Навигация
Охлаждение в одном охладителе (воде, масле). Недостаток - очень резкие внутренние напряжения. Чтобы их уменьшить применяют второй способ закалки
34595
знаков
7
таблиц
8
изображений
1. Охлаждение в одном охладителе (воде, масле). Недостаток - очень резкие внутренние напряжения. Чтобы их уменьшить применяют второй способ закалки.
2. Закалка в двух средах (из воды в масло). По этому способу в начале деталь охлаждают в воде, до температуры ниже перлитного превращения, а затем перебрасывают до окончательного охлаждения в масло. Этот способ сложен и требует высокой квалификации рабочих, от которых требуется выдерживать деталь определенное количество времени в воде. Если выдержка будет мала, то при дальнейшем охлаждении попадаем в перлитное превращение, и закалки не будет, а если выдержка слишком большая, то в деталях возникают большие внутренние напряжения.
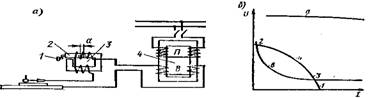
3. Ступенчатая закалка. При ступенчатой закалке нагретую деталь охлаждают быстро до заданной температуре в специально горячей среде, в качестве которой используются расплавы металлов или солей. Время выдержки в горячей среде определяются маркой стали и может быть четко определено по секундомеру, после этого идет окончание охлаждение в воде или масле. Выдержка в горячей среде позволяет выровнять температуру по всему сечению деталей, поэтому при окончательном охлаждении в воде, или масле превращение аустенита в мартенсит идет одновременно по всему объему детали, что позволяет резко снизить уровень внутренних напряжений. Такой способ закалки применяют для крупногабаритных деталей сложной формы, чтобы до минимума снизить искажение формы.
4. Изотермическая закалка. Этот способ применяется для крупногабаритных деталей, которые нельзя охлаждать очень быстро, из-за опасности разрушения. При изотермической закалке нагретые детали помещают в горячую среду, нагретую до заданной температурой 350-400 градусов, в которой выдерживают до полного прохождения превращения аустенита в троостит или бейнит. После полного превращения деталь обычно охлаждается на воздухе. Дополнительного отпуска после такой закалке не требуется. Температура окружающей среды выбирается термообработкой, чтобы получить в детали структуру, обеспечивающую заданную твердость.
5. Закалка с обработкой холодом. При закалке высокоуглеродистых сталей, содержащих никель, молибден, вольфрам даже после полного охлаждения до нормальной температуры превращение аустенита в мартенсит проходит не полностью. Остаточный аустенит имеет невысокую твердость и поэтому твердость детали после закалки будет недостаточной. Для устранения остаточного аустенита закаленные детали дополнительно охлаждают в области отрицательных температур 70-80 градусов, парами углекислоты или жидкого азота. Дополнительное охлаждение вызывает переход остаточного аустенита в мартенсит и твердость закаленной стали повышается.
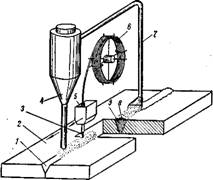
6. Закалка с самоотпуском. Этот способ закалки применятся для деталей, которые должны иметь различную твердость в различных местах. Чтобы получить переменную твердость, нагретую деталь помещают в охлажденную среду только рабочей поверхностью, оставляя хвостовик над поверхностью охлаждающей среды. После полного охлаждения поверхности деталь извлекают из охлаждающей среды и за счет тепла, сохранившегося в хвостовой части, происходит разогрев рабочей поверхности и ее отпуск. Температуру разогрева поверхности контролируют по цветам побежалости.
Отпуск стали
Состояние закаленных деталей отличаются очень сильной неравновесностью структуры. Это обусловлено повышенной концентрацией углерода в твердом растворе, высокой плотностью дефектов кристаллического строения, а также внутренними напряжениями, строениями и термическими. Из-за этого закаленная сталь хотя и обладают высокой прочностью и твердостью, одновременно с этим имеет практически нулевой запас вязкости. Ударные нагрузки могут вызвать быстрое разрушение деталей. Кроме того, переход неравновесной структуры закаленной стали в более стабильную может происходить с течением времени самопроизвольно под воздействием окружающей температуры или внешних нагрузок. Этот переход сопротивляется изменением объёма и поэтому такая ситуация недопустима для высокоточных деталей или для измерительного инструмента. Поэтому всегда закаливание детали подвергается дополнительной термообработке – отпуску.
