Навигация
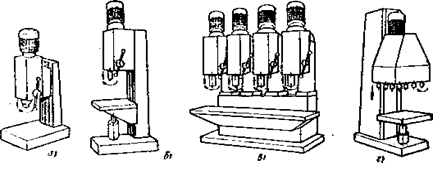
Частот вращения шпинделя
34442
знака
3
таблицы
11
изображений
9 частот вращения шпинделя
2 автоматические подачи шпинделя
Муфта перегруза
Рабочий стол с механизмом регулирования высоты на основе рейковой подачи 420х300мм
Основание рабочей поверхности 320х320

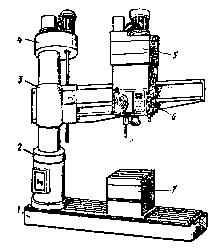
Рис.2
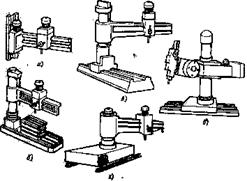
Радиально-сверлильные станки
Станок радиально сверлильный относится к разряду универсальных, почему и стал очень популярен на производстве. Основное его назначение – обрабатывать отверстия. Способен выполнять весь ряд основных операций, свойственных радиально сверлильным станкам – сверление и рассверливание. Можно его применять и для зенкерования. К разряду основных относятся и операции развертывания, подрезки торцов, нарезки резьбы с помощью метчиков и т.д.
Набор операций, выполняемых станком радиально сверлильным, можно значительно увеличить, применив приспособления и специальные инструменты. Например, применение соответствующей оснастки на радиально сверлильном станке 2н55 делает возможным вытачивание внутренних канавок, вырезание круглых пластин из листа и многие другие операции, которые нормально выполняются на расточных станках.
В станке радиально сверлильном 2н55 используется преселективное управление скоростями и подачами, легкое гидрофицированное управление фрикционом шпинделя. Есть возможность отключить шпиндель от коробки скоростей, имеются надежные гидравлические зажимы колонны и сверлильной головки, которые могут работать, как совместно, так и раздельно. Все органы управления радиально сверлильного станка расположены на небольшом участке. Все выше перечисленное позволяет значительно сократить вспомогательное время. Если при работе на станке радиально сверлильном требуется частая смена инструмента, производители станка рекомендуют использовать быстросменный патрон, а при нарезании резьбы – предохранительный патрон для метчиков.
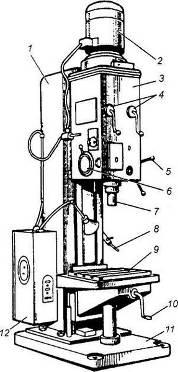
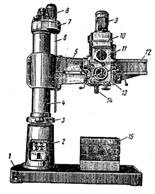
Радиально-сверлильный станок 2C550 (Рис. 3) предназначен для обработки отверстий в средних и крупных деталях. Сверлильный станок 2C550 выполняет следующие виды работ: сверление, зенкерование, развертывание, подрезка торца и нарезание резьбы. Радиально-сверлильный станок 2C550 эффективно применяется в индивидуальном, мелкосерийном и серийном производстве.
