Навигация
2. Выбор типа потока
Для изготовления проектируемого изделия костюма женского был выбран многомодельный поток с агрегатной формой организации потока.
Проектируемый поток малой мощности. Ритм потока свободный, питание пачковое, полуфабрикат перемещается по междустолью и с помощью различных внутрипроцессных транспортных средств (тележки, кронштейны).
Условия, необходимые для организации агрегатного потока:
- максимальное использование мощности оборудования (допускается выполнение операций одним рабочим на разном оборудовании);
- однотипность методов обработки;
- сосредоточение большинства операций в заготовительной секции для достижения наибольшей стабильности потока в монтажной секции;
- существование дополнительных операций по комплектованию деталей после заготовительной секции, контролю качества, доставке полуфабриката к рабочим местам и к месту комплектования и запуска.
К достоинствам агрегатных потоков относятся повышение качества обработки благодаря специализации и рациональной организации рабочих мест, возможность использовать индивидуальные способности рабочих, простота планировки, маневренность.
Характеристика потока представлена в таблице 3.
Таблица 3 - Характеристика проектируемых потоков
| секция | Число поточных линий или групп | Мощность, ед/см | Организационная форма потока | Ритм работы | Количество моделей | Способ запуска моделей в поток | Способ передачи полуфабриката | Величина транспортной партии | Наименование | Количество рабочих | Площадь, м2 | ||
| Поточной линии | Суммарной по потоку | потока | изделия | ||||||||||
| заготовительная | 1 | 71 | 41 | агрегатный | свободный | 3 | Цикличный децентрализованный | Бесприводные средства По междустолью | Пачки, 15 ед. | основной | костюм женский (жакет, юбка) | 8 | 54,4 |
| Монтажно-отделочная | 1 | 71 | 71 | 3 | 1 ед. | 12 | 81,6 | ||||||
| заготовительная | 1 | 71 | 41 | агрегатный | свободный | 3 | Цикличный децентрализованный | Бесприводные средства По междустолью | Пачки, 15 ед. | дополнительный | костюм женский (жакет, юбка) | 8 | 54,4 |
| Монтажно-отделочная | 1 | 71 | 71 | 3 | 1 ед. | 12 | 81,6 | ||||||
| заготовительная | 1 | 82 | 82 | агрегатный | свободный | 3 | ПАЗ децентрализованный | Бесприводные средства По междустолью | Пачки, 15 ед. | дополнительный | костюм женский (жакет, брюки) | 10 | 68 |
| Монтажно-отделочная | 1 | 82 | 82 | 3 | 1 ед. | 14 | 95,2 | ||||||
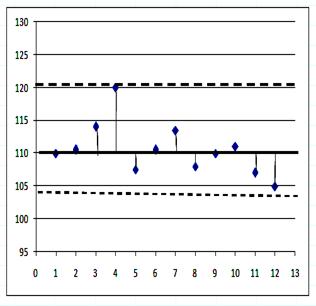
При комплектовании технологически неделимых операций в организационные, не всегда можно достичь точного согласования времени, затрачиваемого на выполнение организационной операции с установленным тактом потока. Поэтому продолжительность организационных операций может иметь отклонения.
Для потока со свободным ритмом определение условий согласование времени операций потока с тактом производится по формуле:
∑tp = (0,95 ÷ 1,1) τ k
где τ – такт потока, сек, k – кратность операции, С - цикл согласования, ед.
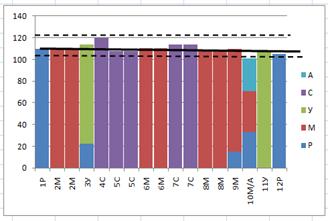
Для согласования агрегатного потока, кроме условий согласования операций по времени соблюдаются определенные производственные требования:
- максимальная специализация операций, обеспечивающая наилучшее использование рабочей силы и оборудования;
- комплектование ведется, соблюдая технологическую целесообразность, сокращение приемов работы;
- однородность операций по разрядам, обрабатываемым материалам, специальностям.
