САК ГПС является его важнейшим модулем, так как именно она определяет возможности реализации безлюдного производственного процесса.
САК решает следующие задачи- получение и представление информации о свойствах, техническом состоянии и пространственном расположении контролируемых объектов и состоянии технологической среды;
- сравнение фактических значений параметров с заданными;
- передача информации о рассогласованиях для принятия решений на различных уровнях управления ГПС;
- получение и представление информации об исполнении функций.
САК обеспечивает: возможность автоматической перестройки средств контроля в пределах заданной номенклатуры контролируемых объектов; соответствие динамических характеристик САК динамическим свойствам контролируемых объектов; полноту и достоверность контроля, в том числе контроля преобразования и передачи информации; надежность средств контроля.
САК должна обеспечивать, с одной стороны, требуемый уровень качества продукции на основе контроля параметров материала, заготовок, инструмента, приспособлений, режима изготовления, измерения и испытания изделий, параметров технологических сред и изделий на всех стадиях его изготовления. С другой стороны, максимальную эффективность функционирования ГПС за счет поддержания его в работоспособном состоянии на основе контроля и диагностирования РТК и автоматического оборудования, обеспечивающего обработку и реализацию вспомогательных операций, вычислительной техники и программного обеспечения.
По воздействию на объект контроль может быть активным и пассивным. Наиболее целесообразным и перспективным является активный контроль параметров изделия и режимов технологических процессов и сред в зоне обработки, так как он позволяет обеспечить регулирование или управление ими и исключить (снизить) появление брака.
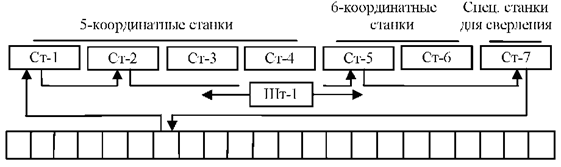
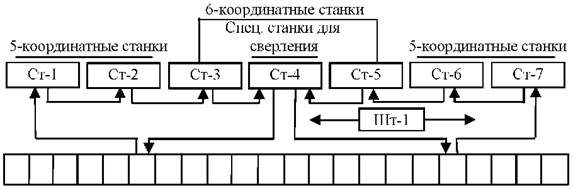
Для ГПС задачи контроля многократно усложняются тем, что соответствующие системы должны функционировать в условиях стохастически изменяющейся во времени номенклатуры изделий. Это вызывает необходимость в переходе от специализированных средств и процедур контроля, характерных для крупно серийного и массового производства, к универсальным на основе широкого внедрения средств вычислительной техники. САК пронизывает все элементы ГПС и их связи (материальные и информационные потоки), обеспечивая достоверность информации, используемой в системе управления. Схема потоков контрольно-измерительной информации представлена на рис. 1.
В условиях ГПС требуется измерять в общей сложности около сотни физических, химических и технико-экономических величин. Это следует из того, что САК является связующим звеном между ГПС, его обеспечивающими системами и системой управления (рис. 2).
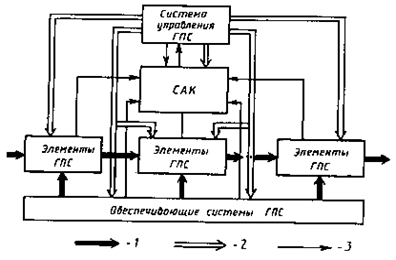
Рис. 2 - Взаимосвязи САК с элементами ГПС
1 - материальные потоки: 2 – управляющие сигналы; 3 – контрольно-измерительная информация.
Типовая структура САК (рис. 3) ГПС включает три уровня. Верхний уровень обеспечивает общий контроль совокупности ГПМ и осуществляет координацию их взаимодействия (в рамках участка или цеха), перенастройки и ремонта, выдачи информации на пульт управления ГПС, получение, обработку и обобщение информации, поступающей со среднего уровня; контроль объема и качества продукции и инструмента; контроль за исполнением совокупности операций, выполняемых ГПМ.