Различают 3 вида отпуска по температуре: низкий, средний и высокий.
Низкий отпуск 150-220 градусов
Средний отпуск 350-450 градусов
Высокий отпуск 550-650 градусов
Низкий отпуск применяется для деталей, которые должны иметь высокую твердость и прочность. При низком отпуске мартенсит закалки превращается в мартенсит отпуска. Мартенсит отпуска отличается от мартенсита закалки отсутствием внутренних напряжений за счет выделения из него избытка углеводорода в виде мельчайших карбидов. Твердость мартенсита отпуска такая же или немного больше, чем у мартенсита закалки (58 – 62 HRC).
Средний отпуск проводится для деталей, в которых требуется максимальный предел упругости. При температурахсреднего отпуска происходит распад остаточного аустенита в мартенсит, и затем переход мартенсита в троостит. Троостит представляет собой игольчатую структуру феррита, вдоль игл которого расположены выделившиеся из твердого раствора мелкие карбиды. Такая структура обладает малым запасом вязкости, но зато высоким пределом упругости. Поэтому такой вид отпуска применяют для изготовления упругих деталей машин. Твердость 40 – 45НRС и очень маленькая ударная вязкость.
Высокий отпуск применяется для деталей, в которых необходимо сочетание высокой ударной вязкости и достаточной прочности – это детали машин, работающие с ударными и знакопеременными нагрузками. При этом образуется сорбит. Сорбит представляет собой зёрна феррита с огромным количеством точечных и округлых выделений карбидов, равномерно распределенных по объему стали. Твердость 20 –25 НRС.
Сочетание полной закалки и высокого отпуска называется термическим улучшением стали. Такой термообработке обычно подвергают стали содержащие 0,3 = 0,6 %С. Поэтому такие стали часто называют улучшаемыми.
Выбор того или иного вида отпуска зависит от назначения детали. Если деталь должна обладать максимальной твердостью и износостойкостью, то соответственно твердость поверхности должна быть максимальной и для такой детали всегда применяют закалку с низким отпуском. Если же на первое место по техническим условиям выходит максимальная вязкость, то применяют закалку с высоким отпуском. Средний отпуск в большинстве случаев используют при изготовлении пружины. В некоторых случаях при быстром охлаждении деталей после горячей деформации возникает эффект увеличения твердости за счет получения неравновесных структур типа троостит или бейнит. Такая сталь с трудом поддается обработке резанием, поэтому для снижения твердости её подвергают высокому отпуску при температуре600-700º С с медленным охлаждением. Чаще всего это высокоуглеродистая сталь или сталь, содержащая легирующие элементы.
4) Какой вид термообработки и почему рационально применять для заданной стали
Для доэвтектоидной стали в основном применяют полный отжиг. При таком отжиге происходит полная смена структуры стали, что позволяет устранить все дефекты, вызванные холодной деформацией, сваркой, резкой и так далее.
Полный отжиг
Производится с нагревом стали до температуры, превышающей точку А3 с последующим медленным охлаждением вместе с речью. Медленное охлаждение вызывает полное равновесное превращение АФ + П. В результате получается максимально возможная пластичность, минимальная твердость и прочность и полное снятие внутренних напряжений. Если внутренние направления не имеют значения то после охлаждения с печью до 5000, дальнейшее охлаждение можно вести на воздухе. Полный отжиг применяют для устранения дефектов структуры, вызванных литьем, холодной деформацией, сваркой.
Основной недостаток полного отжига – это его большая продолжительность, возможная неравномерность зеренного строения в центре и на поверхности крупногабаритных изделий, вызванная неодинаковой скоростью охлаждения.
3. Для некоторых деталей выбрана легированная сталь марки ШХ9
1) Расшифруйте состав, определите группу стали по назначению, назовите детали, изготавливаемые из этой стали.
Шарикоподшипниковая сталь, содержащая 0,9 % хрома
Химический состав в % материала ШХ9
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.95 - 1.05 | 0.17-0.37 | 0.2-0.4 | до 0.3 | до 0.02 | до 0.027 | 0.7 - 1.05 | до 0.25 |
Назначение: шарики диаметром до 150 мм, ролики диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапаны, корпуса распылителей, ролики толкателей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность.