Данные расчета условий согласования времени операций для различного количества рабочих приведены в таблице:
Таблица 4- Условия согласования времени операций потока
| Количество рабочих | Величина min времени орг. операции, ∑tp min, сек. | Величина max времени орг. операций ∑tp max, сек |
| 1 | 383 | 766 |
| 2 | 443 | 887 |
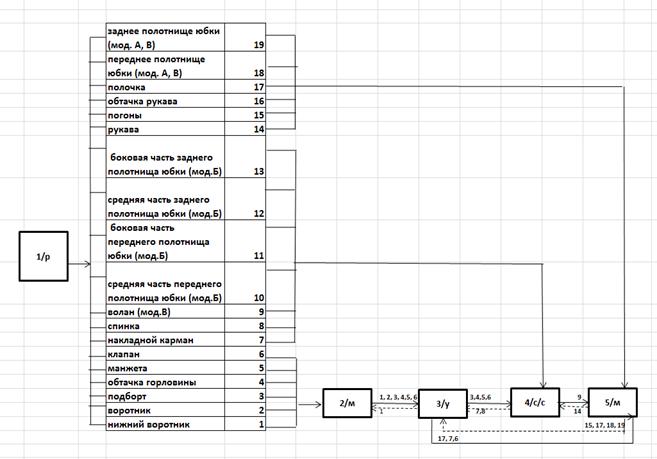
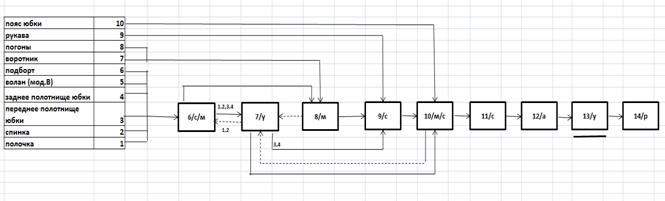
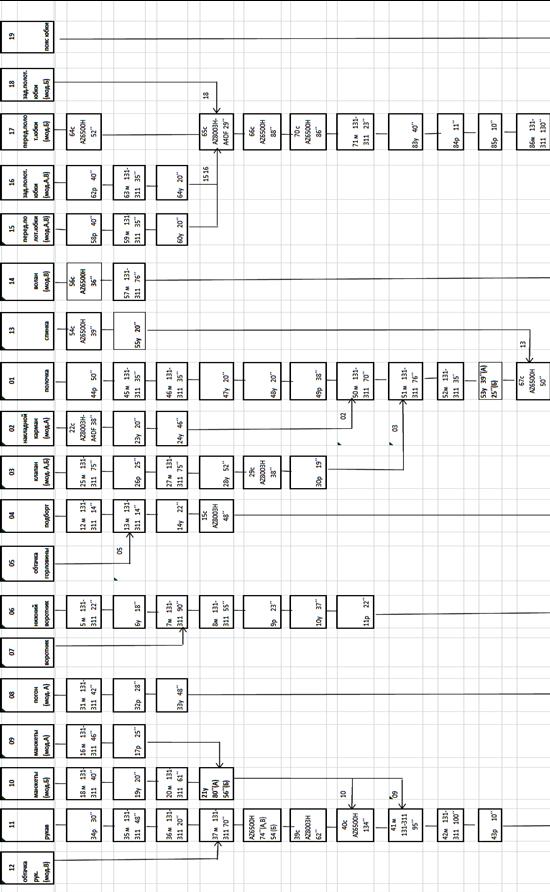
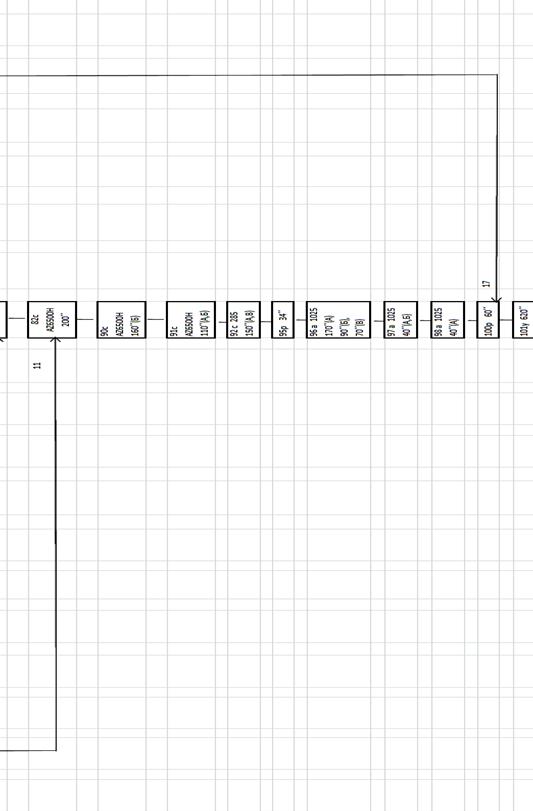
Технологическая схема основного потока (основной документ потока) составляется на основании последовательности технологической обработки и таблицы согласования времени операций потока. Технологическая схема потока приведена в таблице 5.
На её основе производится расстановка рабочих мест, определение потребности и монтаж оборудования, оснащение рабочих мест, расчет заработной платы, ТЭП.
Норма выработки устанавливается на организационную операцию и определяется по формуле:
![]()
где: R - продолжительность смены, сек, tоп - норма времени на выполнение организационной операции, сек.
Расценка определяется на каждую неделимую операцию путем умножения секундной тарифной ставки, соответствующего разряда на норму времени на выполнение неделимой операции и суммируется по всей организационной операции (с точностью до 0,01)
Расчетное количество рабочих для выполнения организационной операции определяется по формуле:
![]()
где tоп– норма времени на выполнение организационной операции, сек, τ - такт потока, сек.
