Контрольная работа
Оборудование швейного производства
Тема: Резание и режущий инструмент в швейном производстве
Тема задания
1. Конструкция полупроводникового и твердотельного лазеров, для раскроя материалов
2. Двухъярусный цепной горизонтально-замкнутый конвейер для хранения готовых изделий
1 Конструкция полупроводникового и твердотельного лазеров, для раскроя материалов
Первые квантовые приборы оптического диапазона предложены в 1958 – 1958 гг. Первый действующий лазер на рубиновом кристалле был создан в 1960 г. Мейманом.
К настоящему времени разработаны лазеры на нескольких десятках веществ, из которых многие успешно применяются в различных областях техники.
Лазеры могут быть разделены по различным признакам на определенные группы. По виду активного рабочего вещества они делятся на лазеры на твердом теле, в том числе полупроводниковые, газовые и жидкостные.
Жидкостные лазеры для технологических целей практически не применяются.
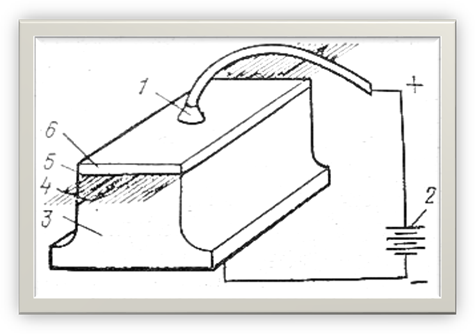
Лазеры на твердом теле. Конструкция полупроводникового лазера показана на рисунке №1. Он состоит из верхнего электрода 1, ![]() источника питания 2, арсенида галлия 3 п-типа, излучения 4, области р–п- перехода 5,арсенида галия 6 р-типа. Для получения лазерного излучения необходимо на двух противоположных сторонах кристалла и перпендикулярно плоскости перехода поместить зеркала (полировка граней кристалла).
источника питания 2, арсенида галлия 3 п-типа, излучения 4, области р–п- перехода 5,арсенида галия 6 р-типа. Для получения лазерного излучения необходимо на двух противоположных сторонах кристалла и перпендикулярно плоскости перехода поместить зеркала (полировка граней кристалла).
Основным достоинством полупроводникового лазера является его малый габарит. Однако большой угол расходимости луча, сложность эксплуатации (охлаждение) и специфика фокусировки пока не дают оснований для практического использования его для раскроя текстильных материалов.
Рабочим веществом другого вида твердотельного лазера является стекло (с примесью активного вещества – ионов неодима) или кристалл, например, рубина (активное вещество – ионы хрома), источником подкачки - ксеноновая импульсная лампа, а резонансной системой – рабочее вещество в виде стержня, торцы которого отполированы и представляют собой зеркала. Один торец покрыт плотным не прозрачным слоем серебра, а другой, также посеребренный, имеет коэффициент пропускания порядка 8% рисунок 1.1.
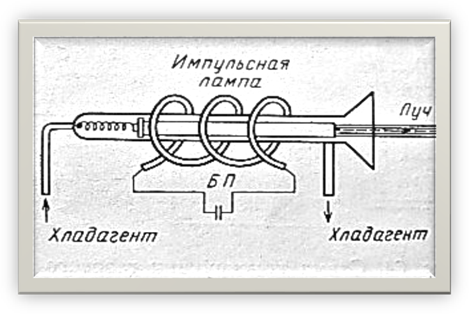
![]() Современные лазеры подобного типа позволяют получить гигантские импульсы длительностью
Современные лазеры подобного типа позволяют получить гигантские импульсы длительностью ![]() -
- ![]() с энергиями до100 Дж.
с энергиями до100 Дж.
Однако применение твердотельных лазеров для резания швейных материалов весьма проблематично из-за дороговизны активных элементов и больших трудностей в их обработке. Основными недостатками этих лазеров при резании материалов являются: небольшой срок службы активных элементов, сложность охлаждения его и сравнительно большая расходность луча.
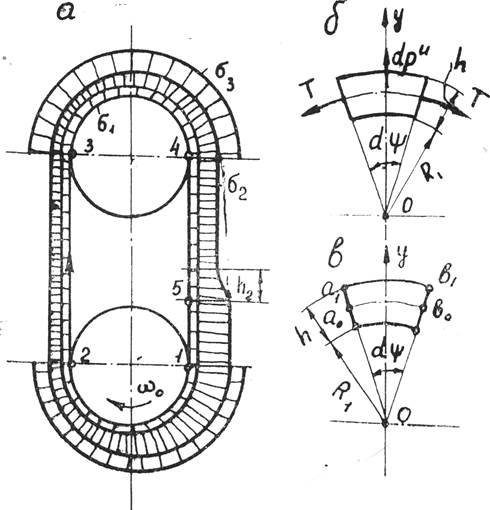
2 Двухъярусный цепной горизонтально-замкнутый конвейер для хранения готовых изделий
Для хранения готовых изделий в подвешенном виде на складах применяют двухъярусные цепные горизонтально-замкнутые конвейеры типа ГМ – 200 Д/50 (рис.№2).