2) Назначьте и обоснуйте режим термической обработки, опишите структуру и свойства стали после термообработки.
Закалка 830 0С охлаждающая среда – масло
Отпуск 280 0С охлаждающая среда – воздух
Отжиг 780 0С
В закалённом состоянии сталь обладает большой твёрдостью, но вместе с тем и хрупкостью. Чтобы придать ей вязкость, производится отпуск стали после закалки. Для этого её нагревают до температуры 220-300°С и медленно охлаждают в воздухе. Твёрдость стали при этом несколько уменьшается, структура её изменяется, и она становится более вязкой. Меняя температуру отпуска, можно получить разные механические свойства.
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | d4, % | KCU, Дж/м2 | HB | HRCэ |
| Закалка 810 °С, масло. | |||||||
| 200 | 1960-2200 | 2160-2550 | 61-63 | ||||
| 300 | 1670-1760 | 2300-2450 | 56-58 | ||||
| 400 | 1270-1370 | 1810-1910 | 50-52 | ||||
| 450 | 1180-1270 | 1620-1710 | 46-48 | ||||
| Закалка 830 °С, масло. | |||||||
| 400 | 1570 | 15 | 480 | ||||
| 500 | 1030 | 1270 | 8 | 34 | 20 | 400 | |
| 550 | 900 | 1080 | 8 | 36 | 24 | 360 | |
| 600 | 780 | 930 | 10 | 40 | 34 | 325 | |
| 650 | 690 | 780 | 16 | 48 | 54 | 280 | |
3) Объясните влияние легирующих элементов на точки и линии диаграммы Fe- Fe3C, на термическую обработку и свойства стали
Легированной называется сталь, в которой, кроме обычных примесей, содержатся специально вводимые в определенных сочетаниях легирующие элементы (Cr, Ni, Mo, Wo, V, А1, В, Ti и др.), а также Мn и Si в количествах, превышающих их обычное содержание как технологических примесей (1% и выше). Как правило, лучшие свойства обеспечивает комплексное легирование.
Легирование сталей и сплавов используют для улучшения их технологических свойств. Легированием можно повысить предел текучести, ударную вязкость, относительное сужение и прокаливаемость, а также существенно снизить скорость закалки, порог хладноломкости, деформируемость изделий и возможность образования трещин. В изделиях крупных сечений (диаметром свыше 15...20 мм) механические свойства легированных сталей значительно выше, чем механические свойства углеродистых сталей.
По применимости для легирования можно выделить три группы элементов. Применимость для легирования различных элементов определяется не столько физическими, сколько, в основном, экономическими соображениями.
· Mn,Si,Cr,B;
· Ni,Mo;
· V, Ti, Nb, W, Zr и др.
Легирующие элементы по механизму их воздействия на свойства сталей и сплавов можно разделить на три группы:
· влияние на полиморфные (альфа-Fe -> гамма-Fe) превращения;
· образование с углеродом карбидов (Сг,Fе)7С3; (Сг,Ре)23С6; Мо2С и др.;
· образование интерметаллидов (интерметаллических соединений) с железом - Fе7Мо6; Fe3Nb и др.
В следующей таблице показано влияние наиболее применяемых легирующих элементов на свойства стали.
| Легирующий элемент | Входит в твердый раствор с Fe и упрочняет его | Увеличивает ударную вязкость | Расширяет область аустенита | Сужает область аустенита | Увеличивает прокаливаемость | Способствует раскислению | Образует устойчивые карбиды | Повышает сопротивление коррозии |
| Ni | + | + | + | — | + | — | — | + |
| Cr | + | — | — | + | — | — | + | + |
| Mn (более 1%) | + | + | + | — | + | + | + | + |
| Si (более 0,8%) | + | + | — | + | — | + | — | — |
| W | — | — | — | — | — | — | + | — |
| Сu (0,3 - 0,5%) | + | — | — | — | — | — | — | + |
По характеру влияние на полиморфные превращения легирующие элементы можно разделить на две группы:
· элементы (Cr, W, Mo, V, Si, Al и др.), достаточное содержание которых обеспечивает существование в сталях при всех температурах легированного феррита (ферритные ставы);
· элементы (Ni, Mn и др.), стабилизирующие при достаточной концентрации легированный аустенит при всех температурах (аустенитные сплавы). Сплавы, только частично претерпевающие превращение гамма->альфа, называются, соответственно, полуаустенитными или полуферритными.
