Навигация
Выбор способа сварки и его обоснование, выбор сварочных материалов
29914
знаков
4
таблицы
0
изображений
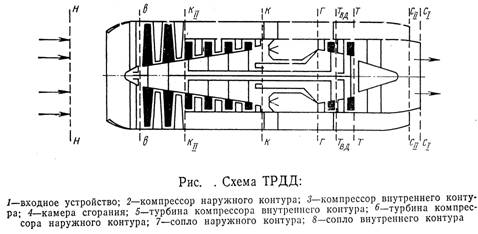
2. Выбор способа сварки и его обоснование, выбор сварочных материалов
Технология сварки изделия из данной стали должна обеспечивать определённый комплекс требований, главное из которых – обеспечение равнопрочности сварных соединений и отсутствие дефектов в сварном шве, а также обеспечение равнопрочности и долговечности конструкции. Для выполнения этого требования механические свойства металла шва и около шовной зоны должны быть не ниже свойств основного металла. Технология изготовления должна обеспечивать максимальную производительность и экономичность процесса при требуемой надёжности конструкции.
Весьма благоприятные металлургические условия при сварке стали 13Х11НВМФ создает сварка в инертных защитных газах, как правило, в аргоне и в некоторых смесях на его основе. Причем в основном используется неплавящийся вольфрамовый электрод, а присадочный материал подбирают аналогично желаемому составу наплавленного металла.
При сварки данной стали, используется автоматическая аргонодуговая сварка неплавящимся электродом в среде инертных газов. Эта сварка широко применяется при изготовлении тонколистовых конструкций ![]() мм, верхний предел не ограничен.
мм, верхний предел не ограничен.
Сварка неплавящимся электродом в защитных газах – это процесс, в котором в качестве источника теплоты применяют дуговой разряд, возбуждаемый между вольфрамовым электродом и изделием.
В качестве неплавящегося электрода наиболее широко применяют вольфрамовые стержни. Вольфрам – самый тугоплавкий из известных материалов (по температуре плавления уступает лишь углероду). Температура плавления его равна 3645К, а плотность – 19,3 г/см, ![]() =1000 МПа. Вольфрам имеет низкий коэффициент теплопроводности [X = 177,8–200,7 Вт/(м*К)], самую низкую скорость испарения. Поскольку вольфрамовые электроды при рабочей температуре характеризуются весьма высокой химической активностью к кислороду, то в качестве защитных газов применяют аргон, гелий и азот, являющиеся по отношению к вольфрамовым сплавам инертными. В ряде случаев для расширения технологических возможностей дуговой сварки целесообразно применять смеси аргона и гелия.
=1000 МПа. Вольфрам имеет низкий коэффициент теплопроводности [X = 177,8–200,7 Вт/(м*К)], самую низкую скорость испарения. Поскольку вольфрамовые электроды при рабочей температуре характеризуются весьма высокой химической активностью к кислороду, то в качестве защитных газов применяют аргон, гелий и азот, являющиеся по отношению к вольфрамовым сплавам инертными. В ряде случаев для расширения технологических возможностей дуговой сварки целесообразно применять смеси аргона и гелия.
Применяемые вольфрамовые электроды должны отвечать требованиям ГОСТ 23949–80.
Для сварки в среде инертных газов применяются электроды Ø0,5–10 мм из чистого вольфрама (ЭВЧ). Для уменьшения нагрева и расхода электрода используются электроды из вольфрама с присадками: диоксида тория (ЭВТ), оксидов лантана ЭВЛ (1,1…1,4% LaO) и иттрия ЭВИ-1 (1,5…2% Y203), ЭВИ-2 (2…2,5% Y203).
У нас в стране широкое распространение получили электроды марок ЭВЛ и ЭВИ. Они выдерживают большую токовую нагрузку и имеют повышенную эрозионную стойкость при сварке по сравнению с электродами марки ЭВЧ. Диаметр вольфрамового электрода выбирается в зависимости от величины сварочного тока. Вольфрамовые электроды используются с заточкой под углом 20–90°.
