Навигация
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
25516
знаков
5
таблиц
1
изображение
4. ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Чертеж исходной заготовки отличается от чертежа готовой детали, прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовок. Форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок![]() , требующей в ряде случаев определенных уклонов, радиусов закругления и т. п.
, требующей в ряде случаев определенных уклонов, радиусов закругления и т. п.
Общим припуском на обработку называется слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения готовой детали.
Установление правильных размеров припусков на обработку является ответственной технико-экономической задачей. Назначение чрезмерно больших припусков приводит к непроизводительным потерям материала, превращаемого в стружку; к увеличению трудоемкости механической обработки; к повышению расхода режущего инструмента и электрической энергии; к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака.
Операционный припуск — это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ 3.1109—82). Операционный припуск равняется сумме промежуточных припусков, т. е. припусков на отдельные переходы, входящие в данную операцию.
Следует различать следующие припуски:
- минимальный операционный — разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции;
- максимальный операционный — разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
Допуск припуска — это разность между максимальным и минимальным значениями размера припуска.
Номинальный (расчетный) операционный припуск — разность номинальных размеров изделия до и после обработки на данной операции.
Всякое расширение допусков для предыдущих операций неизбежно вызывает увеличение припуска на обработку для последующих, что обычно ведет к снижению производительности последних операций. И, наоборот, при уменьшении припуска на обработку для данной операции приходится соответственно повышать точность, а, следовательно, и стоимость предшествующей обработки.
![]() В связи с этим при назначении операционных припусков и до
В связи с этим при назначении операционных припусков и до
пусков должны быть решены следующие технико-экономические
задачи:
- операционный припуск должен быть не слишком большим, чтобы не удорожать данной операции снятием чрезмерно большого слоя металла, и не слишком малым, чтобы не удорожать предшествующей операции вследствие повышения ее точности;
- операционный допуск должен быть достаточно широким, чтобы облегчить выполнение данной операции, и не слишком широким, чтобы не вызывать чрезмерного увеличения припуска для последующей операции и соответствующего ее удорожания.
Припуск по существу является компенсатором всех погрешностей предыдущей обработки заготовки и погрешностей, связанных с выполнением данной технологической операции.
В условиях единичного и серийного производств обычных деталей средней точности для определения общих и операционных припусков часто пользуются нормативными таблицами припусков, разработанными различными авторами на основе изучения обширного практического опыта промышленности и рекомендуемыми для некоторых средних условий производства.
ЗАДАЧИ
Задача 1
Рассчитать запасы шахтного поля, производственную мощность и срок службы шахты.
Дано:
размер шахтного поля по простиранию – 3100 м;
размер шахтного поля по падению – 2200 м;
угол падения – 30 ОС;
мощность пластов угля:
m1 = 1,2 м;
m2 = 1,1 м;
m3 = 0,9 м;
m4 = 0,7 м;
m5 = 0,5 м;
зольность угля:
Am1 = 12 %;
Am2 = 13 %;
Am3 = 14 %;
Am4 = 11 %;
Am5 = 17 % ;
количество рабочих дней в месяц nсут = 24 дней;
длина лавы 220 м;
среднесуточная скорость продвигания очистного забоя – 3,7 м / сут
Решение
Производственная мощность
![]()
![]() , м.
, м.
 , м.
, м.
![]() , Т/м2
, Т/м2
Среднегодовое продвижение:
![]() 24·12·3,7=1065,6
24·12·3,7=1065,6
Коэффициент извлечения угля из лав С=0,95-0,97
![]() , Т/год
, Т/год
Запасы полезных ископаемых (Z):
![]() , т.
, т.
![]()
Срок службы шахты:
 лет
лет
Задача 2
Выбрать оптимальный тип транспортного средства для перевозки 1000 т песка на расстояние 200 км, при условии нормального движения.