Легирование феррита сопровождается его упрочнением. Наиболее значительно влияют на его прочность марганец и хром. Причем чем мельче зерно феррита, тем выше его прочность.
Многие легирующие элементы способствуют измельчению зерен феррита и перлита в стали, что значительно увеличивает вязкость стали. Однако все легирующие элементы, за исключением никеля, при содержании их в растворе выше определенного предела снижают ударную вязкость, трещиностойкость и повышают порог хладноломкости. Никель понижает порог хладноломкости.
Легированный аустенит парамагнитен, обладает большим коэффициентом теплового расширения. Легирующие элементы, в том числе азот и углерод, растворимость которого в аустените при нормальной температуре достигает 1%, повышают его прочность при нормальной и высокой температурах, уменьшают предел текучести.
Легированный аустенит является основной составляющей многих коррозионностойких, жаропрочных и немагнитных сплавов. Он легко наклепывается, то есть быстро и сильно упрочняется под действием холодной деформации.
Легирующие элементы (исключение кобальт), повышая устойчивость аустенита, снижают критическую скорость закалки и увеличивают прокаливаемость. Для многих аустенитных сплавов критическая скорость закалки снижается до 20°С/с и ниже, что имеет большое практическое значение.
Карбидообразующие элементы: Fe - Mn - Cr - Mo - W - Nb - V - Zr - Ti (за исключением марганца) препятствуют росту зерна аустенита при нагреве. Сталь, легированная этими элементами, при одинаковой температуре сохраняет более высокую дисперсность карбидных частиц, и соответственно большую прочность.
Интерметаллиды образуются при высоком содержании легирующих элементов между этими элементами или с железом. Примером таких соединений могут служить Fe7Mo6, Fe3Nb2 и др. Интерметаллиды, как правило, отличают повышенные твердость и хрупкость.
4. Для изготовления деталей машин и приборов выбран сплав цветного металла Л90
1) Расшифруйте состав, укажите, к какой группе относится сплав, приведите примеры деталей из него
Состав Л90 – 90% меди, 10 % цинка
Химический состав в % материала Л90
| Fe | P | Cu | Pb | Zn | Sb | Bi | Примесей |
| до 0.1 | до 0.01 | 88 - 91 | до 0.03 | 8.8 - 12 | до 0.005 | до 0.002 | всего 0.2 |
Группа – Медные сплавы
Латунь Л90, обладает хорошими механическими и коррозионными свойствами. Она применяется для изготовления змеевиков, сильфонов, деталей теплотехнической и химической аппаратуры.
Латунь Л90 хорошо сваривается со сталью при совместной прокатке, в связи с чем успешно применяется для плакировки и изготовления биметалла. Отличаясь красивым золотистым цветом, латунь Л90 применяется для изготовления фурнитуры и украшений.
2) Опишите влияние легирующих элементов.
Достоинства легированных сталей:
1. особенности обнаруживаются в термически обработанном состоянии, поэтому изготовляются детали, подвергаемые термической обработке;
2. улучшенные легированные стали обнаруживают более высокие показатели сопротивления пластическим деформациям;
3. легирующие элементы стабилизируют аустенит, поэтому прокаливаемость легированных сталей выше;
4. возможно использование более «мягких» охладителей (снижается брак по закалочным трещинам и короблению), так как тормозится распад аустенита;
5. повышаются запас вязкости и сопротивление хладоломкости, что приводит к повышению надежности деталей машин.
Недостатки:
1. подвержены обратимой отпускной хрупкости II рода;
2. в высоколегированных сталях после закалки остается аустенит остаточный, который снижает твердость и сопротивляемость усталости, поэтому требуется дополнительная обработка;
3. склонны к дендритной ликвации, так как скорость диффузии легирующих элементов в железе мала. Дендриты обедняются, а границы – междендритный материал – обогащаются легирующим элементом. Образуется строчечная структура после ковки и прокатки, неоднородность свойств вдоль и поперек деформирования, поэтому необходим диффузионный отжиг.
4. склонны к образованию флокенов.