Таблица 5 Технологическая схема разделения труда многомодельного потока
Наименование изделия: костюм женский: жакет, юбка
Мощность потока в смену, ед. -71 ед.
Количество рабочих в потоке: 20
Затрата времени на изготовление изделия, ТА=7710 сек, ТБ=8074сек, ТВ=8392 сек, Тср=8059 сек
Такт потока, с – 403
| № организационной операции | Номер неделимой операции | Стадия, узел содержание неделимых операций | Вид работы (специальность) | Разряд работы | Время выполнения операции, сек | Количество рабочих | Норма выработки за смену, шт. | Расценка за ед, коп | Оборудование, инструмент, приспособления | |||||
| А | Б | В | Суммарное по моделям | Среднее на одну модель | Расчетное | Фактическое | ||||||||
| 1 | 1 | Принять крой, проверить наличие всех деталей. | р | 4 | 262 | 262 | 262 | 154,58 | ||||||
| 4 | Обмелить и осноровить нижний воротник. | р | 4 | 40 | 40 | 16,8 | Лекало, мел, ножницы | |||||||
| 5 | Нанести рассечки для обтачивания углов воротника. | р | 4 | 14 | 14 | 5,23 | ножницы | |||||||
| 11 | Удалить нить выметывания воротника | р | 2 | 12 | 12 | 4,32 | колышек | |||||||
| 18 | Вывернуть рукава на лицевую сторону | р | 2 | 17 | 17 | 17 | 9,52 | |||||||
| 19 | Удалить нить заметывания низа рукавов | р | 2 | 12 | 12 | 4,72 | колышек | |||||||
| 24 | Наметить на клапанах линию притачивания. | р | 3 | _ | 14 | 2,61 | Лекало, мел | |||||||
| 46 | Наметить место расположения кармана на полочках | р | 3 | _ | 28 | 28 | 11,01 | Лекало, мел | ||||||
| 112 | Наметить место расположения вытачек на переднем полотнище юбки | р | 3 | 18 | 18 | 18 | 10,08 | Лекало, мел | ||||||
| 116 | Наметить место расположения вытачек на заднем полотнище юбки | р | 3 | 18 | 18 | 18 | 10,08 | Лекало, мел | ||||||
| 123 | Наметить место расположения вытачек на переднем полотнище подкладки юбки | р | 3 | 18 | 18 | 18 | 10,08 | Лекало, мел | ||||||
| 125 | Наметить место расположения вытачек на заднем полотнище подкладки юбки | р | 3 | 18 | 18 | 18 | 10,08 | Лекало, мел | ||||||
| Итого по операции | р | 4 | 429 | 457 | 393 | 1171 | 426 | 1 | 1,06 | 68 | 249,11 | |||
| 2 | 2 | Стачать части нижнего воротника | м | 3 | 14 | 14 | 5,23 | 131-32+50 АО «Орша» | ||||||
| 6 | Обтачать воротник | м | 4 | 67 | 67 | 26,35 | 131-32+50 АО «Орша» | |||||||
| 12 | Стачать локтевые срезы рукавов | м | 4 | 75 | 75 | 75 | 47,25 | 131-32+50 АО «Орша» | ||||||
| 13 | Стачать передние срезы рукавов | м | 4 | 48 | 48 | 48 | 28,32 | 131-32+50 АО «Орша» | ||||||
| 20 | Обтачать клапаны подкладкой. | с | 3 | _ | 70 | 13,07 | 131-32+50 АО «Орша» | |||||||
| 25 | Стачать рельефы спинки | м | 4 | 74 | 74 | 74 | 43,66 | 131-32+50 АО «Орша» | ||||||
| 26 | Стачать средние срезы спинки | м | 4 | 77 | 77 | 77 | 48,51 | 131-32+50 АО «Орша» | ||||||
| 29 | Стачать рельефы полочек | м | 4 | 74 | 74 | 74 | 43.66 | 131-32+50 АО «Орша» | ||||||
| Итого по операции | м | 4 | 429 | 429 | 418 | 1054 | 425 | 1 | 1,06 | 68 | 207,16 | 131-32+50 АО «Орша» | ||
| 3 | 3 | Разутюжить шов стачивания нижнего воротника | у | 2 | 20 | 20 | 7,47 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 7 | Подрезать шов обтачивания воротника в углах | р | 4 | 15 | 15 | - | 5,9 | ножницы | ||||||
| 8 | Вывернуть воротник на лицевую строну и выправить углы. | р | 2 | 20 | 20 | - | 7,47 | Колышек | ||||||
