Навигация
Системы механической обработки с адаптивным управлением
12136
знаков
0
таблиц
1
изображение
4 Системы механической обработки с адаптивным управлением .
Метод механической обработки с адаптивным управлением (АУ) был разработан в результате исследований, проведенных в начале 1960-х годов под эгидой ВВС США в научно-исследовательской лаборатории компании Bendix. Первые системы АУ базировались на аналоговых управляющих устройствах, что соответствовало состоянию технологии того времени. Современные системы адаптивного управления используют микропроцессоры и обычно составляют единое целое с существующими системами МЧПУ.
Термин адаптивное управление в случае операций обработки деталей на станках относится к такой системе, в которой производится измерение определенных выходных переменных процесса, с тем чтобы результаты этих измерений использовать для управления скоростями резания и (или) подачи. В системах механической обработки с адаптивным управлением использовались, например, такие переменные, как биения шпинделя, сила, момент, температура резания, амплитуда вибраций, затрачиваемая мощность и др. Иными словами, почти все параметры процесса резания металла, которые поддаются измерению, пытались использовать в экспериментальных системах АУ. Одной из основных причин применения числового программного управления (включая системы ПЦУ и МЧПУ) является тот факт, что оно уменьшает непроизводительные затраты времени на операциях обработки. Адаптивное управление целесообразно применять не для всех процессов механической обработки. Можно воспользоваться следующими характеристиками для выявления тех ситуаций, когда АУ применять выгодно: время собственно процесса обработки занимает значительную долю общего производственного цикла. Правило: адаптивное управление оправданно, если режущий инструмент соприкасается с деталью более 40% времени ее нахождения на станке. Имеются факторы, существенно влияющие на условия работы станка, которые могут быть компенсированы применением адаптивного управления. Фактически АУ приспосабливает скорости подачи и (или) резания к меняющимся условиям. Стоимость работы станка высока. Высокая стоимость работы обусловливается главным образом большими капиталовложениями в оборудование.
Два принципа адаптивного управления
Можно выделить два различных подхода к разработке систем механической обработки с адаптивным управлением:
1. Адаптивное управление с оптимизацией.
2. Адаптивное управление с ограничениями.
Адаптивное управление с оптимизацией. При такой форме АУ для системы задают критерий качества, который служит показателем эффективности всего процесса в целом (например, производительность, затраты на единицу объема удаленного металла). Цель устройства адаптивного управления состоит в оптимизации этого критерия качества путем изменений скоростей резания и (или) подачи в процессе работы.
Адаптивное управление с ограничениями. В производственных системах АУ накладывают ограничения на определенные измеряемые переменные, характеризующие процесс обработки; тем самым устанавливаются пределы их изменений. В соответствии с этим, такие системы носят название систем АУ с ограничениями. Цель этих систем состоит в такой подстройке скоростей подачи и (или) резания, чтобы значения измеряемых переменных процесса удерживались не выше уровня заданных ограничений.
Преимущества механической обработки с адаптивным управлением
Пользователь станка с АУ получает ряд потенциальных преимуществ. Они зависят от конкретных производственных задач. Адаптивное управление успешно применялось при таких операциях, как фрезерование, сверление, нарезание резьбы, шлифовка и расточка. Оно также применялось и при токарной обработке, но с ограниченным успехом.
Преимущества, приобретаемые в результате применения адаптивного управления.
1.Повышение производительности.
2.Увеличение срока службы инструмента.
3.Повышенная защищенность деталей.
4.Менее частые вмешательства оператора.
5.Облегчение программирования операций обработки деталей.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
3. Роботизированные технологические комплексы / Г.И. Костюк, О.О. Баранов, И.Г. Левченко, В.А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
4. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
5. Гибкие робототехнические системы / А.П. Гавриш, Л.С. Ямпольский, - Киев, Головное издательство издательского объединения “Вища школа”, 1989. - 408с.
6. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
7. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э. Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
8. Иванов Ю.В., Лакота Н.А. Гибкая автоматизация производства производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов. – М.: Радио и связь, 1987. – 464 с.
9. Промышленные роботы: Конструкция, управление, эксплуатация. / Костюк В.И., Гавриш А.П., Ямпольский Л.С., Карлов А.Г. – К.: Высш.шк., 1985. – 359 с.
10. Гибкие производственные комплексы /под.ред. П.Н. Белянина. – М.: Машиностроение, 1984. – 384с.
Похожие работы
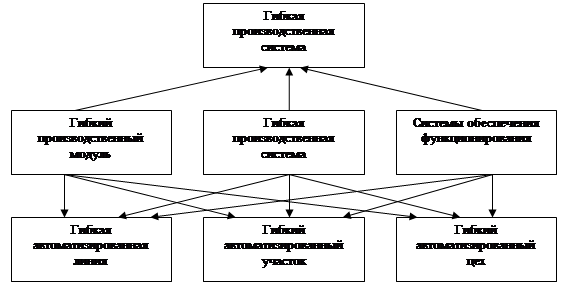
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
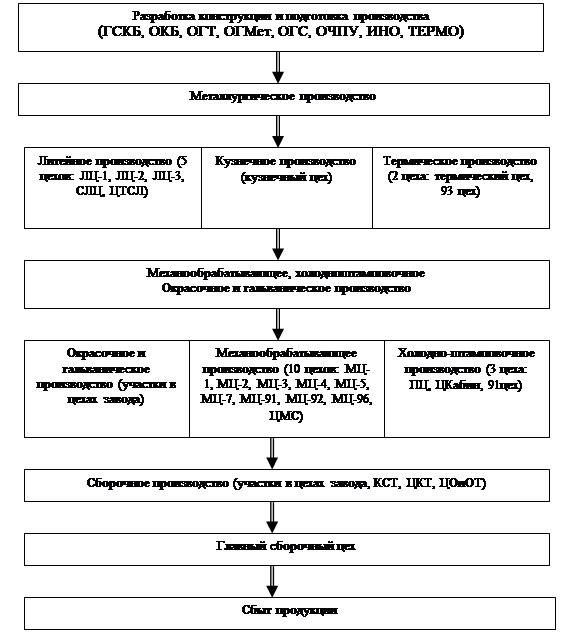
... ведения технологического процесса. Большой эффект в машиностроении дают гибкие производственные системы (ГПС), состоящие из стыков с числовып программным управлением, автоматизированных складских и транспортных систем, управляемых при помощи ЭВМ. Создание ГПЦ цеха на Днепропетровском электровозостроительном заводе позволило в 3.3 раза повысить производительность труда, высвободить 83 ...
... позволяет связывать твёрдотельные модели, сборки или чертежи, созданные с помощью SolidWorks 97, с файлами других приложений, что значительно расширяет возможности автоматизации процесса проектирования. С помощью технологии OLE можно использовать информацию, полученную в других приложениях Windows, для управления моделями и чертежами SolidWorks. Например, размеры модели могут быть рассчитаны в ...
... автоматизированных систем в рамках АСУП ведет к созданию гибкого автоматизированного производства (ГАП). Затраты на создание, приобретение, содержание и использование средств автоматизации очень велики, поэтому автоматизация производства должна иметь социально-экономическое обоснование. Для обеспечения эффективности ГПС выделяют две группы организационных задач: организацию взаимодействия ГПС со ...
0 комментариев