Присадочная проволока для сварки выбирают исходя из состава материала, требований предъявляемых к сварным соединениям, и жесткости конструкции. Для уменьшения склонности к образованию трещин, следует свести к минимуму попадания водорода в шов и напряжения, возникающие при сварке. Применяют присадочные проволоки сходного состава, что и основной металл. Так по ГОСТ 2246–70 выпускаются: Св-04Х19Н9, dэл 1,2 мм; Св06Х19Н9Т, dэл 1,2 мм; Св-06Х15Н10М15, dэл = 1,2 мм. В данном случае применяется сварочная проволока Св11Х11Н2В2МФ, d =1 мм, изготовленная по ТУ 14–1–997–74.
Сварка постоянным током прямой полярности характеризуется максимальной проплавляющей способностью. В широком диапазоне параметров режима аргонодуговой сварки на постоянном токе прямой полярности на токах до 600А доля тепловой мощности, вводимой в изделие, составляет 40–85%, потери на нагрев вольфрамового электрода примерно 4–6%, а лучевые потери от столба дуги – 7–30%.
При сварке на обратной полярности и на переменном токе дуга горит неустойчиво, наблюдается увеличение нагрева электрода и увеличения его расхода.
Повышенная склонность мартенситных сталей к хрупкому разрушению в состоянии закалки усложняет технологию их сварки. При содержании углерода более 0,10% мартенситные стали склонны к образованию холодных трещин при сварке из-за высокой степени тетрагональности кристаллической решетки мартенсита. При снижении содержания углерода вязкость мартенсита повышается, однако образующийся при этом структурно свободный ![]() – феррит в свою очередь сообщает им высокую хрупкость. Поэтому в сварных соединениях мартенситных сталей трещины могут наблюдаться в процессе непрерывного охлаждения при температурах ниже Т мн, а также в процессе выдержки при нормальной температуре (замедленное разрушение).
– феррит в свою очередь сообщает им высокую хрупкость. Поэтому в сварных соединениях мартенситных сталей трещины могут наблюдаться в процессе непрерывного охлаждения при температурах ниже Т мн, а также в процессе выдержки при нормальной температуре (замедленное разрушение).
Для высокохромистых сталей температура начала мартенситного превращения не превышает 360 °С, а окончания 240 °С. С увеличением содержания углерода точки Тм.н и Тм.к еще более понижаются, что приводит к возрастанию твердости мартенсита и его хрупкости. Учитывая это, а также необходимость обеспечения сварным соединениям высокой пластичности и ударной вязкости для безопасности эксплуатации ответственных энергетических установок, содержание углерода в хромистых мартенситных сталях ограничивают до 0,20%.
Предотвращение образования холодных трещин является одной из задач при сварке 11–13%-ных хромистых сталей. В связи с этим применяют предварительный и сопутствующий подогрев до 200–450 °С. Температура подогрева тем выше, чем выше склонность стали к закалке. В тоже время температура подогрева не должна быть чрезмерно высокой, так как это может привести к отпускной хрупкости вследствие снижения скорости охлаждения металла в околошовной зоне в интервале температур карбидообразования. Кроме того, высокий подогрев, как и сварка с высокой погонной энергией, обеспечивает длительный перегрев околошовного металла, результатом чего является рост зерна, сегрегация примесей на границах зерен и, как следствие, снижение пластичности и вязкости сварных соединений.
Лучшие свойства сварных соединений достигаются в случае предварительного подогрева в интервале Тм.н – Тмк, а также когда после сварки производится подстуживание до Тмк, но не ниже 100 °С. Рекомендации по тепловому режиму сварки стали 13X11НВМФ следующие: подогрев до 300 °С, отпуск при 700–720 °С (без охлаждения ниже температуры подогрева).
3. Выбор сварочного оборудования и его краткая характеристика
Назначение и область применения.