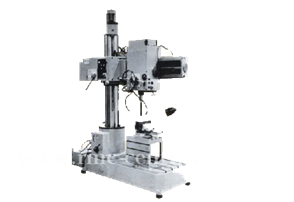 Рис. 3 Радиально-сверлильный станок 2C550. Технические характеристики
Рис. 3 Радиально-сверлильный станок 2C550. Технические характеристики | Величина | 2С550 |
| Диапазон сверления в стали, мм | 3-50 |
| Диапазон нарезаемой резьбы | M3-M33 |
| Расстояние от оси шпинделя до колонны, мм. -минимальное -максимальное | 330 1230 |
| Расстояние от торца шпинделя до рабочей поверхности основания, мм. -минимальное -максимальное | 225 1200 |
| Перемещение рукава на колонне, мм | 725 |
| Перемещение сверлильной головки по направлению рукава, мм | 900 |
| Вращение рукава вокруг колонны, мм | 360 |
| Конус шпинделя | Moрзе 4 |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | рег.бесступ. |
| Диапазон частот вращения шпинделя, об/мин | 0-270, 270-800, 800-1340,1340-4000 |
| Число ступеней частот вращения шпинделя | 4 |
| Количество механических подач пиноли шпинделя | 9 |
| Мощность двигателя главного движения, кВт | 4 |
| Размер рабочей поверхности основания, мм | 630х1050 |
| Количество Т-образных пазов | 3 |
| Ширина направляющего паза | 18Н12 |
| Масса станка, кг | 3500 |
| Габаритные размеры, мм | 2730х970х2630 |
| Размер коробчатого стола (входит в комплект поставки), мм | 360х500х400 |
2. Ознакомление с универсальной оснасткой и режущими инструментами, используемыми при обработке заготовок на сверлильных станках. Ознакомление с методами настройки оборудования
Технологическая оснастка и специальные приспособления для сверлильных станков предназначены для выполнения сверлильных операций с высокой производительностью, а также для расширения технологических возможностей сверлильных станков для возможности выполнения расточных, резьбонарезных и других работ, для производства которых необходимы другие типы металлообрабатывающего оборудования. Оснастку и приспособления к сверлильным станкам удобно разделить на две категории: первая, непосредственно режущий инструмент и оснастка, предназначенная для его крепления и расширения возможностей, вторая, приспособления для фиксирования и позиционирования в различных положениях заготовок или деталей. К первой категории относятся переходные конические втулки, сверлильные патроны, реверсивные патроны для нарезания резьбы, различные оправки и цанговые патроны, расточные головки и т.д. Ко второй категории относятся тиски различных размеров и разными возможностями поворота в одной или нескольких плоскостях, делительные столы и головки при необходимости сверления и обработки отверстий через угловые расстояния.

Рис. 4
Высокоточные тиски (Рис. 4), предназначенные как для зажима деталей при чистовой обработке на металлообрабатывающих станках, так и при проведении разнообразных измерений. Несколько модификаций с выбором необходимых параметров.

Рис. 5
Станочные поворотные (в горизонтальной плоскости) тиски (Рис. 5) для надёжного зажима заготовок и деталей на различных металлообрабатывающих станках. Модели тисков с различными размерами губок и шириной их разведения, весом и габаритами.

Рис. 6
Тиски (Рис. 6) изготовлены из высококачественного чугуна и предназначены для различных металлообрабатывающих работ требующих надёжного закрепления детали как при одновременном повороте в вертикальной (до 90°) и горизонтальной (360°) плоскостях, так и по каждой оси отдельно.

Рис. 7
Расточная головка (Рис. 7) предназначена для эксплуатации на расточных, фрезерных, сверлильно-фрезерных, расточных и других станках, в том числе и на станках с ЧПУ. Конструкция расточной головки позволяет выполнять торцевание, прямое или ступенчатое растачивание и точение поверхностей, а также проточку канавок.

Рис. 8
Надёжные и простые в обращении патроны (Рис. 8) для нарезания резьбы метчиком преимущественно на станках сверлильной группы. Исполняются в различной конфигурации по посадочному конусу Морзе и по диапазону возможно нарезаемой резьбы от М2 до М20.

Рис. 9
Универсальные делительные головки (Рис.9) предназначены для выполнения работ связанных с поворотом детали на заданный угол. Возможно использование на различных типах оборудования при зубофрезерных, сверлильных, разметочных, фрезерных и других операциях.
Рис. 10
Цанговые патроны (Рис. 10) с оригинальной конструкцией способа зажима и дополнительной фиксацией. Предназначены для зажима цилиндрического хвостовика инструмента с применением переходных втулок-цанг с внутренним диаметром от 5 до 32 мм, и 40 мм. Возможно использование в тяжёлых условиях обработки.
