Швейные машины для выполнения операций групп Iа и II
Основные принципы совершенствования швейных машин
Швейные машины для выполнения операций группы Iб
Оборудование для выполнения операций типа I и II в автоматическом режиме
Оборудование для выполнения операций, относящихся к III группе
Оборудование для выполнения операций IV группы
Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
Столы для швейных машин
Навигация
Промышленные швейные машины
Промышленные швейные машины
132817
знаков
7
таблиц
55
изображений
Содержание
1. Типовые элементы швейной сборочной операции
2. Швейные машины для выполнения операций групп Iа и II
3. Основные принципы совершенствования швейных машин
4. Швейные машины для выполнения операций группы Iб
5. Оборудование для выполнения операций типа I и II в автоматическом режиме
6. Оборудование для выполнения операций, относящихся к III группе
7. Оборудование для выполнения операций IV группы
8. Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
9. Столы для швейных машин
Библиографический список
1. Типовые элементы швейной сборочной операции
Любой вид одежды – изделие сложное. И, как каждый сложный объект, состоит из отдельных деталей, соединённых тем или иным способом: с помощью ниток, сварки, клея, ультразвуковым воздействием. Наиболее распространённым типом соединения (95 % от всех) является ниточное, которое реализуется на практике с помощью швейной машины или вручную, но последнее при промышленном производстве одежды применяется крайне редко.
Соединение нескольких слоёв материала, сложенных определённым образом, называется швом, а ниточная составляющая шва – строчкой.
Строчка состоит из повторяющихся элементов, расположенных между двумя соседними проколами иглы и представляющих собою законченное переплетение ниток, которые называют стежками.
При этом наиболее употребляемые типы стежков: цепной однониточный, цепной двухниточный, двухниточный челночный, краеобмёточный и стачивающе-обмёточный (стежки классов 100, 300, 400).
Для того чтобы осуществить соединение деталей одежды, в общем случае нужно: установить (положить) заготовки на рабочую позицию, провести непосредственно рабочий процесс соединения и снять полуфабрикат, над которым совершены необходимые действия. Нужно заметить, что очень часто одновременно с процессом соединения проводятся другие воздействия на заготовки: формование (подгибка), резание, смещение слоёв в пакете и другие, в связи с этим устройство, обеспечивающее в целом рабочий процесс, должно содержать соответствующие органы: челнок (петлитель), двигатель ткани, нитепритягиватель, ножи и др.
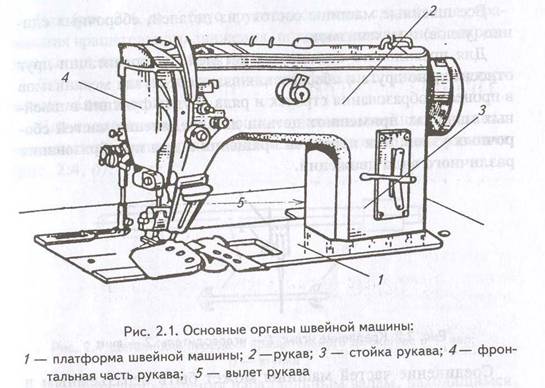
Все эти органы и механизмы и узлы, приводящие их в движение, собранные в одном агрегате, и составляют устройство, называемое швейной машиной. Различных видов швейных машин довольно много, и, естественно, это многообразие нужно упорядочить. Известны различные варианты классификации швейного оборудования: по типу выполняемых стежков, по виду обрабатываемых материалов, по специалазации, по скоростным характеристикам, по виду отдельных элементов конструкции и др. (см. раздел 5.1).
Учитывая, что в последнее время много внимания уделяется автоматизации швейного производства, представляется целесообразным в основу классификации положить технологический принцип, выделив характерные элементы процесса сборки швейного изделия. Основы такого подхода разработаны в Центральном Научно-Исследовательском Институте Швейной Промышленности (ЦНИИШП) в 1970–80 гг.
Рассматривая всю совокупность швейных сборочных операций, принято выделять несколько основных их типов, базируясь на видах используемых строчек. В таблице 1 приведены 6 из них, наиболее часто встречающихся в процессе изготовления одежды, при условии, что полуфабрикат может быть разложен на плоскость.
Таблица 1
Типовые сборочные операции
| Груп-па | Под-груп-па | Эскиз | Час-тость | Характеристика операции | Примеры операций |
| I | а б |
| 0,3 0,17 | Соединение деталей прямолинейной строчкой челночного или цепного стежка, начало и конец строчки выходят за край полуфабриката Соединение деталей прямолинейной строчкой с закрепками | Стачивание подбортов или нижних воротников из частей; выполнение вытачек Обработка входа в карман; застрачивание шлицы |
| II | а б |
| 0,12 0,03 | Соединение деталей криволинейной строчкой Соединение деталей криволинейной строчкой при строгой взаимной ориентации шьющей головки и полуфабриката | Стачивание боковых срезов брюк; стачивание внутренних срезов рукавов; обмётывание срезов Стачивание срезов деталей с одновременным обмётыванием или обрезкой |
| III |
| 0,12 | Соединение деталей строчкой сложной конфигурации | Выполнение закрепок, отделочных строчек; обмётывание петель | |
| IV |
| 0,06 | Обтачивание деталей, прокладывание отделочных строчек | Обтачивание воротников, манжет, клапанов, бортов |






