| 1 | 2 | 3 | 4 |
| Между 1-й и 2-й операциями | |||
| Т1 | 182,4 | Z’1,2 = (182,4*1)/ 1,1 – (182,4*3)/ 3,1 = -10,7 | 2462 |
| Т2 | 57,6 | Z”1,2 = (57,6*1)/ 1,1 – (57,6*2)/ 3,1 = +15,2 | 432 |
| Итого | 2894 | ||
| Между 2-й и 3-й операциями | |||
| Т1 | 33,6 | Z’2,3 = (33,6*3)/ 3,1 – (33,6*2)/ 2,4 = +4,5 | 806 |
| Т2 | 206,4 | Z”2,3 = (206,4*2)/ 3,1 – (206,4*1)/ 2,4 = +47,2 | 4954 |
| Итого | 5760 | ||
| Между 3-й и 4-й операциями | |||
| Т1 | 158,4 | Z’3,4 = (158,4*2)/ 2,4 – (158,4*1)/ 1,3 = +10,2 | 2614 |
| Т2 | 26,4 | Z”3,4 = (26,4*1)/ 2,4 – (26,4*1)/ 1,3 = -9,3 | 304 |
| Т3 | 55,2 | Z”’3,4 = (55,2*1)/ 2,4 – (55,2*0)/ 1,3 = +23 | 276 |
| Итого | 3194 | ||
| Всего | 11848 | ||
Средняя величина межоперационного оборотного задела определяется формулой (7), а данные берем, основываясь на таблицу 1, период оборота линии равен 240 минут.
Zср.об.i = Si/ Tоб., [7]
где Si – площадь эпюры оборотного задела между парой смежных операций;
Тоб. – период оборота линии.
Zср.об.1,2 = 2894/ 240 = 12,
Zср.об.2,3 = 5760/ 240 = 24,
Zср.об.3,4 = 3194/ 240 = 14.
То есть 12, 24, и 14 штук между 1 и 2операциями, 2 и 3, 3 и 4 операциями соответственно.
Величина среднего оборотного задела по всей поточной линии равна сумме средних величин межоперационных оборотных заделов, либо
её можно определить по формуле:
Zср.об. = ∑Si/ Тоб. = 11848/ 240 = 50
В этом случае величина среднего оборотного задела по всей поточной линии рана 50 штук.
Величину незавершённого производства без учёта затрат труда в предыдущих цехах рассчитаем по формуле:
H = Zоб. [(∑t)/ 2 + tпр.], [8]
где tпр. – суммарные затраты времени в предыдущих цехах, в нашем случае они равны нулю.
Н = 50*79/ 2*60 + 0 = 3,5
То есть 3,5 нормо-часов.
Длительность производственного цикла определяем по формуле:
tц = Zср.об.* rпр. [9]
Тогда:
tц = 50*1,45 = 72,5
Здесь длительность производственного цикла – 72,5 минуты, что равно 1 часу 21 минуте.
ВЫВОД
На основе моей курсовой работы можно сделать несколько выводов:
· однопредметные прерывно-поточные линии (ОППЛ) широко применяются в механообрабатывающих цехах массового и крупносерийного производств, а также в сборочных цехах, если на некоторых промежуточных операциях появляется брак;
· из-за нарушения непрерывности производственного процесса необходимо создавать межоперационные оборотные заделы;
· движение предметов труда на ОППЛ осуществляется параллельно-последовательно;
· после окончания обработки определённого числа предметов труда на одной операции рабочий переходит к другой операции;
· время, в течение которого повторяется изготовление определённого числа предметов на всех операциях, принято называть периодом оборота или обслуживания поточной линии.
В расчётной части мы рассчитали такт ОППЛ, который равен 1,45 штуки в минуту, число рабочих мест на операциях равно: на токарной – 1 место, сверлильной – 3 места, фрезерной – 2 места и на шлифовальной – 1 место, списочная численность рабочих-операторов равна 16 человек. Величина среднего оборотного задела по всей поточной линии равна 50 штук. А также длительность производственного цикла равна 1 часу 21 минуте.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Новицкий Н. И. Организация производства на предприятиях. Учебник. – М.: Финансы и статистика, 2002.
2. Новицкий Н. И. Организация и планирование производства. Практикум. – Мн.: Новое знание, 2004.
3. Паничев М. Г., Мурадьян С. В. Организация и технология отрасли. Учебник. – М.: Новое знание, 2001.
4. Фатхутдинов Р. А. Организация производства. Учебник. – М.: ИНФРА-М, 2001.
5. Фатхутдинов Р. А., Сивкова Л. А. Организация производства. Практикум. – М.: ИНФРА-М, 2001.
Похожие работы
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... . i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки. Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину ...
... за использованием оборудования и рабочих. · Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта. Таким образом, можно отметить выбор ЗАО «АТС-Сокол» однопредметных непрерывно-поточных линий оправдан и экономически целесообразен, поскольку продолжительность каждой сборочной операции равна такту перемещения деталей по ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
0 комментариев