Рис.11
Цанговые патроны (Рис.11) для свёрл, фрез, оправок и другого инструмента с цилиндрическим хвостовиком диаметром от 3,6 до 12 мм. С возможностью выполнять различные операции на различных станках в труднодоступных местах.
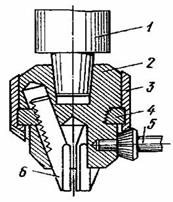
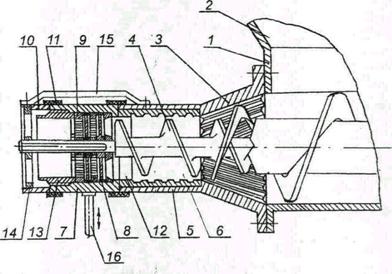
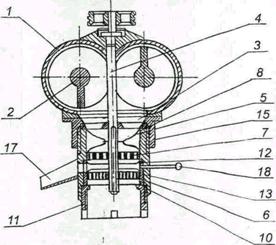
Рис.12
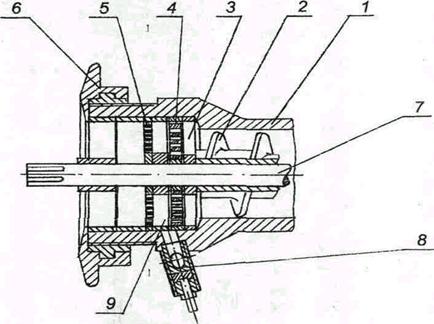
Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие, а если размеры конусов не совпадают, то используют переходные втулки. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 12), которые устанавливаются в пиноли задней бабки. Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патроны снабжаются коническими хвостовиками 1.
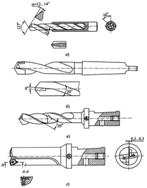
Рис. 13. Твердосплавные сверла: а - цельные; б - с напайными пластинами; в - с коронками; 2-е механическим креплением СМП.
Более широкое распространение твердосплавные сверла (Рис. 13) получили при сверлении чугунов, цветных металлов и неметаллических материалов (мрамор, кирпич, пластмассы и т.п.). При сверлении сталей часто наблюдается выкрашивание режущих кромок, особенно в виде разрушения поперечной режущей кромки.
Повышение жесткости сверл, использование внутреннего напорного охлаждения и другие усовершенствования позволяют получать хорошие результаты при сверлении труднообрабатываемых сталей и сплавов, т.е. там, где быстрорежущие сверла имеют очень низкую стойкость.
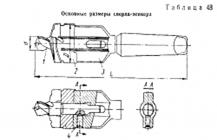
Рис. 14
Сверло-зенкер (Рис. 14). Инструмент предназначен для одновременного сверления и зенкерования отверстий в сплошном материале глубиной не более двух диаметров. Он состоит из короткого сверла, имеющего цилиндрический хвостовик с лапкой н пазом для стопорного винта 4, двузубого зенкера 2 с канавками для дробления стружки, насаженного на сверло, и своим замком зенкер входит в замок оправки в. Сверло-зенкер изготовляется московским заводом «Фрезер» из сталей Р18 и Р9. Зенкеры изготовляются двух видов: для обработки цилиндрических отверстий и для обработки ступенчатых, фасонных и комбинированных отверстий.
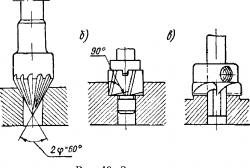
Рис. 15
Зенковки (Рис. 15). Получение конических, цилиндрических и плоских поверхностей, прилегающих к основному отверстию и расположенных концентрично с ним, осуществляется инструментами, называемыми зенковками.