| 10 | Приутюжить воротник | у | 4 | 36 | 36 | 14,16 | CS- 395/11 | |||||||
| 14 | Разутюжить передние швы рукавов. | у | 4 | 46 | 46 | 46 | 27,14 | CS- 395/11 | ||||||
| 15 | Разутюжить локтевые швы рукавов. | у | 4 | 56 | 56 | 56 | 35,28 | ножницы | ||||||
| 17 | Приутюжить низ рукавов. | у | 3 | 40 | 40 | 40 | 22,4 | CS- 395/11 | ||||||
| 21 | Подрезать неровности шва обтачивания клапанов и уголки. | р | 2 | _ | 15 | 2,7 | ножницы | |||||||
| 22 | Вывернуть клапаны на лицевую сторону, выправляя углы. | р | 2 | _ | 15 | 2,7 | Колышек | |||||||
| 23 | Приутюжить клапаны. | у | 3 | 79 | 14,75 | CS- 395/11 | ||||||||
| 27 | Проложить клеевые кромки по ростку и проймам спинки. | у | 4 | 55 | 55 | 55 | 32,45 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 28 | Разутюжить рельефы спинки, разутюжить средний шов | у | 4 | 98 | 98 | 98 | 57,82 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| Итого по операции | у | 4 | 386 | 386 | 404 | 1176 | 392 | 1 | 0,97 | 73 | 230,23 | СУ CS- 394 К +Утюг CS – 395/11 CS- 395/11 | ||
| 4 | 9 | Выметать воротник по отлету и концам | с | 4 | 68 | 68 | 26,75 | МН-484-41/4 JUKI, Япония | ||||||
| 16 | Заметать низ рукавов | с | 3 | 57 | 67 | 57 | 35,60 | МН-484-41/4 JUKI, Япония | ||||||
| 42 | Вывернуть карман на лицевую сторону | р | 2 | 20 | 3,6 | Колышек | ||||||||
| 43 | Выметать карман, выправляя кант | с | 3 | 100 | 18,67 | МН-484-41/4 JUKI, Япония | ||||||||
| 115 | Обметать боковые срезы переднего полотнища юбки | с | 3 | 80 | 80 | 80 | 44,8 | 51-284 «Агат» РФ | ||||||
| 119 | Обметать боковые срезы заднего полотнища юбки | с | 3 | 80 | 80 | 80 | 44,8 | 51-284 «Агат» РФ | ||||||
| 127 | Обметать боковые срезы подкладки юбки | с | 3 | 80 | 80 | 80 | 44,8 | 51-284 «Агат» РФ | ||||||
| Итого по операции | с/с | 4 | 365 | 375 | 417 | 1157 | 386 | 1 | 0,96 | 75 | 219,01 | МН-484-41/4 JUKI, Япония 51-284 «Агат» РФ | ||
| 5 | 32 | Притачать обтачки к полочкам с одновременным разрезанием входа в карман | с | 4 | 54 | 10,62 | 746 кл. фирма «DURKOPP» Германия | |||||||
| 33 | Дорезать концы кармана | р | 3 | _ | 21 | 3,78 | ножницы | |||||||
| 34 | Вывернуть обтачки на изнаночную сторону, выправляя швы притачивания. | р | 2 | _ | 17 | 3,06 | ||||||||
| 35 | Настрочить подзор на подкладку кармана | м | 2 | 12 | 2,16 | 131-32+50 АО «Орша» | ||||||||
| 36 | Притачать долевой срез нижней обтачки к подкладке кармана. | м | 4 | 28 | 5,51 | 131-32+50 АО «Орша» | ||||||||
| 37 | Притачать подкладку с настроченным подзором к шву притачивания верхней обтачки. | м | 4 | _ | 46 | 9,05 | 131-32+50 АО «Орша» | |||||||
| 38 | Закрепить концы кармана с изнаночной стороны тройной строчкой, с одновременным стачиванием боковых срезов подкладки кармана | м | 3 | _ | 50 | 9,83 | 131-32+50 АО «Орша» | |||||||
| 40 | Притачать подкладку к верхним срезам карманов. | м | 3 | _ | 42 | 7,84 | 131-32+50 АО «Орша» | |||||||
| 41 | Обтачать карман подкладкой, оставляя отверстие | м | 4 | 120 | 23,6 | 131-32+50 АО «Орша» | ||||||||
| 47 | Настрочить накладные карманы на полочки. | м | 4 | _ | 180 | 35,4 | 131-32+50 АО «Орша» | |||||||
| 48 | Притачать клапаны к полочке. | м | 4 | _ | 125 | 24,58 | 131-32+50 АО «Орша» | |||||||
| 49 | Отогнуть и настрочить шов притачивания клапанов | м | 4 | _ | 130 | 25,57 | 131-32+50 АО «Орша» | |||||||