3) Назовите термообработку, возможности упрочнения, режим, структуру и свойства сплава
Термообработка: Отжиг Л90. При обработке цветных металлов (чеканка, выколотка и др.) иногда приходится снимать напряжения, возникшие при обработке. Для этого необходимо отжечь заготовку. Отжиг проводят при следующих температурах: 600 – 7000С охлаждение на открытом воздухе
Возможности упрочнения: Механические свойства Латуни изменяются в широких пределах при холодной обработке давлением и при отжиге. Холодной деформацией можно увеличить твёрдость и предел прочности в 1,5-3 раза при одновременном снижении пластичности (наклёп), а последующий рекристаллизационный отжиг позволяет частично или полностью (в зависимости от температуры и его продолжительности) восстановить исходные (до деформации) свойства.
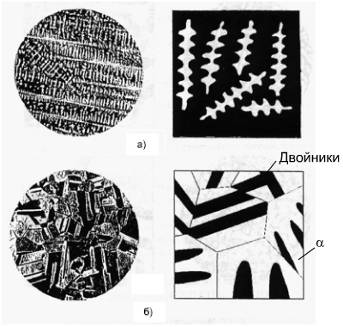
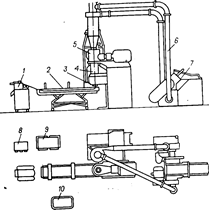
Т.к. сплав цветного металла Л90 имеет цинка меньше 39% то структуру состоящую из зерен a-фазы и называются однофазными. Микроструктура литой однофазной латуни имеет дендритное строение (рис. а). Эта же латунь после холодной обработки давлением и рекристаллизационного отжига, имеет зернистую структуру с наличием двойников (рис. б).
Механические свойства при Т=20oС материала Л90 .
| Сортамент | Размер | Напр. | в | T | 5 | | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| сплав твердый | 440-520 |
| 2-4 |
|
|
|
Литейно-технологические свойства материала Л90 .
| Температура плавления, °C : | 1045 |
| Температура горячей обработки,°C : | 700 - 850 |
| Температура отжига, °C : | 450 - 600 |
5. Выбран неметаллический материал Термопластические пластмассы
1) Укажите состав и свойства, назначение материала, назовите изготавливаемые из него детали.
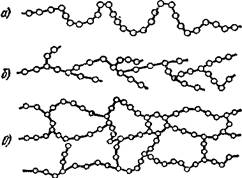
Термопласты – это синтетические материалы, которые при нагревании становятся мягкими, а при охлаждении снова твердеют. Они состоят из нитеобразных (цепных) макромолекул, которые в большинстве случаев между собой переплетаются, как волокна фетра или могут быть связаны между собой (частично-кристаллическое строение). При невысоких температурах цепные молекулы лежат плотно и почти неподвижно друг возле друга. Пластмасса твердая и хрупкая. С увеличением температуры цепи молекул начинают двигаться, и силы притяжения между ними становятся все меньше. Пластмасса становится эластичной. При дальнейшем нагревании силы притяжения уменьшаются так сильно, что отдельные молекулы начинают скользить относительно друг друга, пластмасса становится пластичной. Так как цепи молекул мешают друг другу в их движении при дальнейшем повышении температуры, то пластмасса становится только вязкой и текущей, но не газообразной. При охлаждении изменения состояния материала происходят в обратном порядке. Они могут повторяться сколько угодно, если только за счет перегрева не разорвутся цепи молекул, в результате чего наступает химическое разложение синтетического материала.
Термопласты в их твердом состоянии могут обрабатываться резанием. В пластическом состоянии можно изменять их форму путем изгиба, вытяжки и выдувания. Если пластмасса мягкая, то се применяют путем распыления, прессования, прокатки или вспенивания.
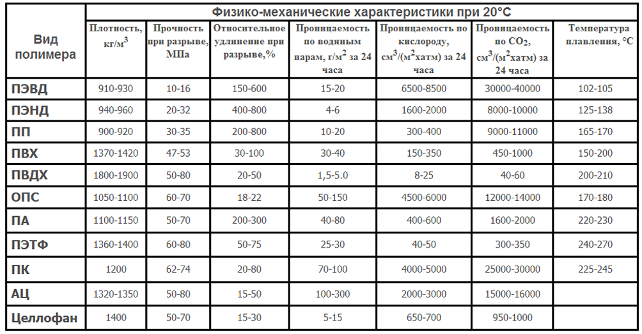
Важными термопластами являются поливинилхлорид (PVC), поливинилацетат (PVAC), полистирол (PS), полиэтилен (РЕ). Также важнейшие термопласты – это полиметилметакрилат или акриловое стекло (РММА), полиамид (РА), поликарбонат (PC) и полиизобутилен (Р1В).