Для обработки отверстий под конические головки винтов и заклепок, а также для центрования деталей применяют конические зенковки. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120° (рис, 15, а). Для обработки отверстий под цилиндрические головки и шейки, а также для подрезания торцов, плоскостей бобышек, выборки уступов и углов применяют цилиндрические зенковки с торцовыми зубьями (рис. 15, б). Иногда зенковки с торцовыми зубьями называют цековками (рис. 15, в).
| |
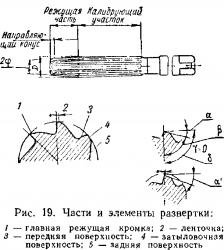
Рис. 16
Развертки изготовляются цилиндрические, ступенчатые и конические. Ручная цилиндрическая развертка (рис. 16) состоит из рабочей части, шейки и хвостовика; рабочая часть, в свою очередь, состоит из заборной (режущей) части, калибрующей части и заднего конуса. Канавки между зубьями развертки образуют режущие кромки; канавки предназначены для размещения стружки. Для повышения качества поверхности при ручной обработке зубья разверток располагаются по окружности с неравномерным шагом. Машинные развертки изготовляются с равномерным шагом, причем число зубьев у них должно быть четным. Рабочая часть этих разверток в отличие от ручных более короткая. Машинные развертки чаще всего делаются насадными и регулируемыми.
http://instrumentalchik.ru/uploads/posts/2010-03/1267728620_document-57.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728621_document-58.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728654_document-59.pnghttp://instrumentalchik.ru/uploads/posts/2010-03/1267728610_document-60.png3. Ознакомление с измерительными инструментами, используемыми при контроле точности размеров и формы поверхностей обрабатываемых заготовок на сверлильных станках. Изучение методов обеспечения заданной точности
Штангенинструмент. Обобщенное название средств измерения и разметки внешних и внутренних размеров. Штангенинструмент представляет собой две измерительные поверхности, между которыми устанавливается размер, одна из которых составляет единое целое с линейкой (штангой), а другая соединена с двигающейся по линейке рамкой. На линейке находится через 1 мм деления, на рамке устанавливается или гравируется нониус.
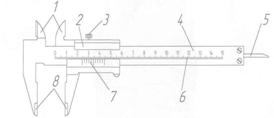
Рис. 17. Штангенциркуль. 1 - губки для внутренних измерений, 2 - рамка, 3 - зажим рамки, 4 - штанга, 5 - линейка глубиномера, 6 - шкала штанги, 7 - нониус, 8 - губки для наружных измерений.
Микрометрический глубиномер
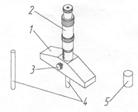
Рис. 18. Микрометрический глубиномер: 1 - основание, 2 - микрометрическая головка, 3 - стопор, 4 - сменные измерительные стержни, 5 - установочная мера.
Нутромер. Измерительное средство для определения внутренних линейных размеров, устанавливаемое при измерении на детали. Измерения производятся двумя сферическими наконечниками, расположенные под углом 180 градусов.
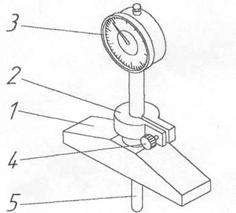
Рис. 19. Нутромер со стрелочной отсчетной головкой и угловой передачей. 1 - отсчетное устройство, 2 - подвижный стержень, 3 - центрирующая планка (мостик), 4 - скругленные поверхности (опоры), 5 - неподвижный стержень, 6 - контргайка, 7 - ручка, 8 –винт.