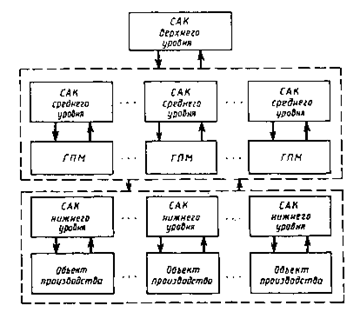
Рис. 3 - Структура САК в ГПС
Средний уровень обеспечивает контроль ГПМ и представление на верхний уровень обобщенной информации о свойствах, техническом состоянии и пространственном расположении контролируемых объектов и составных частей ГПМ. При этом решаются задачи: контроль качества изготавливаемого изделия на ГПМ, самоконтроль и контроль функционирования нижестоящего уровня; обработка информации о параметрах технологической среды.
Нижний уровень обеспечивает контроль объектов обработки и сборки, технического состояния и пространственного расположения составных частей ГПМ (станков с ЧПУ, ПР). На этом уровне САК решает задачи: входной и выходной контроль объекта производства; получение и обработка информации о контролируемых параметрах объекта обработки или сборки в процессе обработки; передача информации на средний уровень; контроль за выполнением переходов. Средствами контроля на нижнем уровне являются датчики позиционирования и контроль технологической среды (температуры, давления, скорости, влажности) и др.
Объем контроля может распределяться различным образом. В частности, он может распределяться между средством и объектом обработки в ГПМ, а также между взаимодействующими по объекту обработки ГПМ. Например, объект обработки можно контролировать на основе измерения как его параметров (размеров и формы заготовки в механообработке, толщины покрытия при гальванических процессах, размеров кристалла в процессах его выращивания и т.д.), так и параметров средства обработки (износа режущего инструмента, концентрации состава, температуры электролита и времени осаждения, температурного режима роста кристалла и т.д.).
При этом параметры измерения могут быть разнесены и во времени и в пространстве. Так часть параметров может контролироваться в зоне обработки, другая - при транспортировании, третья - при хранении и т. д.
Принципиально можно разделять контроль между различными обрабатывающими ячейками и строить его по одному из следующих принципов: с перепроверкой контролирующих параметров на последующей ячейкеполностью или частично; с разделением полной группы проверяемых -ирл.метров между выходом предыдущей и входом последующей ячеек; с отсутствием повторного контроля на входе последующей ячейки.
На нижнем уровне оптимизация сводится к минимизации средств контроля для компонентов ГПМ на основании их надежности, статистики дефектов, потерь при отказах и общих затрат на контроль. При этом следует стремиться к тому, чтобы на нижнем уровне САК обеспечивалась максимально возможная автономность управления по результатам контроля.
Номенклатура параметров измерения в разных технологических процессах существенно различна.
При входном контроле материалов проверяют их соответствие сертификату по габаритным, массовым и основным физико-химическим параметрам (марка материала, химический состав, твердость), а также по внешнему виду.
При контроле заготовки проверяют ее внешний вид (наличие выбоин, сколов и других дефектов, исключающих возможность обработки в автоматическом режиме), геометрические размеры (длину, базовые диаметры для охватов роботов и крепление в зажимном устройстве станка), массу и др.
Контроль в зоне обработки включает контроль правильности установки и фиксации заготовки в зажимном устройстве станка, а в случае активного контроля — ряда геометрических (размерных и параметров формы) характеристик.
Для обеспечения качества продукции контролируются не только параметры изделия, но и ряд параметров инструмента (смена, степень износа, температура лезвия), станка (зажим и позиционирование заготовки, отсутствие посторонних предметов в зоне обработки, деформация частей станка), режима обработки (сила, скорость, мощность резания, крутящий момент, подача и глубина резания), технологической среды (температура и расход охлаждающей жидкости, внешние воздействующие факторы, в том числе вибрация, температура, давление и влажность воздуха) и обеспечивающих систем.
Контролируемые параметры технических средств ГПС по функциональному признаку можно разделить на параметры целевого назначения, энергопитания, рабочих режимов, готовности к работе, цепей управления, безопасности, а также параметры, определяющие работоспособность и надежность элементов ГПС.
Перечень основных контролируемых параметров компонентов ГПС при функционировании и диагностировании приведен на рис. 4.3.
Особым является вопрос о выборе минимальной совокупности контролируемых параметров, необходимых и достаточных для решения задач контроля и диагностирования.