Установка для сварки круговых и кольцевых швов модели УСКК-2 предназначена для сварки неплавящимся электродом с присадочной проволокой круговых и кольцевых швов на торцевых и цилиндрических поверхностях изделий из жаропрочных и нержавеющих сталей. Применяется на предприятиях отрасли связанных со сваркой моторных узлов.
Условие эксплуатации установки УСКК-2 должны соответствовать климатическому исполнению «У» категории 3 по ГОСТ 15150–69.
Перечень составных частей установки.
1. Манипулятор
2. Балка направляющая
3. Станина
4. Головка сварочная
5. Газоводоэлектроразводка
6. Панель измерений
7. Панель управления
Описание конструкции и принцип работы установки.
Установка предназначена для автоматической сварки круговых и кольцевых швов на торцевых и цилиндрических поверхностях изделий из жаропрочных и нержавеющих сталей. Сварка производится неплавящимся электродом с подачей присадочной проволоки.
Свариваемое изделие устанавливается на планшайбу манипулятора и крепится на ней. Планшайба манипулятора, в зависимости от вида свариваемого шва (кругового или кольцевого), выставляется в горизонтальное или вертикальное положение. Своим вертикальным перемещением манипулятор даёт возможность производить грубую установку зазора между изделием и электродом. Сварочная головка с помощью привода поперечного перемещения устанавливается на свариваемый стык. После окончательной установки сварочной головки на сварочный шов, производится сварка кругового или кольцевого шва. По окончании сварки изделие снимается с планшайбы манипулятора.
Манипулятор.
Предназначен для установки на нём свариваемого изделия и для вращения его относительно электрода сварочной горелки с заданной скоростью сварки.
В раме на цилиндрических опорах размещён корпус, в котором установлены шпиндель с планшайбой.
На боковой поверхности корпуса установлен привод вращения планшайбы. Корпус несущий на себе все перечисленные узлы, может поворачиваться в опорах рамы с помощью механизма наклона, который представляет из себя червячный валик входящий в зацепление с червячным сектором. Червячный сектор жёстко связан с корпусом, а червячный вал размещен в опорах в раме. Червячный вал имеет на одном конце маховик, с помощью которого осуществляется его вращение.
Балка направляющая.
Служит для крепления сварочной головки и для её перемещения относительно планшайбы манипулятора.
Балка представляет собой сварную конструкцию, крепится к стойке 6, которая устанавливается на станине. Балка имеет прямоугольные направляющие, в которых с помощью привода и винтовой передачи перемещается кронштейн, к которому крепится сварочная головка. Этим перемещением сварочная горелка устанавливается на свариваемый стык изделия. Для более тонкой настройки на стык служит маховик, кинематически жёстко связанный с винтом винтовой передачи.
Станина.
Является основной составной частью установки, несущей на себе все механические узлы и размещённой внутри электроаппаратуры.
Станина представляет собой сварную конструкцию с нижней, верхней, задней и передней глухими стенками. Боковые стороны станины закрыты дверками.
На верхней части станины крепится стойка с направляющей балкой.
На передней части станины установлены Г-образные направляющие, в которых перемещается манипулятор с помощью винтовой пары, проводимой во вращение приводом. Внутри станины установлены панели с электроаппаратурой.
Головка сварочная.
Корпусом суппорта вертикального перемещения крепится к кронштейну направляющей балки и направляющей суппорта, крепится узел крепления сварочной горелки со сварочной горелкой и механизмом подачи проволоки. К корпусу суппорта вертикального перемещения с противоположной стороны крепится катушка с присадочной проволокой.
Газоводоэлектроразводка.
Служит для подачи сварочного тока, охлаждающей воды и защитного газа к сварочной горелке. Газоводоэлектроразводка так же включает в себя все электрические соединения, выполненные согласно принципиальной и монтажных электрических схем.
Техническая характеристика:
1. Свариваемые материалы – жаропрочные и нержавеющие стали;
2. Вид тока – постоянный;
3. Максимальный сварочный ток – 315А;
4. Диаметр свариваемых стыков – 100…500 мм;
5. Скорость сварки – 0,002…0,008 м/с;
6. Скорость подачи присадочной проволоки – до 0,019 м/с;
7. Диаметр присадочной проволоки – 1,2–2,0 мм;
8. Величина поперечного перемещения сварочной головки – 100 мм;
9. Скорость перемещения манипулятора – 5 м/с; 10. Угол наклона планшайбы – 90°.