Резьбоизмерительные инструменты. Резьбоизмерительные приборы - средства измерения и контроля резьбы. Различают резьбоизмерительные инструменты для комплексного контроля и измерения отдельных параметров, наружной и внутренней резьб, цилиндрической и конической резьб, ходовых винтов и т.д. Наибольшим разнообразием отличаются резьбоизмерительные инструменты для измерения наружных резьб. Внутренние резьбы обычно измеряют по слепкам. Для измерения отдельных параметров резьбы используют микрометры, оптиметры, нутромеры. Измерение профиля резьбы в деталях с относительно крупным шагом производят приборами измерительный узел которых разворачивается на угол профиля резьбы, а наконечник перемещается вдоль ее боковой поверхности. Шаг резьбы определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр. Измерительный бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировать изделия на годные (размер находится в пределах допуска) и бракованные, с возможным исправлением или неисправимые.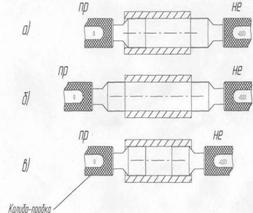
Рис. 20. Контроль отверстия и вала предельными калибрами: а - детали годные, б - размер деталей меньше допустимого, в - размер деталей больше допустимого наибольшего
4. Ознакомление с методами транспортировки заготовок и деталей в цехе. Организационная структура цеха. Виды конструкторской и технологической документации
Работа современного промышленного предприятия, связана с перемещением значительного количества разнообразных грузов как за пределами, так и внутри завода. На предприятия доставляются материалы, топливо, комплектующие изделия и другие материальные ценности, а с предприятия вывозятся готовая продукция и отходы производства. Внутри предприятия с общезаводских складов производится транспортировка в цехи материалов, комплектующих и других изделий; между цехами — заготовок, деталей, сборочных единиц; из цехов в соответствующие пункты назначения — готовой продукции и отходов. Внутри цехов заготовки, детали и сборочные единицы перевозятся между кладовыми и участками, с одного участка на другой, а на участках — между рабочими местами.
Функции транспортного хозяйства не ограничиваются только перемещением грузов. В ходе перевозок (особенно внутризаводских и внутрицеховых) нередко осуществляются определенные технологические процессы: остывание металла, усреднение химического и фракционного состава сыпучих материалов и т.п., т.е. транспортные операции являются частью производственного процесса и работа транспорта во многом определяет общую длительность производственного цикла, качество и себестоимость продукции.
Основные задачи транспортного хозяйства предприятия:
1.Бесперебойная транспортировка грузов, обеспечивающая ритмичность хода производства.
2.Обеспечение сохранности перемещаемых предметов.
3.Полное использование транспортных средств.
4.Минимизация транспортных расходов.
Решение данных задач обеспечивается рациональной организацией транспортного хозяйства, четким планированием работы транспорта, обоснованным выбором транспортных средств, механизацией и автоматизацией погрузоразгрузочных работ.
На предприятиях используют различные виды транспортных средств (табл. 1).
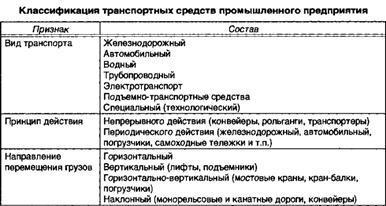
Табл. 1
Внутрицеховой транспорт находится в ведении того цеха, где он применяется. Для эксплуатации, технического обслуживания и ремонта средств специального (технологического) транспорта в цехах могут создаваться специализированные подразделения.
Для внутрицеховых грузоперевозок используются разнообразные средства безрельсового электротранспорта и подъемно-транспортные машины (электропогрузчики и мультикары) и специальный (технологический) транспорт.
Виды используемых на предприятии транспортных и погрузочноразгрузочных средств зависят от типа и масштаба производства, а также от характера выпускаемой продукции.
В крупносерийном и массовом производстве широко применятся специальный (технологический) транспорт непрерывного действия. При условии равномерного грузопотока в течение рабочего дня и постоянных точек погрузкивыгрузки используются средства непрерывного транспорта в виде различных конвейеров и монорельсовых путей с электрическими тельферами. В поточном производстве в качестве средств межоперационного транспорта используются конвейеры различной конструкции. На автоматических поточных линиях (станочных и других) применяются специальные встроенные транспортные устройства (транспортные роторы и конвейеры, автооператоры, кантователи и т.д.).
На предприятиях единичного и серийного производства в обрабатывающих и сборочных цехах применяются электрические мостовые краны, кранбалки с тельферами, консольные краны, мультикары. В дополнение к универсальным подъемно-транспортным средствам для оснащения цехов со специфическим производством часто требуются специальные подъемно-транспортные устройства, приспособления и тара (например, в литейных цехах для перемещения формовочных земель, форм, жидкого металла). В гибких производственных системах создаются транспортнонакопительные подсистемы, в которых используются специальные автоматические устройства (промышленные роботызагрузчики, роботыштабелеры, роботокары, поворотные столыперегружатели, транспортеры и т.п.).