Назначение:
Полиэтилен легко обрабатывается, хороший диэлектрик, легко окрашивается, горюч. Из него изготавливают пленки, кульки, различную домашнюю утварь, детали механизмов, не испытывающие больших нагрузок.
Поливинилхлорид (винипласт) – пластмасса белого цвета, но легко окрашивается химическими методами, пластична. Идет на изготовление облицовочной плитки, линолеума, листового пластика, бытовых изделий.
Акрилопласт (органическое стекло) прозрачен, хорошо поддается обработке, окрашивается химическими методами, горюч. Применяется для изготовления различных деталей бытовых и промышленных устройств.
Полистирол прозрачен, хорошо окрашивается в разные цвета, обладает высокими электроизолирующими свойствами, легко обрабатывается, пластичен, растворим в дихлорэтане и ацетоне. Применяется для изготовления облицовочной плитки, бытовых товаров, игрушек.
Полиамид – сырье для производства капрона, нейлона, дакрона и других тканей. Обладает довольно высокими прочностными характеристиками, что позволяет применять его в машиностроении.
Целлулоид прозрачен, окрашивается в различные цвета, хорошо обрабатывается, легко растворим в ацетоне, огнеопасен. Применяется в производстве домашней утвари и бытовой техники.
Ацетилцеллюлоза обладает свойствами, сходными с целлулоидом, но негорючая. Практически все пластмассы хорошо поддаются обработке. Их можно пилить, резать с помощью резака, сверлить, нарезать в отверстиях резьбу, а термопластичные материалы – сваривать, изгибать, изготавливать отливки.
2) Опишите строение, применяемую обработку, рабочие характеристики материала, предъявляемые к нему требования, границы применимости.
На примере полиэтилена рассмотрим ответы на данные вопросы.
Строение: Полиэтилен является продуктом полимеризации этилена, химическая формула которого С2Н4. В процессе полимеризации происходит разрыв двойной связи этилена и образуется полимерная цепь, элементарное звено которой состоит из двух атомов углерода и четырех атомов водорода:
Н Н | | – С – С – | | Н Н
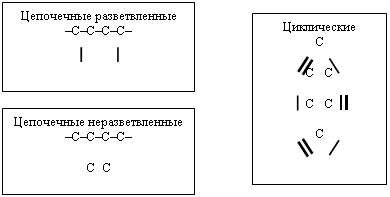
В процессе полимеризации может происходить разветвление полимерной цепи, когда к растущей главной цепи сбоку присоединяется короткая полимерная группа. Разветвленность полимерной цепи препятствует плотной упаковке макромолекул и приводит к образованию рыхлой аморфно-кристаллической структуры материала и, как следствие, к уменьшению плотности полимера и понижению температуры размягчения. Различная степень разветвленности полимерной цепи полиэтиленов высокого и низкого давления и определяет различие свойств этих материалов.
Так у полиэтилена высокого давления разветвленность цепи 15-25 ответвлений на 1000 атомов углерода цепи, а у полиэтилена низкого давления – 3-6 на 1000 атомов углерода цепи. Соответственно, плотность, температуры плавления и размягчения, степень кристалличности у ПЭВД, который еще называют «полиэтиленом с разветвленной цепью», меньше, чем у ПЭНД, способ полимеризации которого обусловливает малую разветвленность.
Полиэтилен Около 60% всех пластиков, используемых для упаковки – это полиэтилен, главным образом благодаря его низкой стоимости, но также благодаря его отличным свойствам для многих областей применения.
Полиэтилен высокой плотности (ПЭНД - низкого давления) имеет самую простую структуру из всех пластиков, он состоит из повторяющихся звеньев этилена. -(CH2CH2)n- полиэтилен высокой плотности.
Полиэтилен низкой плотности (ПЭВД - высокого давления) имеют ту же химическую формулу, но отличается тем, что его структура разветвленная. -(CH2CHR) n- полиэтилен низкой плотности
Где R может быть -H, -(CH2)nCH3, или более сложной структурой с вторичным разветвлением.