4. Характеристика источника питания
Выпрямитель универсальный для сварки неплавящимся электродом модели ВСВУ-400 предназначен для питания установок автоматической, полуавтоматической и ручной электродуговой сварки обычной и сжатой, непрерывной и импульсной (пульсирующей) дугой, жаропрочных, нержавеющих сталей и титановых сплавов в аргоне. Основные параметры:
1. Номинальный сварочный ток при ПВ – 60%
и длительности цикла 60 мин, А – 400;
2. Диапазон регулирования сварочного тока при непрерывной сварке, ток импульсный – при импульсной сварке, А – 5±10%-400±10%;
3. Диапазон регулирования дежурного, А – 5±10%-100±10%;
4. Напряжение холостого хода, В-не более 100;
5. Номинальное рабочее напряжение, В – 30;
6. Потребляемая мощность, кВА – не более 21;
7. Номинальное напряжение трехфазной питающей сети, частотой 50Гц, В – 380±10%;
8. ВАХ источника питания – падающая.
5. Технологический процесс сборки и сварки
| Код операции | Наименование и содержание операции | Оборудование, приспособление, инструмент |
| 005 | Комплектовочная 1. получить следующие детали: поз. 1 – фланец сильфона, поз. 2 – кольцо, поз. 3 – сильфон. 2. проверить правильность оформления документации. 3. проверить детали на отсутствие грубых мех. повреждений. 4. заполнить комплектовочную ведомость. | |
| 010 | Слесарно-сборочная 1. проверить неплоскостность торца Т детали поз. 1 допустимое отклонение 0,25 мм. 2. Зачистить сварочные кромки детали поз. 1 и 3 до металлического блеска с двух сторон. Обезжирить кромки деталей поз. 1,2,3 ацетоном с двух сторон. 3. Собрать детали поз. 1,2,3 выдержать размер 1 с помощью разрезных полуколец 4. Прихватить детали поз. 1,2,3 в четырех точках. Размер прихваток 2–4 мм | |
| 015 | Сварочная 1. снять собранный и прихваченный узел с приспособления. 2. Произвести в ручную сварку сборочной единицы на ориентированном режиме согласно эскиза к оп. 010. 3. Контроль шва визуальный, не допускаются поры и трещины. 4. Сваренный узел предъявить в БЦК. | Приспособление |
| 020 | Испытательная 1. Нанести меловой раствор на наружную поверхность шва. 2. Просушить меловую обмазку на воздухе. 3. Смочить обратную сторону шва топливом РТ. Выдержать 10 минут. 4. Предъявить узел ОТК. 5. Снять с поверхности шва мел салфеткой, смоченной в РТ. 6. Маркировать на бирке обозначение сборочной единицы, номер партии, количество сборочных единиц в партии. | Кисть волосяная, емкость Емкость, кисть волосяная Салфетка х/б |
| 025 | Контрольная 1, Проверить наличие и правильность маркировки на бирке: обозначение сборочной единицы, номер партии, количество сборочных единиц в партии. 2. Проверить наличие и правильность заполнения сопроводительной документации. 1. Проверить качество сварного шва визуально. 2. Проверить сборочную единицу на отсутствие грубых механических повреждений. 3. Контролировать размер 1. | Набор колец. |
| 030 | Комплектовочная 1. Укомплектовать сборочную единицу согласно комплектовочной карте. 2. Осмотреть детали и сборочные единицы на отсутствие вмятин, забоин, следов коррозии и других повреждений. 3. Проверить наличие маршрутных карт, правильность их оформления. 4. Проверить наличие риски на детали «корпус 1». | |