Дано:
Таблица 5.1 - Краткая техническая характеристика автосамосвалов
| Наименование показателей | Марка автосамосвала | ||||||
| Лёгкие | Тяжелые | ||||||
| ГАЗ - 93 | КАЗ - 600 | КАЗ - 602 | ЗИЛ - 555 | МАЗ - 503 | ЯАЗ - 218 | БелАЗ - 540 | |
| Грузоподъемность Р, т.с. | 2,25 | 3,5 | 3,6 | 4,5 | 7,0 | 10 | 27 |
| Собственный вес автомобиля P2, т.с | 1,25 | 1,5 | 1,5 | 2,0 | 3,0 | 4,0 | 10 |
| Мощность двигателя Nэ, л.с | 70 | 97 | 100 | 150 | 180 | 180 | 375 |
| Наибольшая развиваемая скорость V, км/ч | 70 | 70 | 65 | 80 | 70 | 45 | 55 |
Тип дороги: неровная грязная
Коэффициент сцепления с дорогой φ: 0,2
Основное удельное сопротивление движению ω0: 75 кгс/тс
Величина уклона дороги: i1 = +0,007
i2 = -0,003
i3 = -0,002
i4 = +0,001
i5 = -0,008
Решение
Похожие работы
... дня 2-5 5. Расчет временных складов Площадь складов , где К1, К2 – коэффициенты, учитывающие неравномерность поступления и потребления материалов (к1 = 1,1, к2=1,3) Т – продолжительность расчетного периода ремонтно-строительных работ, дн n - норма хранения на складе (принимается 12-20 дней) Р – масса материалов, хранящихся на складе, т q – удельная нагрузка на 1 ...
... - окремі (види енергії та палива), зведені (сума всіх видів енергії в однорідних одиницях); • за електричними процесами - силові, температурні, освітлювальні; • за цільовим призначенням - технологічні, господарчо-побутові; • за об'єктами споживання - енергетичні баланси підприємств, цехів, видів технологічного обладнання. Витрати всіх видів енергії враховуються при складанні калькуляції собі ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
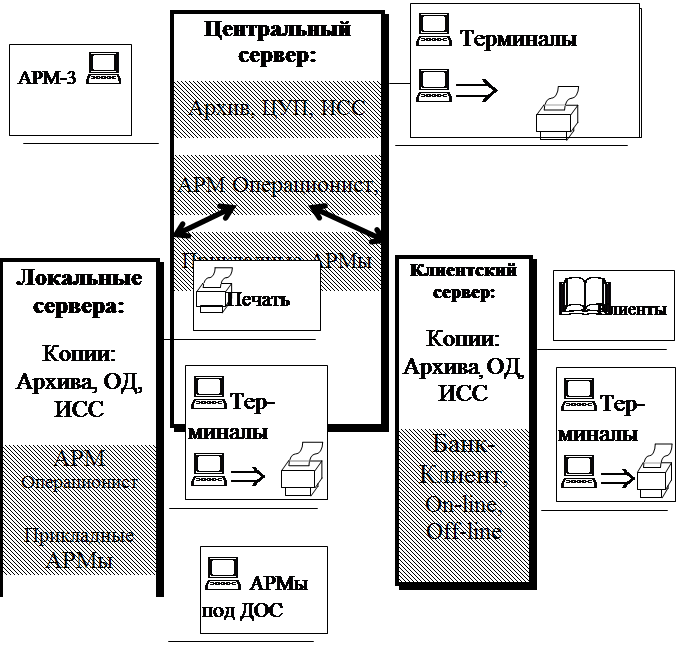
... ії. При цьому дії і доступ строго регламентовані і протоколюються. Кожен користувач одержує підказку про правильні дії, прапори наявності/відсутності необхідної інформації. Система відкрита для зв'язку з іншими Арм-ми і системами як під UNIX, так і під ДОС, WIND0WS, OS/2 і т.д. Допускається робота UniCorn на тім же сервері, де встановлене програмне забезпечення S.W.I.F.T. В даний момент ...
0 комментариев