Организационная структура цеха. Каждое предприятие может формировать свою организационную структуру, используя типовые блочные решения в том или ином сочетании. В условиях акционерного общества рекомендуется разрабатывать типовые решения ИВЦ отдельно, применительно к головному предприятию, производственной единице. Научно-обоснованное проектирование новых и рационализация действующих структур управления является важнейшим направлением совершенствования управления промышленным производством. Исходной базой при проектировании структур управления является содержание деятельности и структура объекта управления, т.е. производства и вытекающих из него функций управления и факторов, влияющих на объём управленческой деятельности.
После изучения функций и факторов, приступают к непосредственному проектированию структуры управления. Вначале берут за основу типовую структуру целостной организации системы управления предприятием. Затем на основе отраслевых рекомендаций разрабатывается структура, учитывающая специфику и условия данного конкретного предприятия. При этом используется так называемый блочный подход. Далее определяется численный и квалификационный состав сотрудников, необходимых для эффективного управления предприятием.
И, наконец, наступает этап согласования содержания и организационных форм управления. Завершает процесс проектирования построение конкретной схемы управления предприятием.
Виды конструкторской и технологической документации. В зависимости от назначения технологические документы (далее - документы) подразделяют на основные и вспомогательные.
К основным относят документы:
- содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач;
- полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия).
К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др.
Основные технологические документы подразделяют на документы общего и специального назначения.
К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию.
К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например маршрутную карту, карту технологического процесса, карту типового (группового) технологического процесса, ведомость изделий (деталей, сборочных единиц) к типовому (групповому) технологическому процессу (операции), операционную карту и др.
Виды основных технологических документов, их назначение и условное обозначение приведены в табл. 2.
Таблица 2
| Вид документа | Условное обозначение документа | Назначение документа |
| ДОКУМЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ | ||
| Титульный лист | ТЛ | Документ предназначен для оформления: - комплекта(ов) технологической документации на изготовление или ремонт изделия; - комплекта(ов) технологических документов на технологические процессы изготовления или ремонта изделия (составных частей изделия); - отдельных видов технологических документов. Является первым листом комплекта(ов) технологических документов. |
| Карта эскизов | КЭ | Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения. |
| Технологическая инструкция | ТИ | Документ предназначен для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяется в целях сокращения объема разрабатываемой технологической документации. |
| ДОКУМЕНТЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | ||
| Маршрутная карта | МК | Документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Примечания: 1. МК является обязательным документом. 2. Допускается МК разрабатывать на отдельные виды работ. 3. Допускается МК применять совместно с соответствующей картой технологической информации, взамен карты технологического процесса, с операционным описанием в МК всех операций и полным указанием необходимых технологических режимов в графе «Наименование и содержание операции». 4. Допускается взамен МК использовать соответствующую карту технологического процесса. |
| Карта технологического процесса | КТП | Документ предназначен для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. |
| Карта типового (группового) технологического процесса | КТТП | Документ предназначен для описания типового (группового) технологического процесса изготовления или ремонта изделий (составных частей изделий) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах. Применяется совместно с ВТП. |
| Операционная карта | ОК | Документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяется при разработке единичных технологических процессов. |
| Карта типовой (групповой) операции | КТО | Документ предназначен для описания типовой (групповой) технологической операции с указанием последовательности выполнения переходов и общих данных о средствах технологического оснащения и режимах. Применяется совместно с ВТО. |
| Карта технологической информации | КТИ | Документ предназначен для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов). Допускается применять при разработке типовых (групповых) технологических процессов (ТТП, ГТП) для указания переменной информации с привязкой к обозначению изделия (составной его части). |