| 035 | Сварочная 1. Обезжирить свариваемые кромки деталей поз. 1 и 2 ацетоном. 2. Собрать поочередно в приспособлении по разметке. 3. Прихватить детали согласно эскизу равномерно в трех точках. Длина прихватки 5–6 мм 4. Варить детали согласно эскизу. 5. Снять узел с приспособления. 6. Внешним осмотром контролировать сварные швы на отсутствие трещин, раковин, прожогов. | Емкость, салфетка х/б Приспособление НТП280Р, ЩЦТ-125–01 |
| 040 | Испытательная 1. На сварной шов нанести меловую обмазку и дать высохнуть. 2. Смочить топливом РТ ГОСТ10227–85 поверхность выдержать 10 минут. 3. Снять меловую обмазку салфеткой смоченной в ацетоне. | Меловая обмазка, салфетка. |
| 045 | Сварочная 1. Обезжирить сварочные кромки деталей поз. 1 и 2 ацетоном. 2. Установить детали 1 и 2 согласно эскизу. 3. Прихватить детали равномерно в трех точках. Прихватки 5–6 мм. 4. Варить детали согласно эскиза. 5. Внешним осмотром контролировать сварные швы на отсутствие трещин, раковин и прожогов. 6. Варить шов №1 согласно эскиза. | Емкость, салфетка х/б МТП280Р, ЩЦТ-125–0,1 |
| 050 | Испытательная 1. На сварочный шов нанести меловую обмазка и дать высохнуть. 2. Смочить топливом РТ ГОСТ 10227–86 поверхность сварных швов и выдержать 10 минут. 3. Снять меловую обмазку салфеткой смоченной в ацетоне. | Кисть волосяная Емкость, салфетка х/б |
| 058 | Термическая 1. Произвести термообработку сборочной единицы для снятия внутренних напряжений | |
| 060 | Сварочная 1. Зачистить до металлического блеска и обезжирить сварные кромки. 2. Установить узел в приспособление, закрепить. 3. Прихватить место стыка согласно эскиза, 4 прихватки. Длина прихваток 4–6 мм. 4. Варить место стыка согласно эскиза. 5. Снять узел с приспособления. 6. Внешним осмотром контролировать сварочные швы на отсутствие дефектов. | Щетка металлическая, ацетон, емкость Приспособление МТП 280Р ШЦТ-125–0,1 |
| 065 | Испытательная 1. На сварочный шов нанести меловую обмазку и дать высохнуть. 2. Смочить топливом РТ ГОСТ10227–86 противоположную поверхность сварных швов и выдержать 10 минут. 3. Снять меловую обмазку салфеткой, смоченной в ацетоне. | Верстак слесарный Кисть волосяная Емкость, салфетка х/б |
| 070 | Сварочная 1. Зачистить до металлического блеска и обезжирить сварочные кромки. 2. Собрать в приспособлении подузел 2 с сильфоном в сборе. База ØА, упор в торец Б. Закрепить по поверхности В. 3. Прихватить сборочные единицы в четырех местах. Длина прихваток 4–6 мм. 4. Варить сборочные единицы в указанных режимах. 5. Снять узел с приспособления. 6. Внешним осмотром контролировать сварочный шов на отсутствие дефектов. | Щетка металлическая, ацетон, емкость Приспособление ШЦТ-125–0,1 МТП-280Р |
| 075 | Испытательная 1. На сварочный шов нанести меловую обмазку и дать высохнуть. 2. Залить топливом РТ ГОСТ 10227–86 в полость Т» корпуса1 3. Снять меловую обмазку ацетоном. | Кисть волосяная Емкость, салфетка х/б |
| 076 | Моечная 1. Промыть сборочные единицы в растворе №1 по ТТ-328. 2. Обдуть сжатым воздухом. | |
| 080 | Сварочная 1. Зачистить до металлического блеска и обезжирить сварочные кромки деталей 1, 3 и жиклерах. 2. Собрать подузел 3 с обоймами 2. 3. Прихватить последовательно четыре жиклера к корпусу 1 (подузла 3) 2-мя прихватками. 4. Прихватить последовательно 4 жиклера к корпусу согласно эскиза. 5. Прихватить обойму 2 к 3, 4-мя прихватками. Длина прихваток 15–20 мм. Расстояние между ними 20 мм. 6. Заварить шов согласно эскизу. 7. Внешним осмотром контролировать сварные швы №1, №1, №2, №3 (см. эскиз к операции 65) | Щетка металлическая, ацетон, емкость Щц1–125–0,1 МТП208Р Щц 1–125–0,1 |