Структуру САК нельзя рассматривать в отрыве от структуры ИПС, включающей обеспечивающие системы АСУП-АСНИ-САПР-АСТПП-ГПС-АСИ. Функционирование САК ГПС зависит от функционирования всех элементов ИПС и с учетом их структурной связанности (рис. 4). В рамках И ПС ее элементами реализуются следующие функции, определяющие эффективность работы САК планирование объемов контроля, осуществляемое АСУП:
· построение моделей изделий, выявление информативных параметров и определение видов контроля, реализуемых АСНИ;
· построение моделей объектов производства, оптимизация номенклатуры контролируемых параметров, выбор методов и средств контроля из существующего набора с учетом номенклатуры проектируемых изделий, осуществляемых САПР;
· выбор видов и маршрутов контроля объектов, оптимизация межоперационного контроля, распределение функций контроля по уровням, определение периодичности контроля, реализуемых АСТПП.
Для организации безлюдного производства необходимо обеспечить в ГПС постоянный контроль технического состояния всех его элементов.
Для этих целей предназначена подсистема технического диагностирования (ПСТД) ГПС, входящая в состав САК, которая определяет правильность функционирования, поиска нарушений в исполнительной, управляющей и контрольной части ГПС.
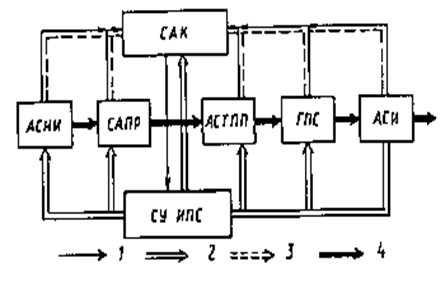
Рис. 4 - Схема взаимосвязей подсистем ИПС
1 — контрольно-измерительная информация, 2 — управляющие воздействия; 3 — диагностическая информация; 4 — материальные потоки
Существенными отличиями ПСТД ГПС от известных систем диагностирования являются ее многоуровневый характер и распределенность в пространстве.
Принципы функционирования САК. САК может функционировать в трех режимах: номинальном, перенастройки и аварийном.Номинальный режим функционирования на различных уровнях имеет следующее содержание. На нижнем уровне системы определяются значе6ния параметров и функции контролируемых компонентов АТМ.
Информация о техническом состоянии и пространственном расположении АТМ передается в управляющие микро-ЭВМ АТМ. Она служит для принятия решений о техническом состоянии средств обработки и годности объекта обработки.
ЭВМ среднего уровня передает на ЭВМ верхнего уровня информацию о техническом состоянии автоматической ячейки и обобщенную информацию об объектах обработки среднего уровня и по сигналам ЭВМ верхнего уровня периодически подвергает самоконтролю и передает ей информацию о своем техническом состоянии.
ЭВМ верхнего уровня принимает решение о режиме функционирования САК по информации от автоматических ячеек и обеспечивает периодический самоконтроль своей работы.
В режиме перенастройки управляющая информация поступает на ЭВМ верхнего уровня, которая принимает решение о реконфигурации системы контроля на среднем и нижнем уровнях. ЭВМ нижнего уровня устанавливает совокупность контролируемых параметров и функций объектов обработки и нормы контроля.
Аварийный режим инициируется любым уровнем САК. На нижнем уровне он вызывается повышением допустимого уровня брака, отклонением от нормы параметров ГПМ или самих средств контроля. Номинальный режим функционирования САК Сигнал об аварийном состоянии с каждого уровня передается на более высокий отображается на пульте управления ГПС.
Программное обеспечение САК (ПО) состоит из:
1.ПО контроля за ходом процесса изготовления на конкретных рабочих местах ГПС;
2.ПО системы контроля как подсистемы управления:
Программное обеспечение САК реализует следующие функции:
1.Автоматический сбор информации о фактическом выпуске деталей на контролируемом оборудовании;
2.Автоматический учет простоев оборудования и дифиренцирования по причинам;
3.Документированный вызов ремонтных служб цеха;
4.Выдачу оперативной информации о ходе производства, простоях линейному персоналу цеха в течении смены;
5.Автоматический прием и обработку информации о размерах деталей для управления ТП;
6.Автоматическую обработку информации приемного контроля.