Самые распространённые (47 %) – строчки по прямолинейным контурам челночным стежком, цепным двухниточным, краеобмёточным (I группа).
Здесь возможны два варианта: строчка в своих концах не закрепляется, просто выходит за край пакета полуфабриката (Iа) или строчка требует закрепления (Iб), предохраняя выполненный шов от распускания как во время последующей сборки изделия, так и при эксплуатации.
Закрепление шва осуществляется либо обратной строчкой на длину 7÷10 мм, либо учащением стежков в концах строчки, либо закрепляющей строчкой III группы (табл. 1). Характерным примером таких операций служит выполнение строчек при изготовлении прорезных карманов.
Операции, где вид строчки характеризуется небольшим отклонением от прямой (II группа), выполняются челночным или цепным стежком. Закрепки, как правило, не выполняются. Таких строчек в общем объёме до 15 %. В этой же группе есть операции (тип II б), при выполнении которых нужно обеспечить одно очень важное условие – стабильную ориентацию рабочих инструментов, взаимодействующих с полуфабрикатом, относительно контура строчки в каждый момент времени от начала и до конца операции. Примерами таких операций являются стачивание боковых срезов брюк на машине для одновременного стачивания и обмётывания, соединение на такой же машине срезов рукавов платья, обмётывание половинок брюк на краеобмёточной машине.
Если в рабочей головке имеется нож для подрезания припуска эквидистантно линии строчки, то для правильной и стабильной работы требуется выполнить условие по жёсткой его ориентации относительно контура строчки, и подобные операции (стачивание с обрезкой) также относятся к группе II б.
При ручном сопровождении полуфабриката под рабочими органами шьющей головки требование по ориентации выполняется как бы «само по себе» и сложностей не вызывает, но при создании оборудования полуавтоматического действия, где оператор не влияет на проведение рабочего процесса, приходится такое положение учитывать, создавая для этой цели специальные технические средства. Поэтому сборочные операции со строгой взаимной ориентацией рабочих инструментов и обрабатываемых деталей вынесены в отдельную подгруппу.
Тип операции III. В контуре встречаются резкие переломы; стежок, как правило, челночный, но возможен и цепной. На долю таких операций приходится до 12 % всех работ, выполняемых с помощью ниточного соединения. Примерами операций такого типа является выполнение закрепок, прикрепление пуговиц, эмблем и других мелких деталей, обмётывание петель, выполнение отделочных строчек на карманах джинс.
И, наконец, последний тип операций связан с выполнением строчки по контурам произвольной конфигурации, встречающейся, как правило, при обтачивании деталей – клапанов, воротников, манжет, бортов. В процессе работы требуется обеспечить постоянство направления подачи относительно рабочих органов, осуществляющих переплетение ниток и подрезку припуска. Это специфическое требование связано с технологическими особенностями образования стежков и принципами резания материалов устройствами типа ножниц.
Все рассмотренные строчки могут выполняться на различных материалах. Их ассортимент чрезвычайно велик. От очень тонких и мягких до достаточно толстых и жёстких. Используются материалы сухие и эластичные, устойчивые и тягучие, ворсистые и гладкие. И на всех материалах или пакетах из них должна быть проложена качественная строчка, то есть без пропуска стежков, со стабильной их длиной, без посадки и стягивания или с заданной посадкой и с необходимой затяжкой ниток в стежке.
Понятием «Типовые сборочные операции» охватывается порядка 80 % всего объёма ниточных работ. На остальные приходятся либо комбинации выделенных строчек, либо строчки на объектах, не раскладывающихся на плоскость.
Нужно ещё иметь в виду, что и в каждом «типовом» случае могут быть технологические разновидности, и их, как и в основном варианте, нужно уметь осуществить, желательно с помощью производительных и надёжных технических средств.
Машиностроительные фирмы предлагают потребителю весьма значительную номенклатуру, из которой всегда возможно выбрать то, что наиболее подходит по технологическим и экономическим показателям.
Похожие работы
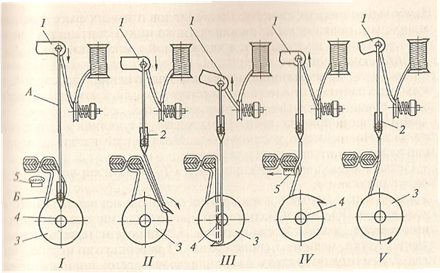
... 8 мм) мы виберем машину 1022-М класса ОЗЛМ, ну, а для самых тяжелых тканей — машину марки VLS 1053 проиводства VELLES. 3. Рабочие органы швейных машин Для выполнения челночного или цепного переплетения в каждой швейной машине имеются следующие рабочие органы: ИГЛА — служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск); НИТЕПРИТЯГИВАТЕЛЬ(а в машинах ...

... операции. Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих. В данной курсовой работе мы рассмотрим швейную машину полуавтомат 1495 класса. 2. Основные механизмы в работе швейной машины. Промышленная швейная машина состоит из головки машины промышленного ...

... машине;· выполнять различные швы и применять их для художественного оформления· швейных изделий;· выполнять окончательную обработку швейных изделий после· вышивки. На основе приведенного выше материала относительно методики обучения учащихся технологии машинной вышивки можно сформулировать вывод о том, что учащиеся в совершенстве овладеют техникой машинной вышивки, если прежде всего изучать ...
... ), «Лектра» (Франция) и др. Целью данной курсовой работы является анализ модернизации механизма поперечного перемещения материала полуавтомата 1095 класса. Основные задачи: – Представить основные характеристики швейных полуавтоматов; – Рассмотреть швейный полуавтомат 1095 класса; – Привести схему механизмов швейного полуавтомата 1095 класса; – Произвести ...
0 комментариев