Полиэтилен, благодаря своему простому химическому строению, легко складывается в кристаллическую решетку, и, следовательно, имеет тенденцию к высокой степени кристалличности. Разветвление цепи препятствует этой способности к кристаллизации, что приводит к меньшему числу молекул на единицу объема, и, следовательно, меньшей плотности.
ПЭВД – полиэтилен высокого давления. Пластичен, слегка матовый, воскообразный на ощупь, перерабатывается методом экструзии в рукавную пленку с раздувом или в плоскую пленку через плоскощелевую головку и охлаждаемый валик. Пленка из ПЭВД прочна при растяжении и сжатии, стойка к удару и раздиру, прочна при низких температурах. Имеет особенность - довольно низкая температура размягчения (около 100 градусов Цельсия).
ПЭНД – полиэтилен низкого давления. Пленка из ПЭНД - жесткая, прочная, менее воскообразная на ощупь по сравнению с пленками ПЭВД. Получается экструзией рукава с раздувом или экструзией плоского рукава. Температура размягчения 121°С позволяет производить стерилизацию паром. Морозостойкость этих пленок такая же, как и у пленок из ПЭВД. Устойчивость к растяжению и сжатию - высокая, а сопротивление к удару и раздиру меньше, чем у пленок из ПЭВД. Пленки из ПЭНД - это прекрасная преграда влаге. Стойки к жирам, маслам.
"Шуршащий" пакет-майка ("шуршавчик"), в который вы упаковываете покупки, изготовлен именно из ПЭНД.
Существует два основных типа ПЭНД. Более "старый" тип, произведенный первым в 1930-х годах, полимеризуется при высоких температурах и давлениях, условиях, которые достаточно энергетичны, чтобы обеспечить заметную встречаемость реакций по цепному механизму, которые приводят к образованию разветвления как с длинными, так и с короткими цепями. Этот тип ПЭНД иногда называется полиэтиленом высокого давления (ПВД, ВД-ПЭНД, из-за высокого давления), если есть необходимость отличать его от линейного полиэтилена низкого давления, более "молодого" типа ПЭВД.
При комнатной температуры полиэтилен - довольно мягкий и гибкий материал. Он хорошо сохраняет эту гибкость в условиях холода, так что применим в упаковке замороженных пищевых продуктов. Однако при повышенных температурах, таких как 100°С, он становится слишком мягким для ряда применений. ПЭНД отличается более высокой хрупкостью и температурой размягчения, чем ПЭВД, но все же не является подходящим контейнеров горячего заполнения.
Около 30% всех пластиков, используемых для упаковки – это ПЭНД. Это наиболее широко используемый пластик для бутылок, из-за его низкой стоимости, простоты формования, и отличных эксплуатационных качеств, для многих областей применения. В его естественной форме ПЭНД имеет молочно-белый, полупрозрачный вид, и таким образом, не подходит для областей применения, где требуется исключительная прозрачность.
Один недостаток использования ПЭНД в некоторых из областей применения – его тенденция к растрескиванию под напряжением при взаимодействии внешней среды, определяемая как разрушение пластикового контейнера при условиях одновременного напряжения и соприкосновения с продуктом, что в отдельности не приводит к разрушению. Растрескивание под напряжением при взаимодействии внешней срды в полиэтилене соотносится с кристалличностью полимера.
ПЭВД – это наиболее широко применяемый упаковочный полимер, соответствующий примерно одной трети всех упаковочных пластиков. Из-за его низкой кристалличности, это более мягкий, более гибкий материал, чем ПЭНД. Это предпочитаемый материал для пленок и сумок, из-за его низкой стоимости. ПЭВД отличается лучшей прозрачностью, чем ПЭНД, но все же не обладает кристальной чистотой, которая желательна для некоторых областей применения упаковок.
ПП – полипропилен. Прекрасная прозрачность (при быстром охлаждении в процессе формообразования), высокая температура плавления, химическая и водостойкость. ПП пропускает водяные пары, что делает его незаменимым для "противозапотевающей" упаковки продуктов питания (хлеба, зелени, бакалеи), а также в строительстве для гидро-ветроизоляции. ПП чувствителен к кислороду и окислителям. Перерабатывается методом экструзии с раздувом или через плоскощелевую головку с поливом на барабан или охлаждением в водяной бане. Имеет хорошую прозрачность и блеск, высокую химическую стойкость, особенно к маслам и жирам, не растрескивается под воздействием окружающей среды.