| 113 | Стачать вытачки на переднем полотнище юбки | м | 3 | 38 | 38 | 38 | 21,28 | 131-32+50 АО «Орша» | ||||||
| 117 | Стачать вытачки на заднем полотнище юбки | м | 3 | 42 | 42 | 42 | 23,52 | 131-32+50 АО «Орша» | ||||||
| 120 | Обтачать концы пояса. | м | 3 | 30 | 30 | 30 | 16,8 | 131-32+50 АО «Орша» | ||||||
| Итого по операции | м/с | 4 | 110 | 338 | 707 | 1155 | 385 | 1 | 0,96 | 7 5 | 222,60 | 746 кл. фирма «DURKOPP» Германия 131-32+50 АО «Орша» | ||
| 6 | 30 | Разутюжить рельефы полочек. | у | 4 | 70 | 70 | 70 | 41,3 | СУ CS- 394 К +Утюг CS – 395/11 | |||||
| 31 | Продожить клеевую кромку по срезам пройм полочек | у | 4 | 35 | 35 | 35 | 20,65 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 39 | Приутюжить карман в готовом виде | у | 3 | 44 | 8,21 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||||
| 44 | Приутюжить карман | у | 3 | 44 | 8,21 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||||
| 45 | Удалить нити выметывания кармана | р | 2 | _ | 15 | 2,7 | Колышек | |||||||
| 62 | Приутюжить подкладку в готовом виде | у | 4 | 122 | 122 | 122 | 71,98 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 114 | Заутюжить вытачки на переднем полотнище юбки | у | 3 | 30 | 30 | 30 | 16,8 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 118 | Заутюжить вытачки на заднем полотнище юбки | у | 3 | 30 | 30 | 30 | 16,8 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 121 | Подрезать швы в углах пояса и вывернуть пояс на лицевую сторону | р | 2 | 17 | 17 | 17 | 9,18 | ножницы | ||||||
| 122 | Зутюжить пояс пополам | у | 3 | 20 | 20 | 20 | 11,2 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 131 | Приутюжить подкладку юбки | у | 3 | 50 | 50 | 50 | 28 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| Итого по операции | у | 4 | 374 | 418 | 433 | 1225 | 408 | 1 | 1,01 | 71 | 235,04 | СУ CS- 394 К +Утюг CS – 395/11 | ||
| 7 | 50 | Стачать средний срез спинки подкладки. | м | 3 | 35 | 35 | 35 | 19,6 | 131-111+50 АО «Орша» | |||||
| 51 | Стачать рельефы подкладки спинки. | м | 3 | 52 | 52 | 52 | 29,12 | 131-111+50 АО «Орша» | ||||||
| 52 | Притачать вешалки по горловине спинки подкладки. | м | 2 | 33 | 33 | 33 | 17,82 | 131-111+50 АО «Орша» | ||||||
| 53 | Стачать передние срезы подкладки рукавов, оставляя часть среза нестачаной | м | 3 | 55 | 55 | 55 | 30,8 | 131-111+50 АО «Орша» | ||||||
| 54 | Стачать локтевые срезы подкладки рукавов. | м | 3 | 60 | 60 | 60 | 33,6 | 131-111+50 АО «Орша» | ||||||
| 55 | Нарезать фабричную марку | р | 2 | 10 | 10 | 10 | 5,4 | Ножницы | ||||||
| 56 | Нарезать контрольный талон. | р | 2 | 8 | 8 | 8 | 4,32 | Ножницы | ||||||
| 57 | Настрочить фабричную марку по спинке подкладки | м | 2 | 33 | 33 | 33 | 17,82 | 131-111+50 АО «Орша» | ||||||
| 58 | Стачать плечевые срезы подкладки. | м | 3 | 45 | 45 | 45 | 25,2 | 131-111+50 АО «Орша» | ||||||
| 59 | Стачать боковые срезы подкладки. | м | 3 | 60 | 60 | 60 | 33,6 | 131-111+50 АО «Орша» | ||||||
| 60 | Притачать боковую часть подкладки к полочкам. | м | 3 | 60 | 60 | 60 | 33.6 | 131-111+50 АО «Орша» | ||||||
| 61 | Втачать рукава подкладки в проймы | м | 4 | 130 | 130 | 130 | 76,7 | 131-111+50 АО «Орша» | ||||||
| 124 | Стачать вытачки на переднем полотнище подкладки юбки | м | 3 | 38 | 38 | 38 | 22,42 | 131-111+50 АО «Орша» | ||||||