| Комплектовочная карта | КК | Документ предназначен для указания данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, и применяется при разработке технологических процессов сборки. Допускается применять КК для указания данных о вспомогательных материалах в других технологических процессах. |
| Технико-нормировочная карта | ТНК | Документ предназначен для разработки расчетных данных к технологической операции по нормам времени (выработки), описания выполняемых приемов и применяется при решении задач нормирования трудозатрат. |
| Карта кодирования информации | ККИ | Документ предназначен для кодирования информации, используемой при разработке управляющей программы к станкам с программным управлением (ПУ). |
| Карта наладки | КН | Документ предназначен для указания дополнительной информации к технологическим процессам (операциям) по наладке средств технологического оснащения. Применяется при многопозиционной обработке для станков с ПУ, при групповых методах обработки и т.п. |
| Ведомость технологических маршрутов | ВТМ | Документ предназначен для указания технологического маршрута изготовления или ремонта изделия (составных частей изделия) по подразделениям предприятия и применяется для решения технологических и производственных задач. |
| Ведомость оснастки | ВО | Документ предназначен для указания применяемой технологической оснастки при выполнении технологического процесса изготовления или ремонта изделия (составных частей изделия). |
| Ведомость оборудования | ВОБ | Документ предназначен для указания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия). |
| Ведомость материалов | ВМ | Документ предназначен для указания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохождения изготавливаемого или ремонтируемого изделия (составных частей изделия). Применяется для решения задач по нормированию материалов. |
| Ведомость специфицированных норм расхода материалов | ВСН | Документ предназначен для указания данных о нормах расхода материалов для изготовления или ремонта изделия и применяется для решения задач по нормированию расхода материалов на изделие. |
| Ведомость удельных норм расхода материалов | ВУН | Документ предназначен для указания данных об удельных нормах расхода материалов, используемых при выполнении технологических процессов и операций изготовления или ремонта изделия (составных частей изделия), и применяется для решения задач по нормированию расхода материалов. |
| Технологическая ведомость | ТВ | Документ предназначен для комплексного указания технологической и организационной информации, используемой перед разработкой комплекта (комплектов) документов на технологические процессы (операции), и применяется на одном из первых этапов технологической подготовки производства (ТПП). |
| Ведомость применяемости | ВП | Документ предназначен для указания применяемости полного состава деталей, сборочных единиц, средств технологического оснащения и др. Применяется для решения задач ТПП. |
| Ведомость сборки изделия | ВСИ | Документ предназначен для указания состава деталей и сборочных единиц, необходимых для сборки изделия в порядке ступени входимости, их применяемости и количественного состава. |
| Ведомость операций | ВОП | Документ предназначен для операционного описания технологических операций одного вида формообразования, обработки, сборки и ремонта изделия в технологической последовательности с указанием переходов, технологических режимов и данных о средствах технологического оснащения и норм времени. Применяется совместно с МК или КТП. |
| Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) | ВТП (ВТО) | Документ предназначен для указания состава деталей (сборочных единиц, изделий), изготавливаемых или ремонтируемых по типовому (групповому) технологическому процессу (операции), и переменных данных о материале, средствах технологического оснащения, режимах обработки и трудозатратах. |
| Ведомость деталей, изготовленных из отходов | ВДО | Документ предназначен для указания данных о деталях, изготовленных из отходов при раскрое металла. |
| Ведомость дефектации | ВД | Документ предназначен для указания изделий (составных частей изделий), подлежащих ремонту, с определением вида ремонта, дефектов и для указания дополнительной технологической информации. Применяется при ремонте изделий (составных частей изделий). |
| Ведомость стержней | ВСТ | Документ предназначен для указания информации, необходимой при изготовлении стержней для отливок. |
| Ведомость технологических документов | ВТД | Документ предназначен для указания полного состава документов, необходимых для изготовления или ремонта изделий (составных частей изделий), и применяется при передаче комплекта документов с одного предприятия на другое. |
| Ведомость держателей подлинников | ВДП | Документ предназначен для указания полного состава документов, необходимых при передаче комплекта документов на микрофильмирование. |
Похожие работы
... моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки. 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в ...
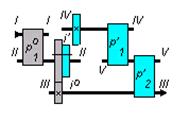
... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...
... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев