Навигация
Сверлильно-расточные станки
30506
знаков
5
таблиц
9
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМ Н.И.ЛОБАЧЕВСКОГО»
ФАКУЛЬТЕТ УПРАВЛЕНИЯ И ПРЕДПРИНИМАТЕЛЬСТВА
Контрольная работа по дисциплине:
«Машины и оборудование»
на тему: «Сверлильно-расточные станки»
Нижний Новгород 2009 г.
СОДЕРЖАНИЕ
Введение
1. Классификация станков сверлильно-расточной группы
2. Вертикально-сверлильные станки
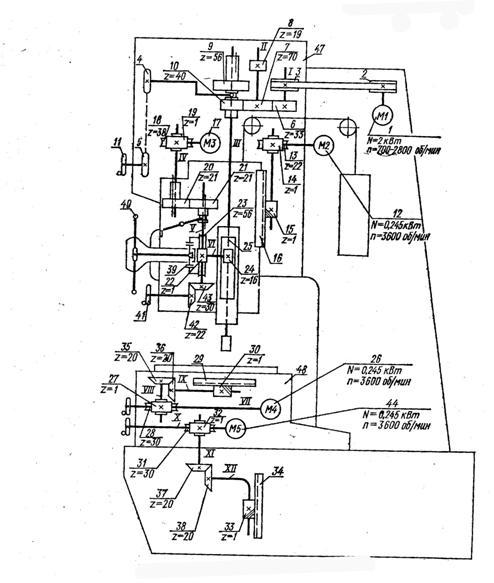
2.1 Вертикально-сверлильный станок мод. 2Н135
2.2 Вертикально-сверлильный станок мод. 2М112
3. Радиально-сверлильные станки
3.1 Радиально-сверлильный станок мод .2М55
3.2 Радиально-сверлильный станок мод .2В56
4. Координатно-расточные станки
4.1 Координатно-расточный станок мод. 2Д450
4.2 Координатно-расточный станок мод. 2455
Заключение
Используемые ресурсы
ВВЕДЕНИЕ
К современным машинам и приборам предъявляются высокие требования по технико-эксплуатационным характеристикам, точности и надежности работы. Эти показатели обеспечиваются высокой точностью размеров и качеством обработанных поверхностей деталей машин и приборов. Поэтому, несмотря на большие достижения технологии производства высококачественных заготовок, роль обработки резанием и значение металлорежущих станков в машиностроении непрерывно повышаются.
Современные металлорежущие станки — это разнообразные и совершенные рабочие машины, использующие механические, электрические и гидравлические методы осуществления движений и управления рабочим циклом, решающие самые сложные технологические задачи.
Станкостроение развивается как в количественном, так и качественном отношении. Непрерывно повышаются точность, производительность, мощность, быстроходность и надежность работы станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются архитектурные формы станков. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей нашей промышленности высокопроизводительными и высококачественными станками, многие из которых отвечают требованиям мировых стандартов.
1. КЛАССИФИКАЦИЯ СТАНКОВ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
В зависимости от целевого назначения станка все металлорежущие станки подразделяются на девять групп. В свою очередь, каждая группа имеет девять подгрупп - типов станков.
Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: Вертикально-сверлильные; одношпиндельные; многошпиндельные полуавтоматы; координатно-расточные; радиально-сверлильные; расточные; алмазно-расточные; горизонтально-сверлильные и центровые
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая - к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 - вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально - сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Из-за большого разнообразия моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки.
2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в крупных механических цехах заводов. Вертикально-сверлильные станки можно разделить на несколько групп:
1) универсальные, специализированные, специальные;
2) автоматические, полуавтоматические, автоматизированные, с программным управлением, с механической и ручной подачей;
3) одношпиндельные, многошпиндельные, многоколонные;
4) нормальной и повышенной точности.
Одношпиндельные вертикально-сверлильные станки в свою очередь делятся на: а) настольные станки для обработки отверстий диаметром 3,6 и 12 мм, применяемые в приборостроении (рис. 1,а) с подачей шпинделя вручную;
б) станки на колонне (основной и наиболее распространенный тип) для обработки отверстий (рис. 1,б) диаметром 18, 25, 35, 50 и 75 мм, им присущ недостаток, что для совмещения осей обрабатываемого отверстия и инструмента необходимо перемещение деталей относительно инструмента (вручную).
Базовыми являются обычные универсальные вертикально-сверлильные станки мод. 2Н118, 2И125, 2Н135 и 2Н150. Они предназначены главным образом для работы в условиях единичного производства, где коэффициент загрузки составляет не менее 50%.
Универсальные автоматизированные станки мод. 2H1I8A, 2Н125А, 2Н135А и 2Н150А предназначены для мелкосерийного и серийного производства. Эти станки наряду с обычным ручным, могут работать в полуавтоматическом и автоматическом циклах; движения шпинделя, благодаря чему они хорошо приспособлены, для многостаночного обслуживания.
Многошпиндельные сверлильные станки делят в основном на две группы:
а) станки с постоянными шпинделями (рис. 1,в) имеющими одну общую станину, на которой установлен ряд стоек. На каждой стойке имеется шпиндель с отдельным электроприводом. На станке можно обрабатывать (последовательно) одно и то же отверстие различными режущими инструментами, постепенно перемещая деталь вдоль стола станка;
б) станки с переставными шарнирно соединенными шпинделями (рис. 1, г). Станки с переставными шпинделями дают возможность устанавливать их независимо один от другого, в соответствии с расположением отверстий, которые необходимо просверлить в заготовке.
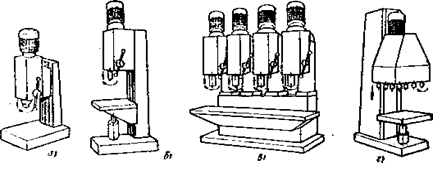
Рис 1. Типы вертикально-сверлильных станков.
Комплекс работ на сверлильных станках состоит из следующих элементов: установка, совмещение оси сверла и отверстия; закрепление заготовки, а при наличии нескольких отверстий в заготовке ее перемещение; управление режимами резания; установка частоты вращения режущего инструмента, величины подачи; вклюцеНие и выключение подачи сверла, электродвигателей главного движения и охлаждающей жидкости; открепление и съем обработанной детали; уборка стружки.
Похожие работы
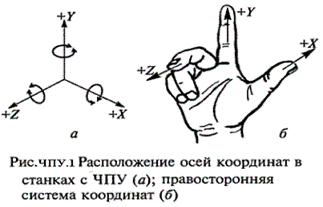



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...
... Применяя специальные приспособления и инструменты, можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д. Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса. На сверлильных станках ...
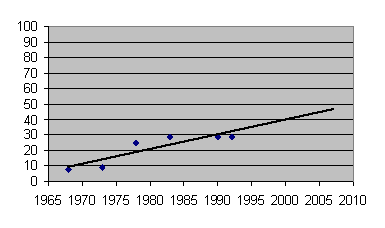
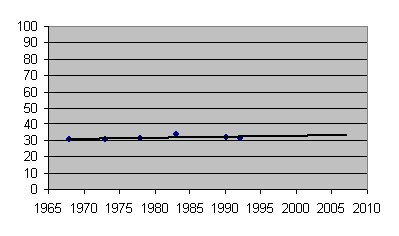
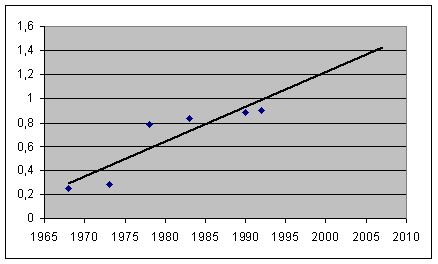
... находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м. 3. Перспективы дальнейшего развития координатно-расточных станков Модернизация КРС В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
0 комментариев