| 087 | Термическая Произвести термообработку сборочной единицы для снятия внутренних напряжений. Узел поступает чистым без следов масла эмульсии. Узел поступает с биркой (на бирке:обозначение сборочной единицы, номер партии). Проверить внешний вид сборочной единицы на отсутствие механических повреждений, забоин, вмятин. Бирку сохранить. | |
| 090 | Контрольная Проверить наличие сопроводительной документации и правильность оформления. Внешним осмотром проверить выполнение всех сварочных швов, отсутствие трещин, подрезов и других дефектов сварки. |
6. Расчет параметров режима сварки и норм времени на сварочные операции
1. расчет параметров режима сварки для шва №1
2. ГОСТ 14771–76-Ш-ИНп – 1.
а) диаметр электродной проволоки dэл = 1 мм; 1,6 мм.
б) сварочный ток 1св = 60…80 А;
в) постоянный ток, прямая полярность;
г) напряжение на дуге Uд = 8…12В;
д) скорость подачи электродной проволоки:
![]() ,
,
где ![]() – коэффициент наплавки,
– коэффициент наплавки, ![]() = 15,1г/А-ч;
= 15,1г/А-ч;
![]() – удельный вес электродной проволоки,
– удельный вес электродной проволоки, ![]() = 7,8 кг/см3;
= 7,8 кг/см3;
Vэл =![]() = 173 см/с.
= 173 см/с.
е) вылет электродной проволоки при dэл = 1 мм; dэл = 12… 14 мм;
ж) скорость сварки
Vсв.= 6…8 м/ч.
Принимаем Vсв = 6 м/ч;
з) расход аргона QAr= 6…8 л/мин;
и) масса наплавленного металла,
Fh.м. – площадь наплавленного металла;
Fh.м. = 0,5·1+1,05·10,5 = 1,025мм2;
М =![]() , где
, где ![]() – удельный вес металла,
– удельный вес металла, ![]() – длина шва;
– длина шва;
M= 1,025·300·7,8·10-3 = 2,4г.
Похожие работы

... завышен, так как помимо статических нагрузок на перо лопатки действуют и динамические нагрузки. Расчет на прочность диска компрессора Диски компрессора – это наиболее ответственные элементы конструкций газотурбинных двигателей. От совершенства конструкций дисков зависит надежность, легкость конструкций авиационных двигателей в целом. Нагрузки, действующие на диски Диски находятся под ...



... то, что детали подбираются только по одному размеру. Этот метод связан с дополнительными затратами на контроль и сортировак деталей, что оправдывается в серийном и крупносерийном производстве. Метод компенсации - сборка с регулировкой Методкомпенсации или регулировки состоит в том, что заданное значение допуска замыкающего звена при изготовлении остальных деталей достигается регулированием размера ...
... имитируемых эксплуатационных условиях и должны обеспечивать проведение всех видов и категорий контрольных и ресурсных испытаний, предусматриваемых общими техническими условиями (ОТУ) для серийного производства, а также после их ремонта. Испытательные стенды авиационных опытных ГТД, их систем и сборочных единиц (в составе ГТД) предназначены для проведения испытаний, исследований и доводки опытных ...
... его конструкции, а также рядом эксплуатационных факторов. К числу конструктивных особенностей объекта относятся: - доступность - легкосъемность - удобство работ - взаимозаменяемость - контролепригодность и другие. Заданные свойства ЭТ объектов обеспечиваются в процессе создания и изготовления двигателей. В условиях эксплуатации эти свойства реализуются и ...
0 комментариев