| 126 | Стачать вытачки на заднем полотнище подкладки юбки | м | 3 | 42 | 42 | 42 | 23,52 | 131-111+50 АО «Орша» | ||||||
| 128 | Стачать боковые срезы подкладки юбки | м | 3 | 70 | 70 | 70 | 39,2 | 131-111+50 АО «Орша» | ||||||
| 129 | Застрочить припуски на застежку юбки | м | 3 | 50 | 50 | 50 | 28 | 131-111+50 АО «Орша» | ||||||
| 130 | Застрочить низ подкладки юбки | м | 3 | 60 | 60 | 60 | 33,6 | 131-111+50 АО «Орша» | ||||||
| Итого по операции | м | 4 | 841 | 841 | 841 | 2523 | 841 | 2 | 2,09 | 34 | 440,72 | 131-111+50 АО «Орша» | ||
| 8 | 63 | Стачать боковые срезы полочек и спинки жакета | м | 4 | 77 | 77 | 77 | 45,43 | 131-32+50 АО «Орша» | |||||
| 68 | Стачать средние срезы воротника цельнокроеного с полочкой мод В. | м | 2 | _ | _ | 20 | 3,6 | 131-32+50 АО «Орша» | ||||||
| 70 | Стачать плечевые срезы обтачки горловины спинки и подборта | м | 2 | 38 | 38 | 38 | 20,52 | 131-32+50 АО «Орша» | ||||||
| 72 | Обтачать борта подбортами. | м | 4 | 178 | 178 | _ | 70,01 | 131-32+50 АО «Орша» | ||||||
| 73 | Стачать плечевые срезы. | м | 4 | 50 | 50 | 50 | 29,5 | 131-32+50 АО «Орша» | ||||||
| 74 | Втачать нижний воротник в горловину | м | 5 | _ | _ | 90 | 18,9 | 131-32+50 АО «Орша» | ||||||
| 75 | Обтачать борта и отлет шалевого воротника | м | 5 | _ | _ | 210 | 44,1 | 131-32+50 АО «Орша» | ||||||
| Итого по операции | м | 4 | 343 | 343 | 485 | 1171 | 390 | 1 | 0,97 | 74 | 232,06 | 131-32+50 АО «Орша» | ||
| 9 | 64 | Разутюжить боковые швы жакета | у | 4 | 46 | 46 | 46 | 27,14 | СУ CS- 394 К +Утюг CS – 395/11 | |||||
| 65 | Проверить изделие по табелю мер | р | 5 | 30 | 30 | 30 | 18,9 | Табель мер, сант. лента | ||||||
| 66 | Осноровить низ изделия. | р | 5 | 40 | 40 | 40 | 25,2 | Мел, лекало ножницы | ||||||
| 67 | Обмелить уступы полочек. | р | 5 | _ | 43 | _ | 9,03 | Мел, лекало | ||||||
| 69 | Разутюжить средний шов воротника цельнокроеного с полочкой (мод.В). | у | 2 | _ | _ | 20 | 3,6 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 71 | Разутюжить плечевые швы обтачки горловины и подборта | у | 2 | 14 | 14 | 14 | 7,56 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 76 | Разутюжить шов обтачивания бортов и шалевого воротника (мод. В) | у | 4 | 80 | 80 | 110 | 53,1 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 77 | Подсечь швы в углах и вывернуть лацканы на лицевую сторону | р | 2 | 15 | 15 | 5,4 | ножницы | |||||||
| 79 | Вывернуть борта и воротник на лицевую сторону | р | 2 | 20 | 3,6 | колышек | ||||||||
| 82 | Высечь швы втачивания воротника в углах. | р | 4 | 15 | 15 | _ | 5,4 | ножницы | ||||||
| 83 | Разутюжить швы втачивания нижнего воротника в горловину, плечевые швы, раскепы и уголки, швов притачивания верхнего воротника к верхним частям подбортов | у | 4 | 145 | 145 | 100 | 76,7 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| Итого по операции | у | 5 | 385 | 428 | 380 | 1193 | 398 | 1 | 0,99 | 72 | 235,63 | СУ CS- 394 К +Утюг CS – 395/11 | ||
| 10 | 78 | Настрочить припуски шва обтачивания на подборт, отлета шалевого воротника на нижний воротник. | м | 4 | _ | 98 | 19,27 | 131-32+50 АО «Орша» | ||||||
| 138 | Обметать нижний срез юбки | с | 3 | 87 | 87 | 87 | 58,80 | 51-284 «Агат» РФ | ||||||
| 135 | Притачать пояс к верхнему срезу юбки | м | 4 | 110 | 110 | 110 | 64,9 | 131-32+50 АО «Орша» | ||||||