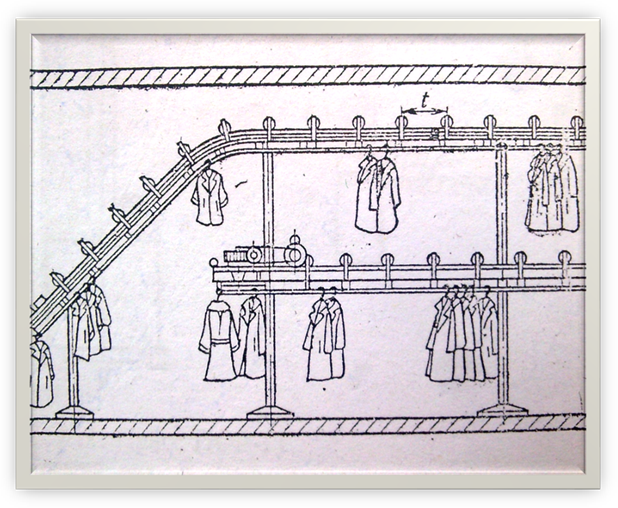
Применение таких конвейеров позволяет максимально использовать площадь складских помещений, осуществлять быстрый подбор и комплектование изделий перед отправкой их в магазины и сохранять товарный вид изделия.
Конвейер состоит из замкнутого тягового органа с жестко прикрепленными подвесками, приводной станции, натяжного устройства, ходовых путей и опорных трубчатых колонн.
В качестве тягового органа применяется двухшарнирная пластинчатая цепь с совмещенным шарниром.
Техническая характеристика конвейера ГМ – 200 Д/50
Допускаемое тяговое усилие, Н …………………….. 4000
Максимальная нагрузка 1 пог. м. конвейера, Н ……. 600
Шаг подвесок, мм. …………………………………. .. 400
Скорость движения цепи, м/мин. …………………… до 20
Расстояние между ходовыми путями, мм…………… 647, 775, 900
Потребляемая мощность, кВт. ………………………. 1,5
Общая протяженность, мм……………………………. 20 000
Список использованной литературы
1. Базюк Г. П. « Резание и режущий инструмент в швейном производстве». – Москва: Легкая индустрия, 1980г.
2. Галынкер И.И., Сафронова И.В. «Механическая технология производства одежды». Москва, Легкая индустрия, 1977г.
3. Вальщиков И.М. «Оборудование швейного производства». Москва, «Легкая индустрия»,1977г.
Похожие работы
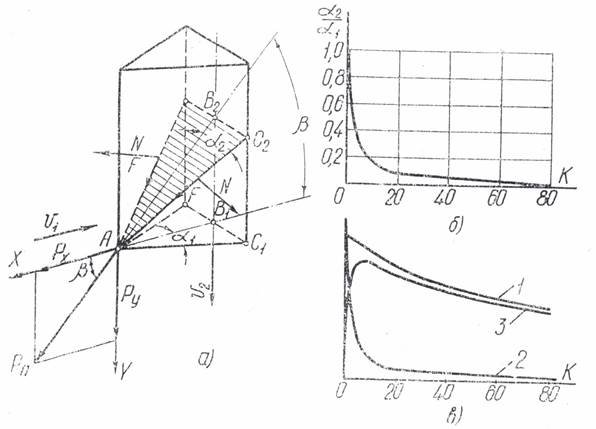
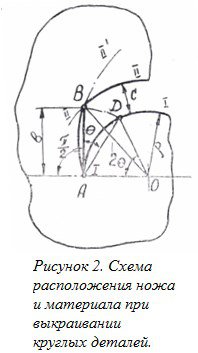
е материала на нож, µ1 – коэффициент трения материала о нож. Рисунок 1. Схема и гравики: a– схема сил, действующих на нож; б – зависимость от k; в – зависимости усилий резания от k: 1 – PП; 2 – Px; 3 – Py. С увеличением k сила PП будет уменьшаться, так как уменьшается угол , а работа, необходимая для разрезания материала, изменяется незначительно; зависимость PП от kна рисунке 1,в ...


... , расстоянием между иглами и др. Общая классификация рядов приведена в таблице 5. Таблица 5 Классификация рядов машин МО-6 3. Основные принципы совершенствования швейных машин За последние несколько десятилетий специалисты, работающие в химической промышленности, металлургии, предложили практическому машиностроению большое количество новых полимерных и композитных материалов, новых ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
... . 1.7. Выводы по главе 1 В первой главе данной курсовой работы были проанализированы теоретические основы обучения студентов методами лабораторно-практических работ по технологии, раскрыта сущность понятия лабораторно-практической работы как основополагающей составной части технологического практикума. Выявлена методика организации лабораторно-практических работ на примере программы учебной ...
0 комментариев