САК делятся на несколько классов, которые предназначены для измерения геометрических, физико-механических параметров деталей и сборочных единиц и электрических параметров и характеристик МЭА.
Контроль геометрических параметров реализуется с использованием контрольно-измерительных машин (КИМ). Контроль изделий ЭА включает следующие операции:
1.Настройку САПК на контроль данного типа изделий ЭА:
· Программную адаптацию(ввод программы контроля);
· Конструктивную адаптацию, связанную с автоматизацией процессов установки и соединения ЭА с измерительной частью САК;
· Идентификацию правильности установка всех сменных устройств и введенных программ.
2.Загрузку изделий.
3.Автоматическое измерение параметров ЭА, включая подачу питающих напряхений и токов, управляющих воздействий, стимулирующих сигналов выходных параметров ЭА, передачу данных об измерениях параметров сигналов в устройство обработки результатов измерений.
4.Обработку результатов измерений.
5.Индикацию и регистрацию результатов испытаний изделий и дополнительной служебной информации и индекса типа изделия, заводского номера, даты измерения и т.п.
6.Выгрузку изделий.
7.Передачу данных контроля в систему внешнего централизованного управления и сбора данных.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
3. Роботизированные технологические комплексы / Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
4. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
5. Гибкие робототехнические системы / А.П. Гавриш, Л.С. Ямпольский, - Киев, Головное издательство издательского объединения “Вища школа”, 1989. - 408с.
6. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
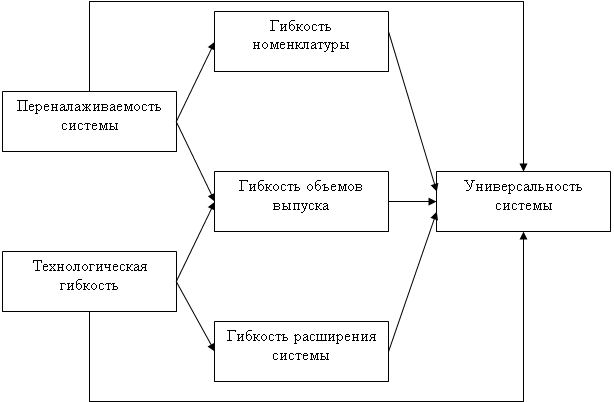

... процессов; средняя гибкость развития модулей системы; показатель уровня интеграции самостоятельных модулей; 2. Рычаги управления трудом в гибких производственных системах Специальных простых рычагов управления гибкой производственной системой не существует. Есть определенные последовательности, алгоритмы стандартных управляющих воздействий, ориентированные на выполнение критериальных ...

... с единицы технологического оборудования благодаря росту коэффициента его загрузки в результате сокращения потерь времени на переналадку при переходе на выпуск нового изделия и коэффициента сменности. Области рационального применения ГПС - это мелкосерийное повторяющееся, средне- и крупносерийное производство. Применение ГПС в единичном и мелкосерийном неповторяющемся производстве возможно в ...
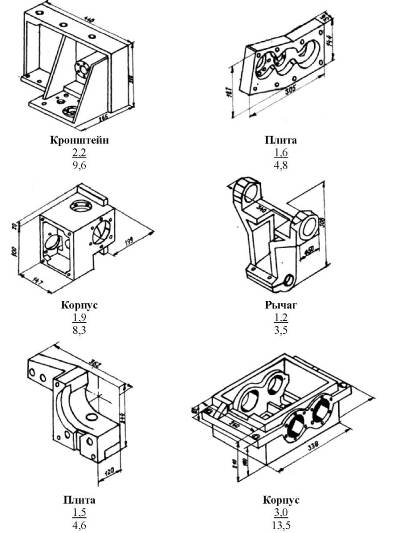
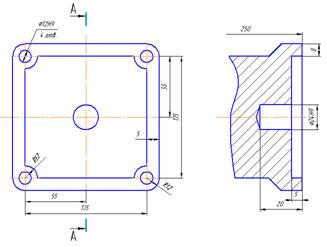
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...
0 комментариев