| 136 | Настрочить пояс с лицевой стороны, прокладывая строчку в шов притачивания | м | 4 | 100 | 100 | 100 | 59 | 131-32+50 АО «Орша» | ||||||
| 103 | Проложить отделочную строчку по отлету воротника, лацканам, борту, низу изделия. | м | 4 | 144 | 155 | _ | 48,72 | 131-32+50 АО «Орша» | ||||||
| Итого по операции | м/с | 4 | 441 | 452 | 395 | 1288 | 429 | 1 | 1,07 | 67 | 250,70 | 131-32+50 АО «Орша» 51-284 «Агат» РФ | ||
| 11 | 81 | Втачать нижний воротник в горловину, притачивая верхний воротник к верхним частям подборта. | м | 5 | 120 | 120 | _ | 50,4 | 131-32+50 АО «Орша» | |||||
| 132 | Стачать боковые срезы юбки | м | 3 | 68 | 68 | 68 | 38,08 | 131-32+50 АО «Орша» | ||||||
| 134 | Притачать застежку-молнию | м | 4 | 117 | 117 | 117 | 69,03 | 131-32+50 АО «Орша» | ||||||
| 80 | Выметать борта, лацканы, отлет шалевого воротника, заметать низ жакета | с | 3 | 128 | 128 | 160 | 81,81 | МН-484-41/4 JUKI, Япония | ||||||
| Итого по операции | м/с | 5 | 433 | 433 | 345 | 1211 | 404 | 1 | 1,00 | 71 | 239,32 | 131-32+50 АО «Орша» МН-484-41/4 JUKI, Япония | ||
| 12 | 84 | Втачать рукава в проймы. | м | 5 | 210 | 210 | 210 | 132,3 | 302-2 кл. «ПМЗ» РФ | |||||
| 86 | Притачать подокатники | м | 3 | 60 | 60 | 60 | 33,6 | 302-2 кл. «ПМЗ» РФ | ||||||
| 87 | Притачать плечевые накладки | м | 4 | 60 | 60 | 60 | 35,4 | 302-2 кл. «ПМЗ» РФ | ||||||
| 139 | Подшить низ юбки | с | 3 | 86 | 86 | 86 | 48,16 | 285 кл. «ПМЗ» РФ | ||||||
| Итого по операции | м/с | 5 | 416 | 416 | 416 | 1193 | 416 | 1 | 1,03 | 69 | 249,46 | 302-2 кл. 285 кл. «ПМЗ» РФ | ||
| 13 | 85 | Сутюжить посадку рукавов | у | 5 | 98 | 98 | 98 | 61,74 | СУ CS- 394 К +Утюг CS – 395/11 | |||||
| 88 | Приутюжить полочки, спинки, лацкана, борта, воротник и низ жакета. | у | 4 | 150 | 150 | 150 | 88,5 | |||||||
| 89 | Удалить нитки выметывания борта | р | 2 | 25 | 25 | 25 | 13,5 | колышек | ||||||
| 90 | Подгонка подкладки по полочке изделия и уточнение контрольных знаков. | р | 2 | 62 | 62 | 62 | 34,72 | ножницы | ||||||
| 133 | Разутюжить боковые швы юбки, заутюжить припуски на обработку застежки | у | 3 | 68 | 68 | 68 | 38,08 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| Итого по операции | у | 5 | 403 | 403 | 403 | 1209 | 403 | 1 | 1 | 71 | 236,54 | СУ CS- 394 К +Утюг CS – 395/11 | ||
| 14 | 91 | Притачать подкладку к подбортам и воротнику | м | 4 | 150 | 150 | 150 | 88,5 | 131-32+50 АО «Орша» | |||||
| 92 | Прикрепить швы притачивания подкладки ко шву втачивания нижнего воротника. | м | 3 | 60 | 60 | 60 | 33,6 | 131-32+50 АО «Орша» | ||||||
| 93 | Вывернуть рукава на изнаночную сторону. | р | 2 | 20 | 20 | 20 | 10,8 | |||||||
| 94 | Притачать подкладку к низу рукавов. | м | 3 | 104 | 104 | 104 | 58,24 | 131-32+50 АО «Орша» | ||||||
| 95 | Прикрепить припуск на подгибку низа рукава по переднему и локтевому шву. | м | 3 | 61 | 61 | 61 | 34,16 | 131-32+50 АО «Орша» | ||||||
| 96 | Вывернуть рукава на лицевую сторону. | р | 2 | 20 | 20 | 20 | 10,8 | |||||||
| 97 | Прикрепить проймы подкладки в нижней и верхней частях оката. | м | 4 | 55 | 55 | 55 | 32,45 | 131-32+50 АО «Орша» | ||||||
| 98 | Притачать подкладку к низу жакета. | м | 4 | 87 | 87 | 87 | 51,33 | 131-32+50 АО «Орша» | ||||||
| 99 | Прикрепить подкладку над боковыми швами | м | 3 | 54 | 54 | 54 | 30,24 | 131-32+50 АО «Орша» | ||||||