ПВХ – поливинилхлорид. В чистом виде применяется редко из-за хрупкости и неэлостичности. Недорог. Может перерабатываться в пленку методом экструзии с раздувом, либо плоскощелевой экструзии. Расплав высоковязкий. ПВХ термически нестабилен и коррозионно активен. При перегреве и горении выделяет высокотоксичное соединение хлора – диоксин. Широко распространился в 60-70е годы. Вытесняется более экологичным полипропиленом.
Обработка Современный промышленный способ получения этилена состоит в его выделении методом глубокого охлаждения и фракционирования из газовых смесей, образующихся при процессах пиролиза или крекинга нефти, а также при коксовании каменного угля.
Полимер этилена – полиэтилен – представляет собой высокомолекулярный парафин общей формулы [—СН2— СН2— — СН2—] и линейного строения. Это — термопластичный полимер.
Сочетание таких свойств, как химическая стойкость, механическая прочность, морозостойкость и стойкость к радиоактивным излучениям, чрезвычайно низкая газопроницаемость и водопоглощение, малый объемный вес (0,92-0,96), делает полиэтилен незаменимым материалом в ряде областей техники, в том числе и в строительстве.
До 1954 г. полиэтилен получали только при высоком давлении (до 2500 атм) и температуре до 180°С с использованием кислорода в качестве инициатора процесса полимеризации. В последние годы полиэтилен стал производиться тремя методами: старым – при высоком давлении и новыми – при низком давлении (1-5 атм) и температуре до 60°С с использованием в качестве катализатора органических солей тяжелых металлов и при среднем давлении (35–40 атм) и температуре 125-150°С с использованием в качестве катализатора окислов металлов. Катализаторы не входят в состав образующихся полимеров и лишь участвуют в промежуточных этапах полимеризации, ускоряя ее. В отличие от катализаторов инициаторы по окончании процесса остаются в составе полимеров.
Полиэтилен, полученный при низких давлениях, отличается от полиэтилена, синтезированного при высоком давлении, большей плотностью, прочностью, жесткостью и повышенной теплостойкостью. Полиэтилен высокого давления — материал более мягкий и эластичный.
Для выпуска полиэтилена низкого давления не требуется сложной аппаратуры и разветвленного компрессорного хозяйства. Производство полиэтилена высокого давления имеет то преимущество, что оно не нуждается в синтезе катализатора, в очистке полученного полимера от остатков катализатора а в регенерации растворителей. Технология полиэтилена высокого давления отличается сложностью технического, аппаратурного оформления.
Полиэтилен – один из наиболее полезных и важных пластических материалов. Детали электронных устройств, покрытие картонных молочных пакетов, упаковочные пленки и игрушки – вот далеко не полный перечень того, что делают из полиэтилена.
Похожие работы
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
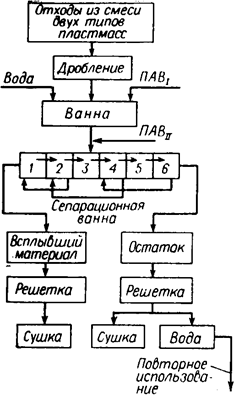
емя наряду с совершенствованием технологии синтеза и переработки пластмасс все большее внимание уделяется разработке процессов и методов утилизации или обезвреживания пластмассовых отходов. При этом можно выделить следующие основные направления [1]: 1) повторная переработка отходов или использование их в различных композициях; 2) термическое разложение с получением целевых ...
... методы основаны на наработке большого количества исходных данных, полученных при испытаниях либо образцов в лабораторных условиях, либо самих изделий. 4. Общие принципы расчета и проектирования изделий из пластмасс Несущая способность изделий ограничивается: 1) предельно допускаемыми нагрузками или напряжениями или 2) предельно допускаемыми деформациями. В связи с этим прочностной ...
... или мочевино-меламино-формальдегидных связующих. Весьма широко в качестве тепло- и звукоизоляционных материалов строители применяют пенопласты (пенополистирол, пеноуретан и др.). Растут масштабы использования пластмасс в качестве кровельного материала. Особый интерес в этом плане представляют светопропускающие стеклопластики, которые можно использовать также для изготовления стен. Значительная ...
0 комментариев