| 100 | Стачать отверстие в среднем шве спинки. | м | 3 | 20 | 20 | 20 | 11,2 | 131-32+50 АО «Орша» | ||||||
| 101 | Вывернуть жакет на лицевую сторону. | р | 2 | 20 | 20 | 20 | 10,8 | |||||||
| 102 | Застрочить отверстие в переднем шве рукава. | м | 4 | 25 | 25 | 25 | 14 | 131-32+50 АО «Орша» | ||||||
| 137 | Притачать подкладку юбки к внутреннему срезу пояса | м | 4 | 90 | 90 | 90 | 50,4 | 131-32+50 АО «Орша» | ||||||
| Итого по операции | м | 4 | 766 | 766 | 766 | 2298 | 766 | 2 | 1,9 | 38 | 436,52 | 131-32+50 АО «Орша» | ||
| 15 | 142 | Окончательная ВТО юбки | у | 5 | 160 | 160 | 160 | 100,8 | СУ CS- 394 К +Утюг CS – 395/11 | |||||
| 108 | Окончательная ВТО жакета | у | 5 | 600 | 600 | 600 | 378 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| 109 | Заутюжить перегиб лацкана и стойки воротника | у | 4 | 30 | 30 | 30 | 17,7 | СУ CS- 394 К +Утюг CS – 395/11 | ||||||
| Итого по операции | у | 5 | 790 | 790 | 790 | 2370 | 790 | 2 | 1,96 | 36 | 496,5 | СУ CS- 394 К +Утюг CS – 395/11 | ||
| 16 | 104 | Наметить место расположения петель. | р | 3 | 18 | 18 | 18 | 10,62 | Мел, лекало | |||||
| 105 | Обметать петли на правой полочке. | с | 3 | 60 | 60 | 60 | 33,6 | 1025 кл. | ||||||
| 106 | Удалить порядковые номера | р | 2 | 50 | 50 | 50 | 27 | колышек | ||||||
| 107 | Чистка жакета. | р | 3 | 120 | 120 | 120 | 67,2 | Щетка | ||||||
| 110 | Наметить месторасположение пуговиц | р | 3 | 18 | 18 | 18 | 10,08 | Мел, лекало | ||||||
| 111 | Пришить пуговицы на жакете | с | 3 | 60 | 60 | 60 | 33,6 | 1027 кл. | ||||||
| 112 | Пришить пуговицу на запасном кусочке ткани | с | 3 | 20 | 20 | 20 | 11,2 | 1027 кл. | ||||||
| 140 | Обметать петлю на поясе юбки. | с | 3 | 25 | 25 | 25 | 14 | 1025 кл. | ||||||
| 143 | Пришить пуговицу на пояс юбки | с | 3 | 25 | 25 | 25 | 14 | 1027 кл. | ||||||
| Итого по операции | с/с | 3 | 396 | 396 | 396 | 1134 | 396 | 1 | 0,98 | 73 | 221,3 | 1027 кл. 1025 кл. | ||
| 17 | 141 | Чистка юбки от производственного мусора | р | 2 | 55 | 55 | 55 | 29,7 | Щетка | |||||
| 144 | Застегнуть пуговицы | р | 2 | 12 | 12 | 12 | 6,48 | спецкрючок | ||||||
| 145 | Навесить товарный ярлык на жакет | р | 3 | 36 | 36 | 36 | 20,16 | Этикет-пистолет | ||||||
| 146 | Навесить товарный ярлык на юбку | р | 3 | 36 | 36 | 36 | 20,16 | Этикет-пистолет | ||||||
| 147 | Скомплектовать жакет и юбку | р | 3 | 52 | 52 | 52 | 29,12 | |||||||
| 148 | Упаковать изделие | р | 2 | 60 | 60 | 60 | 32,4 | |||||||
| 149 | Скомплектовать изделия в партии. | р | 3 | 107 | 107 | 107 | 59,92 | |||||||
| 150 | Сдать изделие на склад | р | 3 | 45 | 45 | 45 | 25,2 | |||||||
| Итого по операции | р | 3 | 403 | 403 | 403 | 1209 | 403 | 1 | 1 | 71 | 223,14 | |||
Похожие работы
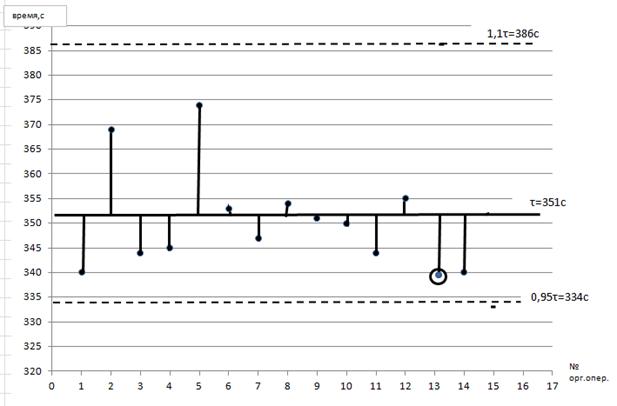
... труда в потоке. Для анализа характеристики технического уровня потока составляется сводная таблица. Таблица6 - Сводка рабочей силы технологического потока по изготовлению костюма женского (жакет, юбка) Наименование изделия: Костюм женский (жакет и юбка) из костюмной ткани. Мощность потока , ед.: 82 Такт потока, сек:351 Количество рабочих в потоке: 15 Разряд Время обработки по ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...



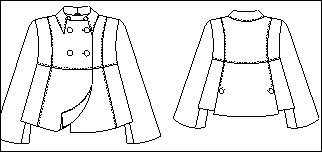
... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
0 комментариев